












МИНИСТЕРСТВО ОБЩЕГО И ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ СВЕРДЛОВСКОЙ ОБЛАСТИ
ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ПРОФЕССИОНАЛЬНОЕ
ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ СВЕРДЛОВСКОЙ ОБЛАСТИ
«НИЖНЕТАГИЛЬСКИЙ ЖЕЛЕЗНОДОРОЖНЫЙ ТЕХНИКУМ»
(ГБПОУ СО «НТЖТ»)
Принцип действия генератора.
1.
Введение
Первый генератор электрического тока, основанный на явлении электромагнитной индукции, был построен в 1832г. парижскими техниками братьями Пиксин. Этим генератором трудно было пользоваться, так как приходилось вращать тяжелый постоянный магнит, чтобы в двух проволочных катушках, укрепленных неподвижно вблизи его полюсов, возникал переменный электрический ток. Генератор был снабжен устройством для выпрямления тока. Стремясь повысить мощность электрических машин, изобретатели увеличивали число магнитов и катушек. Одной из таких машин, построенной в 1843г., был генератор Эмиля Штерера. У этой машины было три сильных подвижных магнита и шесть катушек, вращавшихся от рук вокруг вертикальной оси. Таким образом, на первом этапе развития электромагнитных генераторов тока (до 1851г.) для получения магнитного поля применяли постоянные магниты. На втором этапе (1851-1867гг.) создавались генераторы, у которых для увеличения мощности постоянные магниты были заменены электромагнитами. Их обмотка питалась током от самостоятельного небольшого генератора тока с постоянными магнитами. Подобная машина была создана англичанином Генри Уальдом в 1863г.
При эксплуатации этой машины выяснилось, что генераторы, снабжая электроэнергией потребителя, могут одновременно питать током и собственные магниты. Оказалось, что сердечники электромагнитов сохраняют остаточный магнетизм после выключения тока. Благодаря этому генератор с самовозбуждением дает ток и тогда, когда его запускают из состояния покоя. В 1866-1867гг. ряд изобретателей получили патенты на машины с самовозбуждением.
В 1870г. бельгиец Зеноб Грамм, работавший во Франции, создал генератор, получивший широкое применение в промышленности. В своей динамо-машине он использовал принцип самовозбуждения и усовершенствовал кольцевой якорь, изобретенный еще в 1860 г.А.Пачинотти.
В одной из первых машин Грамма кольцевой якорь, укрепленный на горизонтальном валу, вращался между полюсными наконечниками двух электромагнитов. Якорь приводился во вращение через приводной шкив, обмотки электромагнитов были включены последовательно с обмоткой якоря. Генератор Грамма давал постоянный ток, который отводится с помощью металлических щеток, скользивших по поверхности коллектора. На Венской международной выставке в 1873г. демонстрировались две одинаковые машины Грамма, соединенные проводами длиной 1 км. Одна из машин приводилась в движение от двигателя внутреннего сгорания и служила генератором электрической энергии. Вторая машина получала электрическую энергию по проводам от первой и, работая как двигатель, приводила в движение насос. Это была эффектная демонстрация обратимости электрических машин, открытой Ленцем, и демонстрация принципа передачи энергии на расстояние.
До того, как была открыта связь между электричеством и магнетизмом, использовались электростатические генераторы, которые работали на основе принципов электростатики. Они могли вырабатывать высокое напряжение, но имели маленький ток. Их работа была основана на использовании наэлектризованных ремней, пластин и дисков для переноса электрических зарядов с одного электрода на другой.
Заряды вырабатывались, используя один из двух механизмов: Электростатическую индукцию
Трибоэлектрический эффект, при котором электрический заряд возникал из-за механического контакта двух диэлектриков
По причине низкой эффективности и сложностей с изоляцией машин, вырабатывающих высокие напряжения, электростатические генераторы имели низкую мощность и никогда не использовались для выработки электроэнергии в значимых для промышленности масштабах. Примерами доживших до наших дней машин подобного рода являются электрофорная машина и генератор Ван де Граафа.
Задачи:
1.Проанализировать принцип работы мотора - генератора.
2.Исселедовать устройство мотора-генератора.
3.Систематизировать технологию ремонта мотора-генератора.
4.Разобрать требования техники безопасности при ремонте генератора.
1.Принцип действия генератора.
Генераторами называют электрические
машины, преобразующие механическую энергию в
электрическую. Принцип действия электрического генератора основан
на использовании явления электромагнитной
индукции, которое состоит в следующем. Если в магнитном поле постоянного
магнита перемещать проводник так, чтобы он пересекал магнитный поток, то
в проводнике возникнет электродвижущая сила (э.д.с),
называемая э.д.с индукции ,
или индуктированной э.д.с. Электродвижущая сила возникает и в том
случае, когда проводник остается неподвижным, а перемещается магнит.
Явление возникновения индуктированной э.д.с. в проводнике называется
электромагнитной индукцией. Если проводник, в
котором индуктируется э.д.с, включить в замкнутую
электрическую цепь, то под действием э.д.с. по цепи потечет ток,
называемый индуктированным током.
Опытным путем установлено, что величина
индуктированной э.д.с., возникающей в проводнике при его движении в магнитном
поле, возрастает с увеличением индукции магнитного поля, длины проводника и
скорости его перемещения. Индуктированная э.д.с. возникает только тогда, когда
проводник пересекает магнитное поле. При движении проводника вдоль магнитных
силовых линий э.д.с. в нем не индуктируется. Направление индуктированной э.д.с.
и тока проще всего определить по правилу правой руки если ладонь правой руки
держать так, чтобы в нее входили магнитные силовые линии поля, отогнутый
большой палец показывал бы направление движения проводника, то остальные
вытянутые пальцы укажут направление действия индуктированной э.д.с. и
направление тока в проводнике. Магнитные силовые линии направлены от
северного полюса магнита к южному.
1) Принцип получения постоянной ЭДС.
