












ГАПОУ
"СИИТТ"
03.03.2016
Тема:
Самостоятельные работы по МДК 01.02
Выполнил: Студент 3 курса
гр.№3 «ТО» Рудь Андрей
Проверил: Бойцун В.М
Средствадляпротивокоррозионнойобработкикузова (маркиитехнологиинанесения)
Сейчас многие автолюбители убеждены, что современные авто и тем паче машины зарубежного производства не нуждаются в дополнительной противокоррозионной защите. Но это не совершенно правильно — такая защита нужна. В особенности при эксплуатации в неблагоприятных критериях русского климата.
Людям кажется, что автоконцерн уже решил все вопросы, проведя оцинковку кузова, нанеся катафорезный грунт. Но опыт эксплуатации, как молвят спецы, однозначен — и грунт выручает не всегда, и оцинковку нельзя считать панацеей от всех бед.
Специалисты компании Dinol разъясняют: обычно, в наше время толщина цинкового покрытия на новых автомобилях не превосходит 6-9 мкм. Испытания, имитирующие городскую природную среду, демонстрируют, что на железной пластинке с гальваническим покрытием таковой толщины 1-ые признаки коррозии появляются уже через 9-12 месяцев. Причина этого — микропоры в покрытии, через которые атмосферная влага просачивается в металл.
Естественно, можно было бы сделать толщину цинкового слоя больше, но это увеличивает,
во-1-х, цена автомобиля, во-2-х, его вес, что с теперешним глобальным трендом даун-сайзинга полностью неприемлемо: 6-9 мкм сейчас времени это лучший компромисс, позволяющий автоконцернам декларировать на рынке конкурентоспособную заводскую гарантию от сквозной коррозии в районе 5-8 лет. Но не стоит мыслить, что хотя бы на этот срок кузов автомобилянакрепко защищен от коррозионных процессов. Совершенно нет. Кузов автомобиля в особенности в нижней части повсевременно испытывает на для себя неблагоприятное воздействие летящей с дороги грязищи, песка, противогололедных реагентов, маленького гравия и т. д. В конечном итоге повреждения от микроразмерных до достаточно солидный — неминуемы. А это уже суровый удар по настолько узкому гальваническому слою. Результаты исследовательских работ шведского Института коррозии не внушают оптимизма собственной беспристрастностью — уже в течение первых 3 лет использования на всех без исключения автомобилях начинаются коррозионные процессы. При всем этом, что самое досадное — автоконцерны так хитро прописывают гарантийные условия, что предъявить им претензию в отношении заблаговременно появившихся очагов ржавчины фактически нереально. Точнее предъявить то ее вы вправе, но вот довольной она будет навряд ли. Потому имеет прямой смысл поразмыслить о дополнительной равновесной защите автомобиля, благо недочета в проф средствах ее обеспечивающих сейчас нет.
Waxoyl Professional 120-4 предназначен для защиты укрытых полостей от коррозии и сохранения внутренних деталей нового автомобиля в течение всего периода эксплуатации. Он просачивается в недоступные полости благодаря тому, что при мелкодисперсном нанесении средством спец оборудования доводится до смеси легкого тумана. Броско то, что схожая разработка нанесения исключает сверление дополнительных отверстий.
Действие продукта основано на межмолекулярном контакте компонент состава с металлом, вследствие чего исключается возникновение ржавчины, а уже начавшиеся коррозионные процессы приостанавливаются.
Waxoyl Professional 120-4 обладает усовершенствованными влаговытесняющими качествами, потому его можно наносить даже на мокроватые поверхности. Он сохраняет свою упругость при низких температурах и не стекает при больших. К тому же благодаря тому, что Waxoyl Professional 120-4 фактически бесцветен, он не оставляет запятанных следов и подтеков на поверхности.
Для контроля свойства обработки средством УФ-лампы может быть применен УФ- индикатор, входящий в состав продукта. Hardwax — состав на восковой базе защищает от коррозии днище автомобиля в течение достаточно долгого срока. Входящий в его композицию битум присваивает механическую крепкость. Характеризуется простотой в использовании, быстротой нанесения, эластичностью пленки.
Продукция под торговыми марками Noxudol и Mercasol шведской компании Auson АВ включает противокоррозионные материалы для защиты внешних и внутренних поверхностей, также укрытых полостей (ML-метод) кузова автомобиля. Не считая того, в ассортимент входят антигравийные материалы, усиленные армированные составы для колесных арок (так именуемые «жидкие подкрылки»), цинковые грунты, средства и материалы для послеремонт- ного восстановления противокоррозионной защиты автомобилей, консервационные составы, средства для ухода за автомобилем, средства для защиты ЛКП.
Для внешней обработки (днища и колесных арок) предлагаются Noxudol 900, 900 Bronze, Noxudol 300, 300 Bronze. Для укрытых полостей — Noxudol 750, 710, Noxudol 700. Noxudol 900 — материал, имеющий темный цвет, на базе битума и растворителя. В его состав заходит пакет присадок для улучшения адгезии, механических параметров, ингибиторы коррозии и т. д. Это самый обычный материал в ряду материалов Noxudol. Noxudol 900 Bronze материал коричнево-бронзового цвета за счет прибавления дюралевой пудры, улучшающей механические характеристики продукта и создающей гальваническую составляющую защиты.
Noxudol 300 — продукт ведущих технологий, без содержания летучих органических растворителей. Посреди его преимуществ нужно выделить уменьшенный расход, более доброкачественную и долговременную защиту. Noxudol Autoplaston (водянистые подкрылки) — имеет битумную базу, армированную резиной и стекловолокном, что увеличивает механические, противоабразивные свойства. Как понятно из наименования сфера его внедрения — защита колесных арок заместо пластмассовых локеров. При этом за счет того, что он полностью покрывает обрабатываемую поверхность коэффициент эффективности существенно выше, чем у подкрылков. Может наноситься кистью либо шпателем.
Noxudol 750 — полупрозрачный материал желтого цвета, на базе тонких масел и растворителя, имеющий в собственном составе ингибиторы коррозии. Обладает высочайшей проникающей способностью и долгим периодом высыхания. У Noxudol 710 более высочайшая проникающая способность, прозрачность, наименее выраженный запах.