Для получения постоянной ЭДС необходимо установить коллектор со щетками – простейший механический преобразователь переменного тока в постоянный.
В
результате в нагрузке получаются постоянное ЭДС, так как полярность щеток
остается неизменной, то есть ЭДС в рамке по-прежнему переменное, а в нагрузке
становится постоянным. Объясняется это тем, что в результате вращения цилиндра
под щеткой А находится проводник, находящийся под северным полюсом. Под щеткой
В проводник находится под южным полюсом. В результате получаем  постоянный ток.
постоянный ток.
При наличии одной рамки получается ЭДС не обеспечивающая устойчивую работу машины или она слишком пульсирующая, а в точке 1 она равна 0.
Возьмем две рамки, расположенные под углом 90° относительно друг друга.
В настоящих машинах имеется множество проводников, равномерно уложенных по поверхности цилиндра, соединенных между собой последовательно и присоединенных к коллектору.
В виду того, что машины обратимы, можем сделать двигатель из генератора.
2)Принцип получения переменной ЭДС.
 При протекании тока по рамке
в магнитном поле мы получили ток, длину, и магнитную индукцию, а так же и
электромагнитную силу, которая определяется по правилу левой руки.
При протекании тока по рамке
в магнитном поле мы получили ток, длину, и магнитную индукцию, а так же и
электромагнитную силу, которая определяется по правилу левой руки.
Мы преобразовали электрическую энергию в механическую энергию.
При вращении рамки в магнитном поле, направление электромагнитной силы не изменится, так как при смене положения проводника меняется и направление тока в нем, следовательно, двигатель крутиться в одном направлении.
1.1Устройство машин генератора постоянного тока.
Конструктивное выполнение машин постоянного тока достаточно разнообразно, но все они включают в себя следующие основные узлы:
1. Статор (неподвижная часть).
2. Якорь (ротор, подвижная часть).
3. Подшипниковые щиты.
4. Вентилятор.
5. Щеткодержатель (траверс).
Статор.
 Статор состоит из станины и
полюсов (главные, добавочные).
Статор состоит из станины и
полюсов (главные, добавочные).
Станина (1) изготавливается из стали или чугуна. Прочная, высокая механическая прочность. Ф – магнитный поток машины, который замыкается через станину. Станина выполняется цельной, из обрезков трубы, реже сваркой. Машины большой мощности делают разъемной. Имеются отверстия для крепления главных или добавочных полюсов. По торцу имеются отверстия для подшипниковых шунтов. Несущая часть – своеобразный магнитопровод.
Главные полюса.
Главные полюса состоят из
сердечника и подполюсной катушки. Сердечник набирается из листов
электротехнической стали толщиной 1-2 мл, что существенно уменьшает вихревые
тока, а также потери на перемагничивание якоря в магнитном поле.
На сердечник надевается полюсная катушка, которая выполняется медным проводом. В машинах мощностью до 1 кВт провод наматывается на пластмассовый каркас, который надевается на сердечник. При пропускании тока по катушке создается полюс определенной полярности.
Главные полюса предназначены для создания основного магнитного поля машины.
В более современных машинах сердечник набирается из листов холодно катанной анизотропной стали, которая обладает повышенным магнитным соединением по поперечной оси. Холоднокатанная сталь обладает свойством покрываться оксидной пленкой, обладающая высоким сопротивлением для уменьшения вихревых токов (лаком не покрывается).
 Добавочные полюса
предназначены для уменьшения коммутации (для уменьшения искрения под щетками).
Состоит из сердечника и полюсной катушки. Необходим для сосредоточения
магнитной индукции в одну точку. Также набирается из листов электротехнической
стали.
Добавочные полюса
предназначены для уменьшения коммутации (для уменьшения искрения под щетками).
Состоит из сердечника и полюсной катушки. Необходим для сосредоточения
магнитной индукции в одну точку. Также набирается из листов электротехнической
стали.
Количество главных полюсов машины такое же, как и добавочных или вдвое меньше. Добавочные полюса устанавливаются в машинах выше 1 кВт.
Полярность добавочных полюсов такая же, как и у главного следующего по направлению вращения – для генератора, или такая же, как у предыдущего главного полюса, но для двигателя.
Якорь.
Якорь состоит из вала, сердечника, обмотки и коллектора.
Вал – стальной цилиндр, соответствующего диаметра. На валу находится сердечник якоря, который выполнен из листов электротехнической стали. На внешней поверхности выштампованы пазы толщиной 0,35 мл, изолированные друг от друга изоляционным лаком. Пазы служат для того, чтобы заложить обмотку якоря. Сердечник служит для крепления обмотки и пути магнитного потока.
Обмотка якоря – закладывается в пазы, выполняется из круглого квадратного или прямоугольной формы.
Забивают клиньями, выполненные из гетинакса и текстолита.
Проводники соединяются последовательно между собой и припаиваются к коллекторным пластинам. Лобовые части обмотки стягиваются бондажем (проволока или стеклоленты).
Коллектор.
Коллектор самый сложный узел в машине постоянного тока.
Служит для снятия тока, простейший механический преобразователь переменного тока в постоянный. Коллектор состоит из множества медных пластин трапециидальной формы.
Коллектор:
Вентилятор.
Назначение: охлаждение. Воздух затягивается со стороны коллектора, обдувает нагретые части (обмотки) и выходит из другой стороны; выполняется из стали, пластмассы.
Щеткодержатель (траверс).
В нем закрепляются непосредственно щетки, которые осуществляют скользящий контакт.
 1. Обойма, в которой
помещается щетка 2 (графитовые, угольные). Нажатие регулируется с помощью курка
3. Давление на щетку если большее, то щетка будит стираться. 4 – пружина. 5 –
зажим. 6 – тросики служат для присоединения щетки к цепи
1. Обойма, в которой
помещается щетка 2 (графитовые, угольные). Нажатие регулируется с помощью курка
3. Давление на щетку если большее, то щетка будит стираться. 4 – пружина. 5 –
зажим. 6 – тросики служат для присоединения щетки к цепи
Обмотки якоря машины постоянного тока
Обмотки бывают якорные, коллекторные, полюсные.
Обмоткой якоря называется замкнутая система проводников, определенным образом уложенных на сердечнике и присоединенная к якорю.
Обмотки якоря бывают:
1. Петлевые (простые, сложные).
2. Волновые (простые, сложные).
3. Комбинированные (петлевые, волновые).
2.Ремонт.
При текущем ремонте электрических машин выполняют
следующие работы:
проверку степени нагрева корпуса и подшипников, равномерности воздушного зазора
между статором и ротором, отсутствия ненормальных шумов в работе
электродвигателя;
чистку и обдувку электродвигателя без его разборки, подтяжку контактных
соединений у клеммных щитков и присоединении проводов, зачистку колец и
коллекторов, регулирование и крепление траверсы щеткодержателя, восстановление
изоляции у выводных концов, смену электрощеток;
смену и долив масла в подшипники. При необходимости производят:
полную разборку электродвигателя с устранением повреждений отдельных мест
обмотки без ее замены;
промывку узлов и деталей электродвигателя; замену неисправных пазовых клиньев и
изоляционных втулок, мойку, пропитку и сушку обмотки электродвигателя, покрытие
обмотки покрывным лаком, проверку крепления вентилятора и его ремонт, проточку
шеек вала ротора и ремонт беличьей клетки (в< случае необходимости), смену
фланцевых прокладок; замену изношенных подшипников качения;
промывку подшипников скольжения и при необходимости их перезаливки, при
необходимости заварку и проточку крышек электродвигателя, частичную пропайку
петушков; проточку и шлифование колец; ремонт щеточного механизма и коллектора;
проточку коллектора и его продороживание; сборку и проверку работы
электродвигателя на холостом ходу и под нагрузкой.
При капитальном ремонте производят следующие работы: полную или частичную
замену обмотки; правку, протирку шеек или замену вала ротора; переборку колец
или коллектора; балансировку ротора; замену вентилятора и фланцев; полную
пропайку петушков; чистку, сборку и окраску электродвигателя и испытание его
под нагрузкой.
Определение состояния деталей и назначение вида ремонта. Дефектацию производят
до разборки, в процессе разборки и после разборки. Дефектационные операции,
выполняемые до разборки: внешний осмотр; ознакомление с дефектами по
документации; предремонтные испытания на режиме холостого хода, если это
возможно.
До включения в сеть проверяют состояние вала, подшипниковых щитов, подшипников,
отсутствие задевания ротора за статор, наличие смазки, целостность фаз;
состояние выводных концов и клеммного щитка; сопротивление изоляции обмоток.
При удовлетворительных результатах испытаний включают электродвигатель на 30
мин под напряжение, замеряют пофазно силы тока холостого хода, проверяют шумы
электродвигателя, работу коллектора, нагрев подшипников, величину вибрации и
др.
В контрольно-дефектационные операции, проводимые в процессе разборки, входят:
измерение величины воздушных зазоров между железом статора и ротора (якоря) в
четырех точках, отстоящих друг от друга на 90°; измерение разбега вала в
подшипниках скольжения; определение зазоров в подшипниках скольжения и качения выявление
неисправности других деталей.
В процессе разборки нельзя допускать повреждений или поломки разбираемых
отдельных узлов и деталей или частей электрических машин. Детали, сопряженные
между собой с натягом, снимают универсальными съемниками. Рабочие и посадочные
поверхности узлов и деталей разбираемых электрических машин предохраняют от
повреждений.
Снятые годные метизы, пружинные кольца, шпонки и другие мелкие детали сохраняют
для повторного использования.
Разобранные узлы и детали помещают в технологическую тару или на стеллажи.
Рабочее место разборщика оснащают столом или верстаком и специальным
инструментом и приспособлениями.
Устройство для снятия подшипников с вала ротора размещают вблизи рабочих мест
разборщиков.
При разборке электродвигателей можно пользоваться специальной подставкой для
ног. Стенд, оснащенный подъемником, поворотным столом и конвейером
(пластинчатым, тележечным и т. п.), обеспечивает полную разборку
электродвигателей высотой оси вращения более 100 мм.
Для подъема изделий в сборе, узлов и деталей, масса которых превышает 20 кг,
следует использовать подъемно-транспортные механизмы и приспособления.
Захват узлов и деталей за рабочие поверхности не допускается.
Подъемно-транспортное оборудование должно иметь плавную скорость подъема и
опускания, а грузоподъемность должна быть не менее 1т.
Приспособления, используемые для съема подшипников с вала ротора и для выема
ротора из расточки статора, должны обеспечивать предохранение рабочих
поверхностей от повреждений.
Используемый при разборке инструмент не должен иметь зазубрин, заусенцев и
других дефектов на рабочей поверхности и соответствовать требованиям техники
безопасности.
Производственная тара должна вмещать все разобранные узлы и детали и
соответствовать требованиям промышленной санитарии.
Технологический процесс разборки состоит из следующих операций:
подготовительных, непосредственно разборки и контроля.
Выбор способа разборки зависит от технических и организационных возможностей
производства.
Операции технологического процесса производят в помещении с температурой 20 ±
5°С и относительной влажностью не более 80 %. При подготовительных операциях
устанавливают контейнер с электродвигателями на подставку, а электродвигатель —
на стол разборщика или передаточную тележку разборочного стенда.
У двигателей закрытого исполнения отвертывают болты, крепящие кожух наружного
вентилятора, и снимают его;
отвертывают крепежные детали, крепящие вентилятор, и снимают его; в случае
крепления вентилятора пружинным кольцом, предварительно снимают его специальным
инструментом.
У двигателей с фазным ротором:
отсоединяют соединительные провода, освобождают крепления, снимают кожух
контактных колец, вынимают щетки; в случае ремонта обмоток ротора отпаивают
соединительные хомутики от выводных концов; снимают отвододержатель и съемником
контактные кольца с вала ротора.