В арсенале компании Dinol — одной из наистарейших в данном секторе — более 40 наименований продукции, отличающихся не только лишь наименованиями, да и своими уникальными чертами. На выбор предлагаются разные способы обработки — TufF-Kote Dinol, Dinitrol и Dini, дифференцирован ценовой подход. В нашей стране более известен, конечно, Dinitrol.Линейка противокоррозионных материалов Dinitrol включает три главные группы компонент — ингибиторы, пленкообразователи и особые хим вещества. 1-ые замедляют коррозию хим методом — молекулы ингибитора, владеющие потрясающей адгезией, покрыв поверхность металла, сформировывают водонепроницаемую пленку. 2-ые отвечают за создание механического барьера на поверхности металла — масляной, восковой либо жесткой пленки (по нарастающей: от обладающей малой механической прочностью до наибольшей). Ну и последние, находясь конкретно на поверхностном слое, также делают защитную функцию, к примеру, интенсивно вытесняя воду.
На обработку укрытых полостей в линейке Dinitrol нацелено более 10 составов (Dinitrol 3850, Dinitrol 1000, Dinitrol 3642W, Dinitrol 470, Dinitrol 472, Dinitrol 473), из которых наибольшее распространение в Рф получил Dinitrol ML, так как он прекрасно подходит для старых авто. Dinitrol ML — это противокоррозионная жидкость на восковой базе с высочайшей проникающей способностью. Она содержит особые пленкообразующие составляющие, растворители и ингибиторы способные выполнить долговременную и эффективную защиту от начавшегося процесса ржавления.
В не так давно показавшихся продуктах Dinitrol 3641A, Dinitrol 3654-1, Dinitrol 3650 смешивается нужная проникающая способность и высочайшее содержание сухого остатка. Они очень экологичны и гарантируют меньшее вредное воздействие на работающего с ними мастера и окружающую среду.
Составы Dinitrol предполагающие обработку днища (Dinitrol 4941, Dinitrol 4942, Dinitrol 478) создают крепкую, но эластичную воскообразную пленку, которая очень устойчива к абразивному воздействию песка и гравия. Уровень ее тиксотроп- ности так высок, что она не допускает проникания электролита к металлу даже в случае повреждения поверхности.
Достаточно увлекателен Dinitrol 4942 RAL 7000 «Titan». Его разработкой занимались в компании достаточно длительно. В его базе не только лишь восковые составляющие (как в упомянутых выше составах), да и 20 % диспергированного алюминия. Схожая композиция значительно прирастила как устойчивость к абразивному износу, так и противокоррозионную стойкость.
Русские средства противокоррозийной защиты для автомобилей
Русские производители предлагают несколько действенных препаратов для противокоррозионной обработки автомобилей.
«СУПРА-ЩИТ» реализует хим и химическую защиту от коррозии, изготовленную на базе маслорастворимых комбинированных ингибиторов коррозии, включающих хемосорбционные ПАВ анодного и катодного деяния и быстродействующие водовытесняющие составляющие, уретан-алкидного лака, восков и органических растворителей и мотивированных добавок. Данная композиция по утверждению разработчиков обеспечивает высокоэффективную защиту. При этом защиту для всего кузова, включая лакокрасочное покрытие. Имея неплохую проникающую способность, состав просачивается в поры ЛКП, сварные швы, микротрещины, для вытеснения оттуда накопившихся солей и воды.
«СУПРА-ЩИТ» стопроцентно пропитывает участок кузова, в том числе пластовую ржавчину, лишая ее способности развития. Тем делается консервация не только лишь заржавевших, да и неповрежденных поверхностей. Любопытно то, что при нанесении в два слоя на днище и колесные арки любые механические повреждения затягиваются по контуру оголившегося участка металла.
Принципиальное свойство — сопоставимость «СУПРА-ЩИТ» с хоть какими примененными до этого составами и способность растворять отслоившиеся края мастик, создавая достаточную адгезию. Очередное преимущество «СУПРА-ЩИТ» состоит в простоте нанесения и минимизации появления ошибок/изъянов. В отличие от большинства средств, при обработке которыми нужна кропотливая подготовительная мойка и сушка (при этом гарантировать полного высыхания нереально в любом случае), данный состав вообщем не нуждается в сушке. Довольно только легкой поверхностной мойки. В итоге — на процесс обработки уходит от силы 3 часа.
Мастика «НОВА Реал» — отлично защищает сложные внутренние полости благодаря высочайшим проникающим свойствам. В ее состав заходит суспензия частиц жестких алканов, измененных ингибиторами коррозии, в уайт-спирите. Она создана для защиты внутренних полостей, владея высочайшей тик- сотропностью, пропитывающей и влаговытесняющей способностью. Ее можно наносить при температуре выше +5°С, контролируя качество покрытия УФ-индикацией.
«НОВА Флай» также нацелена на внутренние поверхности, приемущественно недоступные сечения автомобилей, эксплуатируемых довольно длительное время, в том числе имеющих значительную площадь коррозионных повреждений. Она обладает высочайшей проникающей, пропитывающей и модифицирующей возможностью. Летучие ингибиторы способны обеспечивать защитное действие мастики в парогазовой фазе.
«НОВА БиЦинк МЛ» — инноваторская мастика, представляющая собой одноупаковочную смесь особых компонент на базе нефтепродуктов и уайт-спирита. В ней содержится три соединения цинка: армирующая составляющая (для увеличения стойкости к механическому воздействию); ингибитор коррозии 3-го поколения (для предотвращения процесса образования ржавчины); стабилизатор ржавчины (для преобразования оксидов железа в постоянные соединения, препятствующие развитию коррозионных процессов).
«НОВА Гриф» — продукт для днища легковых и грузовых автомобилей, автобусов, тракторов, строй и сельскохозяйственных машин. В него заходит суспензия частиц битуминозных алканов, измененных ингибиторами коррозии, в уайт-спирите. Посреди особенных параметров состава имеет смысл выделить толерантность к потолочным поверхностям, завышенная однородность, возможность нанесения от +5°С, надежность.
«НОВА Голд» — очередной инноваторский продукт с металлизированным наполнителем. Введенный наполнитель значительно увеличивает водоустойчивость пленки, также понижает внутренние напряжения покрытия в процессе использования. В совокупы это приводит к росту эффективности антикоррозионной защиты днища.
Мастики МАК-4 и МАК-5 — новинки русского рынка. 1-ая из их создана для сокращения коррозии на открытых железных поверхностях. Для ее изготовления употребляется натуральная нефтяная база. В ее состав входят современные составляющие обеспечивающие, как говорят производители, гигиенические характеристики и отсутствие аромата после высыхания.
МАК-5 — представляет собой продукт барьерного деяния и является следствием развития блендинга мастики МАК-4. Из-за этого она характеризуется хорошими пластичными качествами в широком спектре и высочайшей стойкостью к окислительному старению в критериях эксплуатации. Она содержит гидрофобизирующий поверхностно-активный ингибитор коррозии и железные наполнители высочайшей удельной поверхности, также имеющие защитное действие.