У электродвигателей, конструкция которых предусматривает расположение узла
контактных колец внутри подшипникового щита, съем контактных колец производят
после снятия подшипниковых крышек (наружной и внутренней), подшипникового щита
и подшипника со стороны, противоположной рабочему концу вала.
У крановых и металлургических электродвигателей кроме того снимают крышки
смотровых люков; открепляют капсулы от подшипниковых щитов и снимают наружные
уплотняющие кольца; сливают масло из масляных камер (у подшипников скольжения).
Отвертывают болты, крепящие наружные крышки подшипников и снимают последние.
При наличии между подшипниковой крышкой и подшипником пружинных колец,
последние должны быть сохранены. Снимают пружинное кольцо, крепящее подшипник
(при наличии). Отвертывают крепежные детали, крепящие подшипниковые щиты,
крышку и панель (колодку) выводов, и снимают последние. Уплотнения,
предусмотренные конструкцией в коробке выводов, сохраняют. При разборке электродвигателей
на рабочем месте разборщика подготовительные операции производят здесь же.
Передний (со стороны рабочего конца вала) подшипниковый щит выводят из заточки
станины с помощью рычага, вводимого в просвет между ушками подшипникового щита
и станины, либо отжимных болтов. Отжим следует производить равномерно, пока щит
полностью не выйдет из центрирующей заточки.
Допускается вывод подшипникового щита из заточки станины производить с помощью
легких ударов молотка по выколотке из мягкого металла или пневмо молотка по
торцам ушек подшипникового щита.
При выводе переднего подшипникового щита из заточки необходимо поддерживать вал
вручную или подкладками, не допуская удара ротора о статор.
Подшипниковый щит с вала снимают, поворачивая его на подшипнике, не допуская
при этом перекосов.
Задний (со стороны, противоположной рабочему концу вала) подшипниковый щит
снимают аналогично переднему.
Можно снимать задний подшипниковый щит после выемки ротора из статора. Выемку
ротора производят специальным приспособлением, не допуская при этом задеваний
ротора за расточку и обмотку статора.
На статоре, роторе и подшипниковых щитах укрепляют бирки с ремонтными номерами.
Разобранные узлы и детали укладывают в производственную тару или на стеллажи и
передают на последующую операцию.
При разборке на разборочном стенде электродвигатель устанавливают на
передаточную тележку, фиксатором-толкателем посылают ее по конвейеру.
Производят операции предварительной разборки и передают тележку на стол
гидростенда.
Устанавливают электродвигатель так, чтобы центры штоков гидроцилиндров
установки совпали с центрами вала разбираемого электродвигателя, и зажимают вал
электродвигателя в центрах.
Опускают стол вниз и выталкивают тележку на конвейер.
Поднимают стол до полной посадки на него электродвигателя, и зажимают лапы
электродвигателя зажимами.
Подают шток левого цилиндра вправо до полного выхода подшипникового щита из
заточки статора. Снимают подшипниковый щит с подшипника. Устанавливают упор
между подшипником и корпусом электродвигателя. Подачей штока правого цилиндра
влево выпрессовывают правый подшипник с вала ротора. Аналогично поступают с
левым подшипниковым щитом и подшипником. Производят разжим центров и отводят
штоки цилиндров гидростенда от вала ротора электродвигателя. Поворачивают стол
с электродвигателем на 60—90° и снимают подшипники и внутренние Подшипниковые
крышки.
Выводят ротор из расточки статора при помощи специального приспособления, не
допуская при этом задевания ротора за расточку и обмотку статора.
Допустимые радиальные зазоры в подшипниках скольжения электрических машин
|
|
Допустимые зазоры, |
мм, при частоте вращения, об/мин |
||
|
750-1000 |
1000-1500 |
1500-3000 |
||
|
18-30 |
0,04-0,093 |
0,06-0,13 |
0,14-0,28 |
|
|
30-50 |
0,05-0,112 |
0,075-0,16 |
0,17-0,34 |
|
|
50-80 |
0,065-0,135 |
0,095-0,195 |
0,2-0,4 |
|
|
80-120 |
0,08-0,16 |
0,12-0,235 |
0,23-0,46 |
Во время эксплуатации допускается удвоенная величина максимальных зазоров.
1. При отсутствии специальных указаний завода-изготовителя зазора между шейкой вала и верхним вкладышем следует назначать в следующих пределах; для подшипников с кольцевой смазкой (0,08 + 0,10) Дш> для подшипников с принудительной смазкой (0,05 + 0,08) Дш, где Дш — диаметр шейки вала.
2. Для создания более благоприятных условий образования масляного клина рекомендуют у разъемных подшипников делать боковые зазоры В = а. В этом случае подшипники растачивают на диаметр Д + 2а с применением прокладок толщиной а.
Допустимая
разница воздушных зазоров электрических машин не должна превышать значений,
указанных в заводских инструкциях, а если таких данных нет, то зазоры должны
отличаться на величину не больше, чем указано ниже для машин: асинхронных — на
10 %; синхронных тихоходных — на 10 %; синхронных быстроходных — на 5 %;
постоянного тока с петлевой обмоткой и зазором под главными полюсами более 3
мм — 5 %; постоянного тока с волновой обмоткой и зазором под главными полюсами
более 3 мм — на 10 %; а также якорем и дополнительными полюсами — на 5 %.
Разбег — осевая игра вала машины в подшипниках скольжения в одну сторону от
центрального положения ротора не должен превышать 0,5 мм для машин напряжением
до 10 кВт, 0,75 мм — для машин 10—20 кВт, 1,0 мм — для машин 30—70 кВт, 1,5 мм
— для машин 70—100 кВт. Суммарный двусторонний разбег вала не должен превышать
2—3 мм.