Схемаклассификацииуборочно-моечногооборудования
Необходимость механизации производственных процессов ТО и TP автомобилей. Задачи, которые позволяет решить механизации производственных процессов ТО и TP автомобилей.
Рост количества подвижного состава автотранспорта, увеличение выпуска автомобилей с дизельными и газовыми двигателями, усложнение конструкции подвижного состава, систем безопасности, курсовой устойчивости, старение парка автомобилей и жесткие экологические требования требуют коренного улучшения выполнения ТО и ТР автомобилей.
Механизация производственных процессов позволяет решить следующие задачи:
Сократить время выполнения операции;
Сократить численность ремонтных рабочих;
Повысить качество работ;
Повысить комфортность условий труда;
Уменьшить текучесть кадров;
Сократить объём тяжелых ручных и вредных работ.
Понятие о механизации и автоматизации процессов ТО и TP автомобилей. Уровень механизации и степень механизации производственных процессов. Определение, порядок расчета.
Механизация – частичная или полная замена ручного труда машинным с сохранением непосредственного участия человека в управлении процессом.
Автоматизация – частичное или полное освобождение человека от участия в оперативном управлении технологическим процессом.
Уровень механизации производственных процессов определяет долю механизированного труда в общих трудозатратах.
, где Тм – трудоёмкость механизированных операций, То – общая трудоёмкость.
Степень механизации производственных процессов определяет замещение рабочих функций человека реально применяемым оборудованием, в сравнении с полностью автоматизированными технологическими процессами. Количество замещаемых оборудованием рабочих функций человека определяется звенностью оборудования.
, где М = z1M1 + Z2M2 + ZnMn, z - звенность применяемого оборудования ( 0 – ручной инструмент, 1 – машины ручного действия, 2 – механизмы с электро- пневмоприводом, 4 – полностью автоматизированное оборудование), М – количество механизированных операций, n – количество всех операций процесса.
Положения, которые необходимо учитывать в АТП при определении оптимального уровня механизации.
Возможный экономический эффект по участкам при изменении уровня механизации до оптимального значения;
Удельный вес данного вида работ в общей трудоёмкости. Чем больше вес, тем выше эффективность;
Удельный вес необходимых капиталовложений в технологическое оборудование по цехам и участкам, а так же разрыв между фактическим и оптимальным уровнем механизации. Больше разрыв – больше доход;
Чем выше достигнут уровень, тем меньше относительной эффективности даёт дальнейшая механизация;
Эффективность механизации увеличивается при укрупнении участка, что объясняется специализацией работы;
При определении очерёдности механизации предпочтение должно отдаваться участкам, цехам, рабочим местам с вредными условиями рабочего труда.
Классификациятехнологическогооборудования.
Под технологическим оборудованием принято понимать совокупность приборов, приспособлений, инструментов и оснастки используемых при ТО и ТР автомобилей.
Различают 3 группы технологического оборудования:
Оборудование общетехнологического назначения. Применяется в различных областях экономики.
Гаражное оборудование. Используется при ТО и ТР автомобилей.
Не стандартизированное оборудование.
По функциональному назначению гаражное оборудование подразделяется:
Уборочно-моечное;
Подъемно-осмотровое;
Подъемно-транспортное;
Смазочно-заправочное;
Контрольно-диагностическое;
Оборудование и инструмент для разборочно-сборочных работ;
Шиномонтажное и шиноремонтное.
Характеристика, состав и технология уборочно-моечных работ. Порядок дезинфекции автомобилей.
Для сохранения лакокрасочного покрытия автомобиля и обеспечения качественного осмотра при выполнения работ ТО и ТР производятся уборочно-моечные работы, состоящие из:
Уборка. Удаление грязи и пыли с кузова и салона автомобиля производственными пылесосами;
Мойка. Осуществляется прохладной или тёплой водой;
Сушка;
Периодическая полировка;
Дезинфекция. Кузова автомобилей специального назначения (санитарные, перевозящие продукты) периодически подвергают дезинфекции. Дезинфекция внутренних поверхностей кузова проводится раствором хлорной извести раз в неделю.
Основные факторы, определяющие качество мойки автомобиля и расход воды.
Давление и напор струи воды;
Диаметр распыляющего аппарата (форсунка, моечный пистолет);
Угол наклона струи к обмываемой поверхности;
Применение поверхностноактивных веществ (автошампуни).
Расход воды:
, где F – площадь выходного сечения сопла; V – скорость истечения жидкости из сопла; d – диаметр выходного сечения сопла; – коэффициент истечения; h – напор воды.
Уменьшая диаметр сопла и увеличивая напор воды при сохранении постоянного расхода можно получить струю обладающую большей кинетической энергией, следовательно, большей эффективностью.
Для повышения качества мойки и уменьшения расхода воды используют специальные моющие средства. Ещё большой эффект даёт уменьшение сечения сопла.
Классификация оборудования для уборочно-моечных работ.
По способу выполнения:
Ручная;
Механизированная;
Комбинированная.
Ручная мойка производится струей воды, низкого и высокого давления с помощью моечного пистолета.
Механизированная мойка - осуществляется с помощью специальных установок, которые классифицируются по следующим признакам:
Конструкция рабочего органа. Струйные, щеточные и струйно-щеточные.
Относительному перемещению автомобиля и рабочих органов. Проездные и подвижные установки.
Условию применения. Стационарные и передвижные.
Оборудование поста ручной мойки автомобилей.
Для малых АТП ручная мойка, при всех её недостатках, экономически оправдана. На посту ручной мойки применяют:
Широкие канавы с колейным мостом;
Эстакады;
Подъемники;
Площадки и канавы. Пол водонепроницаемый с уклоном в 2-3% в сторону трапа для сточной воды.
Системы водопроводных труб;
Шланги с моечными пистолетами;
Насосные станции.
Аппараты высокого давления. Назначение, характеристика, отличительные особенности, причины выхода из строя.
Для мойки автомобилей используются аппараты высокого давления, с рабочим давлением 10-15 МПа, расходом воды до 400 (600) литров в час. Используя дополнительные приспособления, аппараты высокого давления позволяют проводить пескоструйную и санитарную обработку.
Струя воды с давлением более 15 МПа разрушительна для лакокрасочных покрытий, а с давлением более 20 МПа отчищает поверхность от ржавчины.
Классификация аппаратов высокого давления:
Бытовые (детали из пластмассы, ресурс 120-150 часов, длительная работа запрещена);
Полупрофессиональные (металлические детали, ресурс в несколько раз больше);
Профессиональные (поршни из износостойких материалов, ресурс несколько тысяч часов);
Промышленные (для непрерывного обслуживания большого количества автомобилей, ресурс несколько десятков тысяч часов).
Основной неисправностью аппаратов высокого давления является падение производительности насоса и связанного с этим уменьшение рабочего давления, является вследствие утечек/потерь жидкости через изношенные сальники плунжеров насоса, износа перепускного клапана и плунжерного насоса.
Причинами выхода из строя является низкое качество жидкости, проявляющееся в большом содержании механических примесей и высокой жесткости жидкости.
Струйная установка для мойки автомобилей. Назначение, характеристика, достоинства и недостатки.
В струйной моечной установке в качестве рабочего органа используются форсунки, установленные в подвижных или не подвижных коллекторах, на которые подается моечный раствор. Установка состоит из 4-ех механизмов, установленных попарно с обеих сторон моечного поста. При въезде на пост находится рамка предварительного смачивания, при выезде – рамка ополаскивания. Автомобиль перемещается своим ходом или на конвейере. Существуют также струйные моечные установки с подвижным порталом для мойки автомобиля снизу.
Струйные моечные установки применяют для мойки автомобилей со сложной конфигурацией. Этот тип моечных установок отличается универсальностью, простотой конфигурации, малой металлоемкостью, компактностью.
Преимуществами струйной моечной установки являются:
Отсутствие механического воздействия;
Струи воды очищают все наружные поверхности автомобиля.
Недостатки:
Большой расход воды;
Низкое качество мойки;
Не обеспечивается мойка внутренних поверхностей кузова.
Щеточные моечные установки. Назначение, характеристика, конструктивное исполнение, достоинства и недостатки.
Рабочим органом щеточной моечной установки являются цилиндрические вращающиеся щетки. Механическое воздействие на грязные поверхности повышает качество и производительность мойки, снижает расход воды и моющих средств. Применяют для легковых автомобилей, автобусов и автофургонов. Активная механическая часть этих установок состоит из вертикально (2-8) и горизонтально (1-2) расположенных цилиндрических щеток, снабженных индивидуальными приводами. Для смачивания и ополаскивания кузова устанавливают П и Г образные рамки с форсунками.
Вертикальные щетки бывают:
На жесткой подвеске (моют бока автомобиля);
Качающиеся боковые (нижняя часть кузова остается непромытой);
Шарнирные («обволакивают» поверхность автомобиля).
Щеточные моечные установки делятся на:
Передвижные. Представляют собой П-образную арку, перемещающуюся по рельсовому пути, уложенному на моечном посту. Состоит из 2-ух вертикальных и 1-ой горизонтальной щеток и устройства для обдува воздухом. Время мойки 5-6 минут. Применяются на небольших СТО;
Стационарные.
Преимущества:
Значительная экономия воды по сравнению со струйной установкой;
Большая производительность.
Недостатки
Недостаточное качество мойки;
Ограничения по габаритам автомобилей.
Струйно-щеточные установки. Назначение, характеристика, достоинства и недостатки.
Струйно-щеточные установки представляют собой комбинированные устройства из щеток и форсунок. Основная нагрузка по удалению загрязнения приходится на струйный аппарат, щетки являются дополнением. Используются для мойки легковых, грузовых автомобилей, автобусов, автофургонов. Механизация процесса значительно сокращает время, затрачиваемое на мойку. Рабочие органы совершают колебательные или круговые движения, а ротационные щетки делаются поворотными для более полного охвата обрабатываемой поверхности автомобиля. С этой же целью щетки выполняются спаренными распашными.
Портальные моечные установки. Назначение, составные элементы, характеристика.
Автоматическую портальную мойку выгодно отличают небольшая занимаемая площадь и высокая производительность, около 12 машин в час. Действующими элементами автоматической мойки являются щетки и разнообразные арки.
Арка высокого давления оснащена сдвоенным блоком подвижных сопел, обеспечивает очистку кузова автомобиля. Полной очистке способствуют аналогичные боковые блоки.
Арка пенной мойки, путем глубокого воздействия очистителя в виде пены, повышает общую эффективность очистки. Несколько совместно действующих щеток очищают переднюю и заднюю части автомобиля. Необходимый уровень прижима щеток и согласование их движения с контурами автомобиля обеспечивается постоянным электронным контролем.
Арка для нанесения воска позволяет наносить как обыкновенный воск, так и воск с отливом (голубым, перламутровым и др.). Особая функция нагрева воска обеспечивает, так называемое, «горячее вощение».
Арка ополаскивания может иметь несколько дополнительных элементов. Мойщик шасси позволяет эффективно удалять грязь из труднодоступных полостей автомобиля. При этом повышается антикоррозийная стойкость днища и увеличивается срок службы элементов подвески. Блок мойки колес бережно очищает колеса и колесные диски любого типа.
Арка сушки состоит из двух вертикальных и горизонтального блока. Мощные вентиляторы, попеременно приближаясь и удаляясь, отслеживают контур кузова, создавая оптимальную аэродинамику воздушных потоков.
Пути совершенствования конструкции моечных установок.
Создание установок со сложной кинематикой движения щеток с автоматическим изменением направления вращения щеток и регулируемым усилием их прижатия;
Применение шарнирных боковых щеток;
Увеличение напора моечных средств;
Использование различных моющих средств и подогрева моющего раствора;
Выбор оптимальной работы органов установки;
Создание уборочно-моечных комплексов по модульным принципам построения;
Обеспечение оптимального расстояния от форсунки до поверхности;
Применение форсунок с переменным диаметром;
Автоматическое регулирование скорости перемещения автомобиля по мойке в зависимости от степени его загрязненности.
Ультразвуковые и вибромоечные мойки. Назначение, характеристика.
Ультразвуковые мойки используют эффект кавитации жидкости. Кавитация – процесс образования в жидкости пузырьков с последующим схлопыванием. При схлопывании пузырьков происходит местный гидроудар, чем сильнее ударное воздействие пузырьков, тем лучше отмываются загрязненные поверхности деталей. Сила кавитации зависит от скорости нарастания, амплитуды давления (частота и мощность излучателя), температуры жидкости. Процесс мойки сопровождается характерным звуком (потрескивание). Ультразвуковая мойка почти единственный эффективный метод мойки деталей имеющих полости, отверстия, углы.
Преимущества:
Качественная очистка деталей сложных форм;
Низкий расход энергии;
Низкий расход моющих средств;
Высокая скорость очистки.
Мойка вибромоечным оборудованием выполняется за счет вибрации деталей, высокой температуры моющей жидкости и применения пара.
Подъемно-осмотровое оборудование. Назначение, составные элементы, характеристика. Меры безопасности при выполнении работ на подъемно-осмотровом оборудовании.