Зазоры в подшипниках качения
|
|
Осевая игра в однорядных шарикоподшипниках, мм» для серии |
Радиальный зазор, мм |
|||
|
200 |
300 |
в новых однорядных шарикоподшипниках |
в новых роликоподшипниках |
наибольший допустимый при износе подшипников |
|
|
20—30 |
— |
— |
0,01-0,02 |
0,02-0,05 |
0,1 |
|
30-50 |
0,12-0,22 |
0,13-0,23 |
0,01-0,02 |
0,02-0,06 |
0,2 |
|
50-80 |
0,14-0,32 |
0,17-0,38 |
0,01-0,02 |
0,02-0,06 |
0,2 |
|
80-100 |
0,25-0,43 |
0,29-0,50 |
0,02-0,03 |
0,04-0,08 |
0,3 |
|
10-120 |
0,26-0,46 |
0,32-0,56 |
0,02-0,01 |
0,05-0,09 |
0,3 |
В контрольно-дефектационные операции после разборки электромашин входят: внешний осмотр и обмер всех изнашиваемых поверхностей деталей; окончательное заключение о состоянии деталей в результате осмотра, проверок и испытаний. Результаты дефектации записывают в ремонтную карту, на основании которой технолог или мастер заполняет операционную карту и назначает вид ремонта. Дефектные детали и узлы ремонтируют способами, указанными ниже.
Технология ремонта узлов и деталей электрических машин. Конструкция коллектора.
Дня большинства электрических машин применяют конструкцию коллектора, показанную на рис. 6. Коллектор машины должен быть очищен от грязи и смазки. Изоляция коллектора должна быть продорожена, с граней коллекторных пластин сняты фаски. Коллектор, имеющий неровности до 0,2 мм, должен быть отполирован, 0,2—0,5 мм — прошлифован, более 0,5 мм — проточен. Биение коллектора у машин (проверенное по индикатору) не должно превышать 0,02 мм для коллекторов диаметром до 250 мм и 0,03—0,04 мм для коллекторов диаметром 300-600 мм.
Ремонт коллекторов.
Сведения о
возможных неисправностях, причинах их возникновения и способах ремонта
коллекторов приведены в табл.

Устройство коллектора:
1 — стальной корпус; изоляция; 3 — петушки; 4 — пластина
коллекторная; 5— шайба конусная натяжная; 6— винт стопорный; 7— прокладка
миканитовая
Формовка коллектора на токарном станке.
Неисправность коллектора
|
|
Причина |
Ремонт |
|
Обгорание поверхности |
Искрение. Круговой огонь |
Обточка, шлифование |
|
Биение. Выступание |
Плохая сборка. Некачественный миканит |
Нагрев. Подтягивание. |
|
Обточка |
||
|
Выступание изоляции |
Износ пластин. Ослабление коллектора |
Продороживание. Подтягивание. Обточка |
|
Выступание пластин на |
Предельная обточка. |
Замена комплекта пластин и межламельной изоляции |
|
Обломана часть петушков (в шлице) |
Неосторожная выбивка |
Разборка. Ремонт или за |
|
Замыкание между пластинами |
Заусенцы на поверхности.
Прогар миканитной |
Осмотр. Расчистка.
Глубокая прочистка между |
|
Замыкание внутри кол |
Разборка |
|
|
Замыкание на корпус |
Пробой, прогар изоляционных конусов |
Разборка, ремонт или за |
Ремонт контактных колец.
Комплект
контактных колец показан на рис. 8. Незначительные повреждения поверхности контактных
колец (подгары, биение, неравномерная выработка) устраняют зачисткой и
полировкой без демонтажа колец. При больших повреждениях поверхностей кольца
снимают и протачивают с уменьшением их толщины не более чем на 20 %.
Пробой изоляции на корпус, а также предельный износ колец вызывают
необходимость их замены. Замены целесообразно производить только в крупных ЭРЦ,
где на каждый вид контактных колец составляют типовой технологический процесс
разборки, изготовления, сборки и испытания с обеспечением соответствующими
приспособлениями и оборудованием.
Ремонт сердечников.
Сердечники
(активная сталь) одновременно служат магнитопроводом и остовом для размещения и
укрепления обмотки. При ремонте и замене обмотки необходимо проверить
сердечники и устранить обнаруженные дефекты. Основные неисправности сердечников
статора и ротора, их причины, а также способы устранения приведены в
табл.
Неисправности сердечников статора и ротора
|
|
Причина |
Ремонт |
|
Ослабление прессовки |
Выпадение вентиляционных распорок |
Ремонт распорок |
|
Распушение зуб |
Слабые крайние листы или нажимные шайбы |
Подпрессовка. |
|
Нагрев сердечника |
Заусенцы. Зашлифованные места. |
Расчистка |
|
Порча изоляции стяжных болтов |
Замена изоляции |
|
|
Выгорание участков |
Пробой изоляции обмотки на сталь |
Расчистка. Перешихтовка |
|
Деформация стали |
Неправильная сборка или монтаж машины. Механические повреждения |
Правка |
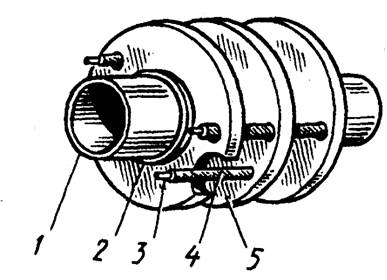
Кольца контактные в сборе:
1 — втулка; 2 — электро картон; 3 — кольцо контактное; 4 — изоляция
шпилек; 5 — шпильки
контактные (выводы от колец)
Условия для безыскровой коммутации.
Если
плотность тока, приходящаяся на единицу поверхности соприкосновения щетки с
коллектором в каком-либо месте становится слишком большой, щетки искрят.
Искрение разрушает щетки и поверхность коллектора. Надежный контакт между
щеткой и коллектором обеспечивает гладкая зеркальная поверхность коллектора
(без выступов, вмятин, подгаров, без эксцентриситета или биения).