К осмотровому и подъемно-осмотровому относится оборудование, обеспечивающее удобный доступ к агрегатам, механизмам и деталям, расположенным снизу и сбоку автомобиля при его ТО и ТР. Работы по ТО и ТР, выполняемые снизу автомобиля, могут производиться с полным или частичным вывешиванием или без вывешивания автомобиля. При выполнении ТО1, ТО2 доля работ: снизу 40%, сбоку 15-20%, сверху 40-45%.
Основноеподъемно-осмотровоеоборудование
Осмотровые канавы;
Подъемники;
Эстакады;
Домкраты;
Опрокидыватели.
Осмотровые канавы. Назначение, классификация, технические характеристики, мероприятия, которые необходимо выполнять при устройстве осмотровых канав для обеспечения техники безопасности.
Осмотровые канавы являются наиболее распространенными универсальными устройствами, обеспечивающими одновременное выполнение работ со всех сторон.
Классифицируются:
По способу заезда на канаву и съезда с нее. Тупиковые, проездные;
По ширине. Узкие, широкие;
По устройству. Межколейные, боковые, с колейным мостом, траншейные, изолированные.
Длина канавы должна быть на 60-80 см больше длины автомобиля. Глубина для легковых автомобилей 1,3-1,5 м., грузовых 1.1-1,2 м., ширина 1,2 м.
Должны иметь ходы с лестницами за пределами рабочей зоны. Для безопасности заезда применяются ребордеры (высота до 150 мм). Со стороны заезда - отбойник. Для фиксации конечного положения автомобиля применяют упоры. В нишах сухих канав устанавливают низковольтные светильники. Канавы должны вентилироваться и обогреваться потоком воздуха с расходом 200 л/ч на каждый метр длины канавы. Для удаления отработавших газов применяют вытяжные устройства. В зависимости от назначения канавы оборудуют подъемниками, воронками для слива масла, оборудование для смазочно-заправочных работ.
Преимущества:
Универсальность;
Возможность одновременного выполнения работ.
Недостатки:
Слабое естественное освещение;
Недостаточная вентиляция;
Неудобство работы с некоторыми агрегатами;
Невозможность быстрой перепланировки.
Эстакады, опрокидыватели. Назначение, характеристики.
Эстакады делятся на металлические, железобетонные и деревянные колейные мосты расположенные выше уровня земли на 0,7-1,4 м с рампами и уклонами 20-25%. Бывают как тупиковые, так и проездные, стационарные и передвижные. Служат в полевых условиях как вспомогательное оборудование, в летнее время используются на АТП и ГСК.
Опрокидыватели предназначены для бокового наклона автомобиля при ТО и ТР. Максимальная грузоподъемность 2 тонны. Максимальный угол наклона 90 град.
Опрокидыватели подразделяют:
По степени подвижности. Стационарные, передвижные
По типу привода. Электромеханические, электрогидравлические, пневматические, ручные.
По типу крепления автомобиля к опрокидывателю. С захватом за диск, с захватом за колесо.
Подъемники. Назначение, классификация. Конструктивные меры безопасности.
Подъемники служат для подъема автомобиля на требуемую для удобства обслуживания высоту. Наиболее распространенными являются электрогидравлические и электромеханические подъемники. Большинство подъемников стационарные, обеспечивающие устойчивость автомобиля и безопасность выполнения работ.
Классификация подъемников:
По принципу действия. Подъем стоек, подъем платформ, параллелограммный тип.
По технологическому положению. Напольные и канавные.
По типу привода рабочих органов. Электрогидравлические, электромеханические, электропневматические, пневмогидравлические и ручные.
По степени подвижности. Стационарные и передвижные.
По количеству стоек (плунжеров). Одностоечные, двухстоечные, четырехстоечные и многостоечные.
Системы безопасности:
Механические страховочные устройства. Каретки снабжены фиксаторами, которые автоматически вводятся в зацепление, когда каретки неподвижны и автоматически разблокируются при подачи команды на подъем или спуск;
Ограничение подъема автомобиля по высоте (концевой выключатель);
Акустическое устройство. Сканирует зону под поднятым автомобилем и прекращает спуск, если обнаруживает препятствие.
Стационарные электрогидравлические подъемники. Схема работы, характеристики. Конструктивные меры безопасности.
Плунжерные или пантографические (ножничные) электрогидравлические подъемники. Занимают минимальную площадь, устанавливаются на поверхности или в углублениях. Могут иметь встроенный домкрат для вывешивания колес. При подъеме автомобиля масло подается из бака насосом через кран и перепускной клапан в нижнюю полость цилиндра и выдавливает плунжер. Высота подъема 1.5-2 м. При опускании автомобиля электродвигатель не работает. От самопроизвольного опускания автомобиля предохраняют фиксаторы, устанавливаемые в стойках подъемников.
Электромеханические подъемники. Схема работы, характеристики. Конструктивные меры безопасности.
Подъемники устанавливаются без специального фундамента на ровную бетонную поверхность и крепится к полу анкерными болтами. Двухстоечный напольный электромеханический подъемник состоит из двух коробчатых стоек 1 и поперечины 2. В каждой стойке размещен ходовой винт 3 (диаметром 8-12см), по которому перемещается грузоподъемная гайка 4, изготовленная из бронзы или нейлона, и контргайка 5. К гайке прикреплена каретка с шарнирно установленными раздвижными подхватами 6. Ходовой винт приводится во вращение электромотором 8 через редуктор 7, установленными на одной из стоек. Вращение на второй ходовой винт передается с помощью цепной, карданной передачи или системы тросов, установленных внутри поперечины. Обеспечивается автоматическая смазка гайки при каждом подъеме автомобиля.
Гаражные домкраты. Назначение, классификация, характеристики. Порядок расчета грузоподъемности домкрата.
Домкраты предназначены для вывешивания определенной части автомобиля при работе на напольных площадках, необорудованных подъемно-осмотровым оборудованием.
Домкраты классифицируются:
По принципу действия. Механические, гидравлические, пневматические;
По типу привода. Ручные, ножные, электрические, пневматические;
По кинематической схеме передаваемого механизма. Рычажные, штоковые, реечные, винтовые, параллелограммные.
Наиболее распространены гидравлические домкраты. Принцип действия их основан на перекачивании масла через перепускной клапан в силовой цилиндр, поршень которого создает усилие подъема. Они имеют ручной, ножной, пневматический или электрический приводы. Характеризуются большой массой и габаритами. Обладают высокой грузоподъемностью, надежностью и безопасностью.
По кинематической схеме гидравлические домкраты делятся на:
Рычажные;
Штоковые;
Телескопические.
Гидравлические домкраты с рычажной кинематической схемой имеют важное преимущество - минимальную высоту подхвата, что позволяет использовать их практически на всех типах автомобилей.