Механизм подъема щеток должен быть исправным. На одной машине нельзя применять
щетки разных марок. Они должны быть установлены строго на нейтрали. Расстояние
между щетками по окружности коллектора должны быть равными. Отклонения в
расстояниях между сбегающими концами щеток не должны превышать 1,5 % для машин
мощностью до 100 кВт. От обоймы до поверхности коллектора расстояние должно
быть 2—4 мм. При наклонном расположении щеток острый угол щетки должен быть
набегающим.
Допустимые отклонения обойм щеткодержателя от номинального размера в осевом
направлении — 0—0,15 мм; в тангенциальном направлении, при ширине щеток менее
16 мм —0—0,12 мм; при ширине щеток более 16 мм — 0—0,14 мм.
Допустимые отклонения размеров щеток от номинальных размеров обоймы
щеткодержателя могут быть только со знаком минус. Величины допустимых
отклонений: в осевом направлении от — 0,2 до — 0,35 мм; в тангенциальном
направлении (при ширине щеток до 16 мм) от — 0,08 до — 0,18 мм; в
тангенциальном направлении (при ширине щеток более 15 мм) от — 0,17 до — 0,21
мм.
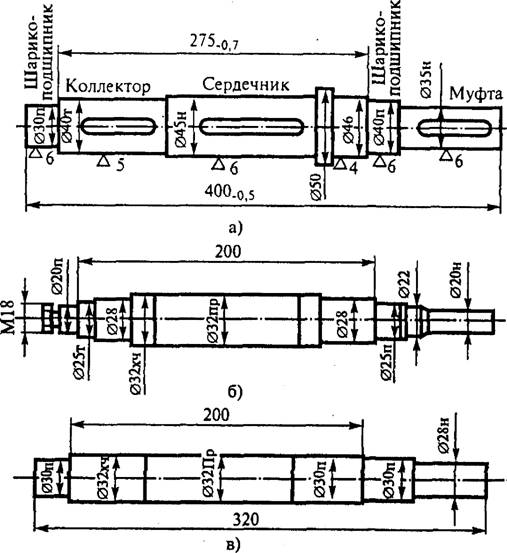
Формы валов электромашины:
а — машин постоянного тока; б, в — асинхронных двигателей
Зазор щеток
в обойме не должен превышать в осевом направлении — 0,2 -г- 0,5 мм; в
тангенциальном направлении (при ширине щеток до 16 мм) 0,06 * 0,3 мм; в
тангенциальном направлении (при ширине щеток более 16 мм) 0,07 + —
0,35 мм. Рабочая (контактная) поверхность щеток должна быть отшлифована до
зеркального блеска. Удельное нажатие различных марок щеток должно находиться в
пределах 0,15—4 МН/м2 и приниматься по каталогам.
Отклонение в величине удельного нажатия между отдельными
щетками одного стержня допускается на ± 10 %. Для двигателей, подвергающихся толчкам
и сотрясениям (крановые и др.), удельное нажатие допускается повышать на
50—75
Ремонт вала.
Формы
валов электрических машин с указанием посадок и шероховатости показаны на рис.
9. Вал может иметь следующие повреждения: изгиб, трещины, задиры и царапины
шеек, общую выработку, конусность и овальность шеек, развал шпоночных канавок,
забоины и расклепывание торцов, смятие и износ резьбы на концах вала, потерю
напряженности посадки на валу сердечника и в редких случаях поломку вала.
Ремонт валов является ответственной работой и имеет специфические особенности,
так как ремонтируемый вал очень сложно отделить от сопряженного с ним
сердечника. Допустимая норма на обточку шеек вала составляет 5—6 % от его
диаметра; допустимая конусность 0,003, овальность 0,002 от диаметра. Валы,
имеющие трещины глубиной более 10—15 % размера диаметра и более 10 % длины вала
или периметра, подлежат замене. Общее количество вмятин и углублений не должно
превышать 10 % посадочной поверхности под шкив или муфту и 4 % под подшипник.
Ремонт станин и подшипниковых щитов. Основные повреждения станин и
подшипниковых щитов: поломка лап крепления станины; повреждение резьбы в
отверстиях станины; трещины и коробление подшипниковых щитов; износ посадочной
поверхности отверстия щита под посадку подшипника.
Ремонт станины и подшипниковых щитов заключается в заварке трещин, приварке
отбитых лап, восстановлении изношенных посадочных мест, разрушенной резьбы в
отверстиях и удалении оставшихся оторванных стержней болтов. Биение
центрирующей заточки относительно оси — радиальное и не более 0,05 % диаметра
заточки.
Ремонт подшипников скольжения. Повреждения подшипников скольжения: износ по
внутреннему диаметру и торцам, растрескивание, выкрашивание, отставание,
подплавление заливки, затягивание канавок, износ втулки по наружному диаметру.
Износ по внутреннему диаметру и торцам является наиболее частым повреждением.
Сроки службы (в годах) подшипников скольжения, залитых баббитом марки Б16, в
зависимости от режима работы следующие:
1,5-2 1—1,5
Легкий.......................................... 4—5
Нормальный............................. 2—3
Тяжелый............
Очень тяжелый
Температуры
нагрева подшипников перед заливкой и плавления баббитов приведены в табл.
Ремонт подшипников скольжения состоит из следующих операций: выплавки
старой заливки, ремонта вкладыша, подготовки его и сплава к заливке, заливка и
охлаждение.
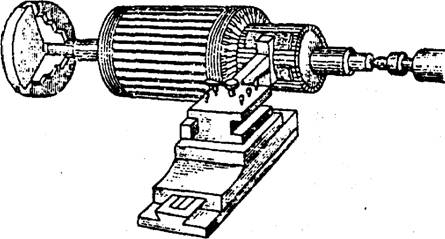
Центробежную заливку подшипников производят на токарном станке при помощи
специального приспособления (рис. 10). Частоту вращения патрона устанавливают
по табл. 72 в зависимости от размера подшипника. Припуск на обработку дают
2—2,5 мм на сторону при внутреннем диаметре до 150 мм. Припуск по торцам 2—4
мм. Маслораспределительные и масло улавливающие канавки для подшипников с
диаметром шейки вала 50—150 мм делают шириной 3—6 мм и глубиной 1,5—3 мм.
Температура плавления и заливки баббитов
|
|
Температура, °С |
||
|
плавления * |
заливки |
нагрева подшипников |
|
|
Б83 |
241/364 |
400 ±10 |
250 |
|
Б16 |
240/410 |
460 ±10 |
250 |
|
БН |
245/397 |
450 ±10 |
260 |
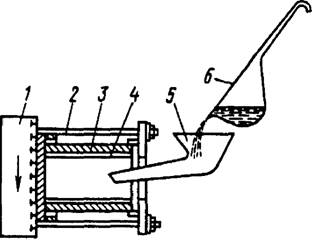
Заливка вкладыша центробежным способом:
Основные требования к установке подшипников скольжения: рабочие части вкладышей
подшипников должны быть пригнаны (шабрением по шейкам вала в средней их части
по дуге от 60 до 120°);
I — планшайба; 2 — шпилька стяжная; 3 — вкладыш; 4 — граница баббитовой
заливки; 5 — воронка; 6 — ковш с баббитом
норма поверхности соприкосновения (при проверке на краску) шейки вала и нижнего
вкладыша — два пятна на 1 см2 поверхности на дуге 60—90°;
наличие плотных поясов по концам шейки вала и верхнего вкладыша — одно пятно на
1 см2.
Повреждения и замена подшипников качения.
Основным
повреждением подшипников качения является износ рабочих поверхностей обоймы,
сепаратора, кольца, шариков или роликов, а также наличие глубоких рисок и
царапин, следов коррозии, появления цветов побежалости. Ремонт подшипников
качения в ЭРЦ не производят, а заменяют новыми. У электромашин средней мощности
срок службы подшипников качения составляет 2—5 лет в зависимости от размера
двигателя и режима его работы.
Частота вращения патрона при заливке подшипников баббитом
центробежным способом
|
|
Частота вращения патронов, об/мин |
Внутренний диаметр подшипников, мм |
Частота вращения патрона, об/мин |
||
|
Б16, БН |
Б83 |
Б16, БН |
Б83 |
||
|
30 |
1490 |
1670 |
100 |
810 |
910 |
|
40 |
1250 |
1400 |
110 |
770 |
870 |
|
50 |
1150 |
1290 |
120 |
740 |
830 |
|
60 |
1060 |
1190 |
130 |
710 |
800 |
|
Внутренний диаметр подшипников, мм |
Частота вращения патронов, об/мин |
Внутренний диаметр подшипников, мм |
Частота вращения патрона, об/мин |
||
|
Б16, БН |
Б83 |
Б16, БН |
Б83 |
||
|
70 |
980 |
1100 |
140 |
680 |
770 |
|
80 |
910 |
1020 |
150 |
660 |
740 |
|
90 |
850 |
960 |
160 |
640 |
720 |
Основные
требования к установке подшипников качения:
внутренние кольца подшипников должны быть насажены на вал плотно;
наружные кольца подшипников должны быть вставлены в расточки подшипниковых
щитов свободно с зазором 0,05—0,1 мм по диаметру;
осевой зазор (величина осевого перемещения одной обоймы относительно другой) не
должен превышать 0,3 мм.
Ремонт уплотнений.
Попадание
смазки из подшипников внутрь электрических машин происходит из-за
конструктивных недостатков, неправильного монтажа уплотнений и неправильного
применения смазки. Кольцо с зубчиками, насаженное на вал дополнительно к
обычному сальниковому уплотнению, не допускает попадания смазки внутрь машины.
Для установки такого кольца необходимо укоротить вкладыш подшипника кольцевой
смазки.
Для предотвращения сильной утечки смазки внутрь машины на вал насаживают масло отражательное
кольцо с наклонными отражателями отбрасывающими масло в подшипник. При сильной
осевой вентиляции следует устанавливать дополнительные уплотнения лабиринтного
типа. Ремонт уплотняющих устройств заключается в замене шпилек с поврежденной
резьбой, сверления и нарезке резьбы в новых отверстиях уплотняющих колец.
Балансировка роторов.
Для обеспечения
работы электрической машины без биений и вибраций после ремонта ротор в сборе
со всеми вращающимися частями (вентилятором, кольцами, муфтой, шкивом и т. п.)
подвергают балансировке.
Различают статическую и динамическую балансировку. Первую рекомендуют для машин
с частотой вращения до 1000 об/мин и коротким ротором, вторую дополнительно к
первой — для машин с частотой вращения более 1000 об/мин и для специальных
машин с удлиненным ротором. Статическую балансировку производят на двух
призматических линейках, точно выверенных по горизонтали. Хорошо
сбалансированный ротор остается неподвижным, находясь в любом положении
относительно своей горизонтальной оси. Балансировку ротора проверяют для 6—8
положений ротора, поворачивая его вокруг оси на угол 45-60°. Балансировочные
грузы закрепляют сваркой или винтами. Свинцовые грузы забивают в специальные
канавки, имеющие форму ласточкина хвоста.
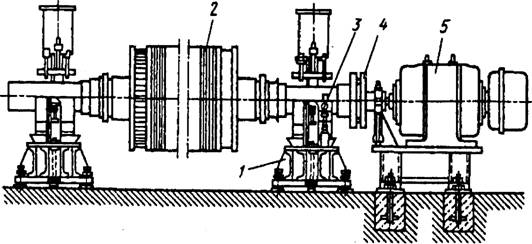
Станок для динамической балансировки роторов: 1 — стойка; 2 —
балансируемый ротор; 3 — индикатор стрелочный; 4— муфта; 5— привод
При
динамической балансировке место расположения груза определяют по величине
биения (вибрации) при вращении ротора. Динамическую балансировку производят на
специальном балансировочном станке . Установленный для проверки вращающийся
ротор (якорь) при неуравновешенности начинает вместе с подшипниками
вибрировать.