Грузоподъемность гидравлического домкрата с ручным приводом определяется по формуле:
, где Q - усилие на штоке поршня; P - усилие на рукоятке домкрата, L - расстояние от точки приложения до шарнира; l - от пружины до крепления рукояти; D - диаметр поршня силового цилиндра, d - диаметр плунжера, n - КПД.
Подъемно-транспортное оборудование. Назначение, составные элементы, их характеристика.
Подъемно-транспортное оборудование предназначено для подъема и транспортирования автомобильных агрегатов, автомобилей и других грузов на автомобильных предприятиях.
Классифицируется:
Ручные канатные лебедки. Грузоподъемность 125-500 кг, высота подъема 3 - 25 м, усилие ручное 12кг;
Конвейеры;
Электротельферы, перемещаемые по монорельсам. Грузоподъемность 200-10000кг, высота подъема: 5 - 25 м;
Подвесные кран-балки. Грузоподъемность 1 - 3 т;
Стационарные и передвижные краны;
Электрокары;
Грузовые тележки.
Конвейеры применяют для перемещения автомобиля в АТП при организации ТО поточным методом.
Передвижные краны применяются на небольших АТП. Имеют гидравлический привод подъемной стрелы.
Грузовые тележки могут оснащаться устройствами для снятия-установки агрегатов (двигатель КПП, рессоры).
Конвейеры. Назначение, причины применения, классификация, схема работы.
Конвейеры применяют для перемещения автомобиля в АТП при организации ТО поточным методом. Причины применения конвейеров при организации ТО поточным методом определяются рядом факторов:
Исключается загазованность производственных помещений;
Повышается производительность линии за счет ритмичного перемещения автомобиля с поста на пост;
На постах мойки производительность возрастает за счет минимизации расстояния между автомобилями;
Перемещение автомобилей своим ходом в зоне мойки не обеспечивает высокого качества работ из-за неравномерного движения щеток относительно автомобиля.
Классификация конвейеров:
По принципу действия. Периодического (ТО1, ТО2), непрерывного (ежедневное обслуживание);
По способу передачи движения автомобилю. Толкающие, несущие, тянущие;
По исполнению рабочего тягового органа. Цепные, тросовые, штанговые, ленточные.
Наиболее распространены толкающие одноколейные конвейеры. Толкатели могут передавать усилие автомобилю упираясь в передний, задний мост или заднее колесо.
Смазочно-заправочное оборудование. Назначение классификация, основные виды.
Компрессорные установки. Назначение, состав, классификация, технические характеристики. Рекомендации по выбору компрессора.
Компрессорные установки являются источником сжатого воздуха.
Состоят из:
Компрессора с приводом от электродвигателя, реже от ДВС;
Влагомаслоотделителя;
Перепускного клапана;
Ресивера. Ресивер – резервуар для накопления сжатого воздуха, который позволяет сглаживать пульсации и включаться компрессору периодически
Системы охлаждения
Классификация подъемников
В состав подъемно-транспортного оборудования входят: ручные тележки и электротележки, электротягачи, электро- и автопогрузчики, штабелеры. Применение того или иного оборудования зависит от типа и грузооборота склада.
Грузоподъемные тележки.

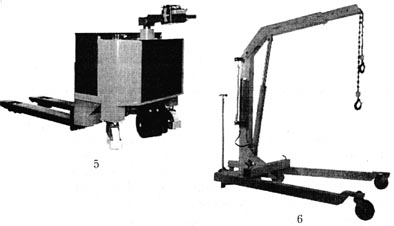
Рис. Тележки грузоподъемные
1 — ручная низкоподъемная вилочная тележка,
2 и 3 — ручные высокоподъемные тележки с электроподъемником груза,
4 и 5 — высоко- и низкоподъемные тележки с электроприводным подъемом и ходом,
6 — ручная крановая тележка с гидроприводом
Гидравлические тележки — наиболее универсальный вид погрузочно-разгрузочной техники. Используют их в торговых залах и подсобных помещениях магазинов, на всех крупных складах. Популярность этого вида техники во многом объясняется многофункциональностью и достаточно низкой ценой. Тележки не требуют серьезного ухода и дорогостоящего топлива
Принцип их использования весьма прост: качанием рукоятки с усилием не более 3—5 кг размещенный на поддоне груз приподнимается над полом, после чего перевозится в нужное место с небольшим усилием тяги оператора.
Гидравлические тележки выпускаются двух видов: с одним грузовым колесом — "синглы" и с двумя грузовыми колесами — "тандемы". Их грузоподъемность — от 800 кг до 2,5 т. Большим спросом пользуются тележки с обрезиненными металлическими колесами, более долговечными и неприхотливыми к качеству полов. В помещениях с хорошим покрытием полов рекомендуется использовать тележки с нейлоновыми или полиуретановыми колесами, которые меньше повреждают поверхность полов. Наиболее распространенной является ручная низкоподъемная вилочная тележка с гидроприводом. Предназначена она для погрузки и разгрузкитовара с грузовых автомобилей, контейнеров и перемещения товара на поддонах на малые и средние расстояния при минимальном усилии обслуживающего персонала во время подъема и передвижения. Условием ее безопасной и надежной эксплуатации являются прочные и ровные полы без выбоин и порогов.
Технико-экономическая характеристика: габариты — 1505x520x1200 мм; расстояние между полом и верхней плоскостью вил — 85—215 мм; масса — 75 кг; грузоподъемность — 2000 кг; максимальная высота подъема 125 мм.
Тележка грузоподъемностью до 1000 кг предназначена для электроприводного перемещения и подъема товара на большую высоту (до 3 м). Тележка оснащена аккумуляторной батареей напряжением 12 В, емкостью 125 или 180 м3, что обеспечивает ее эксплуатацию в течение двух рабочих смен.
Технико-экономическая характеристика разных моделей этих тележек приведена в табл.
Рынок подъемно-транспортного оборудования предлагает также ручные тележки с электродвигательным подъемом вил. Электропитание — трехфазный ток с напряжением 400 Вт и частотой 50 Гц с резервным переключением. Грузоподъемность до 1000 кг.
Подсоединение тележек к электрической сети осуществляется отдельным приводом, который не входит в комплект поставки. Тележки предназначены для перемещения и складирования пакетированных товаров в небольших складах.
Технико-экономическая характеристика ручных высокоподъемных тележек с электроподъемом груза
|
F6A |
F10A |
V10A3 |
F8M |
F10M |
F10M3 |
|
|
Грузоподъемность, кг |
630 |
1000 |
1000 |
800 |
1000 |
1000 |
|
Высота, мм |
1600 |
1600 |
3000 |
1600 |
1600 |
3000 |
|
Габариты, мм |
1550 х 700 х 1980 |
1820 х 800 х 1980 |
1820 х 1000х 1980 |
1550 х 760 х 1980 |
1820 х 800 х 1980 |
1820 х 1000 х 1980 |
|
Масса, кг |
225 |
342 |
380 |
240 |
380 |
420 |
Высокоподъемная и низкоподъемная тележки с электроприводным ходом и подъемом вил. Источник энергии — аккумуляторная батарея. Управление операциями осуществляется со специального пульта, на котором расположены рычаги и кнопки движением вперед или назад и подъема или опускания вил. Тележки предназначены для обработки товаров на поддонах в малогабаритных контейнерах или непосредственно на вилах.
Высокоподъемные тележки иногда называют штабелирующими.
С помощью штабелирующих тележек можно осуществлять разгрузку и погрузку автотранспорта, внутрискладское и внутримагазинное перемещение, укладку товаров в штабеля, на стеллажи и горки. Главное их достоинство — облегчение наиболее трудоемких операций по подъему грузов. Штабелирующие тележки выпускаются с электроприводом. Источником электроэнергии служит аккумуляторная батарея.
Крановые тележки предназначены для манипуляции с громоздкими грузами, максимальный вес которых может быть 500, 700 и 1200 кг
Удобны для демонтажа автомобильных моторов, при ремонте и смене, транспортировке и погрузке оборудования. Тележки оснащены ручным гидравлическим приводом с системой защиты от перегрузки.
Технико-экономическая характеристика крановых тележек
|
J5RS |
J7RS |
J12RS |
|
|
Грузоподъемность, кг |
500 |
700 |
1200 |
|
Подъем, мм |
2500 |
2450 |
2500 |
|
Габариты, мм |
1600 х 950 х 1630 |
1330х900х1600 |
2680х1295х1950 |
|
Масса, кг |
90 |
110 |
260 |
Как бы ни были удобны и популярны ручные гидравлические тележки, они имеют ограниченные возможности применения, поэтому для складов со значительным грузооборотом целесообразнее использовать тележки с электроприводом.
Электротележки значительно облегчают труд работников, занятых перемещением грузов, снижают физические нагрузки, способствуют повышению производительности труда. Тележки с электроприводом могут выполнять некоторые функции погрузчиков, с их помощью облегчается транспортировка грузов, снижаются затраты. Управление такой тележкой очень простое, не требует больших усилий, поэтому оператором могут быть женщины.
Электрические гидравлические тележки применяются на складах и в крупных супермаркетах. Подъемное устройство приводится в действие гидравлической системой, обеспеченной давлением от насоса, сблокированного с электродвигателем.
Благодаря тому, что некоторые модели электрических тележек обладают частью функций штабелеров (подъем и укладка грузов на высоту до 2 м), они могут успешно применяться для складирования товаров.
Широко применяются на складах и подъемно-транспортные машины
Электрокары ЭТ-2047 и ЭТ-2047А имеют фиксированную платформу и четыре колеса, благодаря чему обладают хорошей устойчивостью. Предназначены они для ускоренной перевозки грузов (скорость до 40 км/час, грузоподъемность до 1 т) по внутренней (если на аккумуляторном питании) и внешней территории гипермаркета или оптовой базы. Представляют собой прочную цельносварную конструкцию из стальных профилей и листов, предусматривающую свободный доступ к отдельным системам при обслуживании.
Технико-экономическая характеристика электрокаров
|
ЭТ-2047 |
ЭТ-2047А |
|
|
Грузоподъемность, кг |
2000 |
2000 |
|
Наименьший внешний радиус поворота, мм |
3300 |
3300 |
|
Размер грузовой платформы, мм |
2400 х 1200 |
2400 х 1200 |
|
Высота грузовой платформы, мм |
800 |
800 |
|
Ширина рабочего проезда при повороте в проезде на 90 градусов, мм |
4200 |
4200 |
|
Ширина рабочего проезда при повороте на 90 градусов в пересекающихся проездах, мм |
2400 |
2800 |
|
Скорость движения с (без) грузом, км/ч |
17 (19,2) |
17 (19,2) |
|
Преодолеваемый уклон на длине 12 м с грузом, % |
12 |
12 |
|
Шины |
Пневматические |
Пневматические |
|
Габариты, мм |
3525x1200x1460 |
3700x1560x1600 |
|
Масса, включая батарею, кг |
1700 |
1900 |
Электротягач АТ-60 предназначен для перевозки грузов массой до 1,5 т в складских помещениях и на площадках с твердым ровным покрытием. Простое обслуживание и удобное рабочее место водителя значительно способствуют высокой производительности. Большая тяговая мощность, скорость и маневренность являются особыми преимуществами тягачей с дизельным электроприводом.

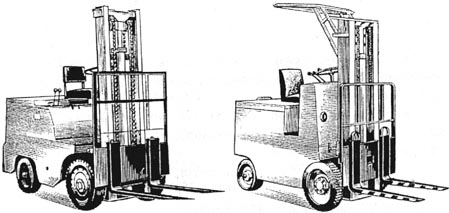
Рис. Подъемно-транспортные машины
1 и 2 — электрокары с открытой (ЭТ-2047) и закрытой (ЭТ-2047А) кабиной;
3 — электротягач АТ-60;
электропогрузчики: 4 — ЭП-103К; 5 — ЭП-103; 6 — ЭП 02/04;7 — ЭП-1631
Прицепное приспособление расположено в задней части тягача В зависимости от модификации элекгротягача можно использовать различные грузозахватные приспособления, например
• вилы, смещаемые в поперечном направлении (что обеспечивает точное подведение вил к грузам без повторения маневров машины),
• вилы, наклоняемые по вертикали (позволяют надежно поддерживать древесину, стальные трубы и др),
• вилы с лебедкой, наклоняемые по вертикали (подходят для подтаскивания в недоступных местах, а также для подъема грузов, находящихся ниже уровня погрузчика),
• полноповоротный захват для рулонной бумаги (облегчает обработку бумаги в складах и ее погрузку),
• полноповоротный захват для бочек (обеспечивает безопасную и надежную перегрузку бочек);
• захват для тюков (зажимает тюки хлопка, картонные ящики и др. с двух сторон, что исключает потребность в применении поддонов);
• захват с верхним прижимом (защищает коробки с бутылками и банками от разваливания и обеспечивает надежную перевозку);
• безблочная крановая стрела (может быстро перемещать грузы, для которых применение поддонов не представляется возможным);
• штырь (штырь, вставляется в полый цилиндрический груз, поднимает и перевозит его).