Чтобы определить место неуравновешенности, один из подшипников закрепляют
неподвижно, тогда второй при вращении продолжает вибрировать. К ротору подводят
острие цветного карандаша или иглу индикатора, которые в месте наибольшего
отклонения ротора оставляют на нем метку. При вращении ротора в обратном
направлении с той же скоростью тем же способом наносят вторую метку. По
среднему положению между двумя полученными метками определяют место наибольшей
неуравновешенности ротора.
В диаметрально противоположной по отношению к месту наибольшей
неуравновешенности точке закрепляют балансировочный груз или высверливают
отверстие в точке наибольшей неуравновешенности. После этого аналогичным
способом определяют неуравновешенность второй стороны ротора.
Сбалансированную машину устанавливают на гладкую горизонтальную плиту. При
удовлетворительной балансировке машина, работающая с номинальной частотой вращения,
не должна иметь качаний и перемещений по плите. Проверку производят на холостом
ходу в режиме двигателя.
3.Техническая безопасность при ремонте.
Обслуживание двигателей, генераторов, синхронных
компенсаторов связано не только с опасностью поражения электрическим током, но
и с опасностью механического травмирования работающего. Поэтому, как правило,
нельзя выполнять работы на вращающихся машинах. Исключением являются те работы,
которые не могут быть произведены на остановленной машине: например, испытания
генераторов, синхронных компенсаторов и их защит, шлифование колец ротора
двигателя, проверка щеток и др. Во время выполнения этих работ следует
остерегаться захвата одежды или обтирочного материала валом машины. Вращающийся
генератор или синхронный компенсатор, даже если он не возбужден, считается
находящимся под напряжением, так как напряжение в обмотке статора создается за
счет остаточного намагничивания стали ротора.
В обмотке статора генератора даже при отсутствии возбуждения наводится значительная
ЭДС за счет остаточного намагничивания ротора. Поэтому при работе в цепях
возбуждения необходимо применять индивидуальные средства защиты: инструмент с
изолирующими рукоятками, диэлектрические галоши, резиновые диэлектрические
коврики, перчатки.
На синхронных компенсаторах подстанций применяют ти-ристорную систему
возбуждения, однако на старых подстанциях встречается система и ионного
возбуждения. Ионным возбудителем называется устройство, которое с помощью
ртутных выпрямителей преобразует переменный ток в постоянный. Ионные
возбудители получают питание от выпрямительного трансформатора напряжением выше
1000 В. Несмотря на то что при нормальной работе напряжение в цепях возбуждения
значительно ниже 1000 В, при обрыве дуги или обратном зажигании в ртутном
выпрямителе напряжение в цепях возбуждения может быть значительно выше 1000 В.
Поэтому цепи возбуждения, в том числе приборы и аппараты, расположенные на
главном щите управления, рассматриваются как находящиеся под напряжением выше
1000 В. Работы в цепях ионного возбуждения проводят на отключенном
оборудовании, соблюдая соответствующие меры предосторожности.
При выполнении работ по разборке электрической машины и очистке ее деталей
следует строго соблюдать меры безопасности труда и пожарной безопасности. Надо
пользоваться только проверенными тросами и исправными грузоподъемными
устройствами, соответствующими массе поднимаемого груза. При работе с
токсичными и легковоспламеняющимися моющими жидкостями необходимо принимать
меры, исключающие отравление их парами и воспламенение при соприкосновении с
открытым огнем. При разборке следует применять только исправные инструменты и
механизмы.
Строповку грузов при подъеме производят стропами — короткими кусками цепи или
стального каната, снабженными крюками, петлями, коушами и т.д.
Устанавливать на место монтажа щиты, шкафы и пусковые ящики массой более 196 Н
(20 кг) следует не менее чем двум рабочим.
При установке конструкций, закрепляемых в стенах, потолках или полах с помощью
цементного раствора, нельзя удалять поддерживающие детали (подпорки, растяжки и
т. д.) до полного затвердевания раствора.
При наличии кабельных каналов сзади или спереди щита на время его монтажа
необходимо закрыть их плитами или досками толщиной не менее 50 мм.
Работы по установке двигателей средней и большой мощности на фундаменты и
конструкции производят только грузоподъемными механизмами, установленными или
подвешенными на месте монтажа.
Работы по установке электродвигателей на фундаменты следует выполнять в
рукавицах.
Электродвигатели массой до 490 Н (50 кг) на низкие фундаменты можно
устанавливать вручную, но не менее чем двумя рабочими.
Запрещается проверять пальцами совмещение отверстий в собираемых панелях щитов
или в полумуфтах (для этой цели используют специальные шаблоны).
Запрещается перемещение и установка щитов без принятия мер, предупреждающих их
опрокидывание.
При затяжке болтовых соединений полумуфт запрещается: пользоваться вместо
гаечных ключей каким-либо другим инструментом; удлинять гаечные ключи другими ключами,
отрезками труб и т. д.; пользоваться неисправными гаечными ключами или ключами
несоответствующих размеров.
Перед пробным пуском электродвигателя необходимо проверить: крепление
фундаментных болтов и прочих элементов оборудования; отсутствие посторонних
предметов внутри или вблизи оборудования; наличие защитного заземления.
ЗАКЛЮЧЕНИЕ
В результате исследования, технологии ремонта мотора - генератора была рассмотрена конструкция, принцип действия двигателя постоянного тока, межремонтное обслуживание в эксплуатации. Проследил порядок ремонта, а так же испытания двигателя после ремонта. Рассмотрел правила техники безопасности при ремонте и испытаниях тягового электродвигателя.
На основании проделанной работы получил более глубокие знания по устройству, работе и применению электрических машин.
 (zip - application/zip)
(zip - application/zip)