Технико-экономическая характеристика электротягачей АТ-60: тяговое усилие на крюке (в режиме 60 мин) — 60 кгс; наименьший внешний радиус поворота — 1600 мм, скорость движения с (без) грузом — 4 (5) км/ч; напряжение — 24 В; габариты — 1446x700x1288 мм; масса, включая батарею — 760 кг.
Погрузчик незаменим там, где требуется перемещение и укладка грузов на открытых площадках и в закрытых помещениях баз и складов, имеющих твердое и ровное покрытие пола. Его гидростатическая трансмиссия обеспечивает движение вперед и назад в широком диапазоне скоростей при управлении только двумя педалями. Легкость рулевого управления обеспечивается гидроусилителем. Конструкция грузоподъемника позволяет иметь хорошую обзорность и возможность перемещения груза в низких помещениях.
Все погрузчики можно разделить на электропогрузчики и автопогрузчики.
Электропогрузчиком называют самоходную универсальную подъемную транспортную машину на резиновом колесном ходу, оснащенную различными грузозахватными приспособлениями для погрузки, разгрузки и штабелирования грузов. Основными приспособлениями электропогрузчика являются вилы для подхватывания штучных грузов, ковши для зачерпывания и высыпания сыпучих грузов, штыревые захваты, боковые захваты, безблочные стрелы и т. д.
Электропогрузчик имеет следующие основные узлы: кузов машины с рамой, грузоподъемный механизм, передний (ведущий) и задний (ведомый) мосты, электродвигатель, аппаратуру управления. Источником энергии служит аккумуляторная батарея, установленная в специальном ящике в кузове электропогрузчика. Четырехколесная схема ходовой части применяется на всех вилочных погрузчиках общего назначения. Она обеспечивает устойчивость погрузчика при относительно большой высоте штабелирования и относительно высокой скорости передвижения. Трехколесную схему имеют специальные вилочные погрузчики повышенной маневренности, используемые для работы в узких проходах. Электропогрузчики могут работать как внутри помещения, так и на улице. Главное отличие всех электропогрузчиков — тип батареи (кислотная или щелочная). Кислотные батареи работают без подзарядки в 1,5—2 раза дольше щелочных. Однако в продовольственных магазинах и на базах, где хранятся продукты, использовать кислотные батареи не разрешается, технические правила запрещают также заряжать в одном помещении погрузчики с разными типами батарей.
Электропогрузчики ЭП-103, ЭП-103К предназначены для механизации погрузочно-разгрузочных и транспортных работ с пакетированными и тарно-штучными грузами в закрытых помещениях и на открытых площадках. Шасси выполнено по трехопорной схеме. Электродвигатель передвижения соединен с главной двухступенчатой передачей заднего моста. Электродвигатель управляется с помощью магнитного контроллера.
Телескопическое двухрамное грузоподъемное устройство шарнирно прикреплено к переднему мосту. Гидроцилиндр подъема — плунжерного типа, два гидроцилиндра наклона — двустороннего действия. Рама грузоподъемника может отклоняться вперед при захвате груза и назад при его перемещении, для чего имеются два гидравлических цилиндра. В кузове машины установлен гидравлический привод, состоящий из электродвигателя, приводящего в действие насос гидравлического распределения, масляного бака и арматуры, рулевого управления, электродвигателя передвижения. Источником энергии служит аккумуляторная батарея, расположенная в ящике под задним мостом. Корпус электропогрузчика представляет собой стальную сварную раму из двух бортов, соединительного моста и поперечных связей. Рулевое управление выполнено по типу автомобильного, с разрезной трапецией. Применение привода с разрезной рулевой трапецией к задним управляемым колесам позволяет получить разные внутренние и внешние углы поворота задних колес, необходимые для обеспечения движения без проскальзывания колес при повороте электропогрузчика.
Электропогрузчики ЭП-02/04 и ЭП-1631 предназначены для погрузочно-разгрузочных и транспортно-складских работ с грузами массой до 1500 и 1600 кг, уложенными на стандартные поддоны.
Технико-экономическая характеристика электропогрузчиков разных моделей приведена в табл.
Автопогрузчик — это погрузочно-разгрузочная машина с двигателем внутреннего сгорания, предназначенная для работы на открытых площадках и складах. Автопогрузчик может быть оборудован различными сменными грузозахватными приспособлениями
Захватные челюсти для рулонов бумаги имеют полукруглую форму, могут вращаться на 360". Они могут захватывать также другие различные грузы цилиндрической формы в широком диапазоне диаметров.
Сталкивателъ имеет переднюю раму, которая перемещается в продольном направлении и сталкивает груз. Используется для загрузки вагонов и автомашин, а также лифтов в местах с ограниченным свободным пространством.
Технико-экономическая характеристика электропогрузчиков
|
ЭП-103 |
ЭП-103К |
ЭП-02/04 |
ЭП-1631 |
|
|
Грузоподъемность, кг |
1000 |
1000 |
1500 |
1500 |
|
Высота максимального подъема, м |
2,0; 2,8; 4,5 |
2,0; 2,8; 4,5 |
1,5; 2,75 |
2,0; 2,8 |
|
Наименьший внешний радиус поворота, мм |
1600 |
1600 |
2100 |
1850 |
|
Ширина рабочего проезда при штабелировании под углом 90°, мм |
2950 |
2950 |
3500 |
3300 |
|
Ширина рабочего проезда при перемещении споддоном размером 800 — 1200 мм, мм |
1800 |
1800 |
2100 |
1950 |
|
Скорость движения с (без) грузом подъема с(без) грузом опускания с (без) грузом, м/с |
12(13) 0,2 (0,26) 0,4 (0.26) |
12(13) 0,2 (0,26) 0,4 (0.26) |
6,5 (7,5) 0,09 (0,15) 0,33 (0,13) |
10,5 (12,5) 0,15 (0,25) 0,3 (0,1) |
|
Габариты, мм |
1800x930x х1700—2150 |
1857х950х x1455— 2105 |
1800x950x х1700— 2150 |
1800x950x х1700— 2150 |
|
Масса, включая батарею, кг |
2400 |
2400 |
2400 |
2400 |
Грузозахватное приспособление с боковым захватом для картонных коробок — предназначено для безопасной транспортировки картонных коробок, загруженных на поддон, которые зажимаются по бокам. Оно специально разработано для безопасной транспортировки, погрузки и разгрузки изделий в картонных коробках (телевизоры, холодильники, радиоаппаратура и т. д.)
Выдвижной вилочный захват удобен для погрузки грузов на грузовые автомобили и в грузовые вагоны, а также для штабелирования грузов на ограниченных пространствах. Выдвижение этого вилочного захвата обеспечивается системой рычагов.
Применение автопогрузчиков для узких проходов позволяет увеличить емкость склада за счет уменьшения ширины проходов. Такой же результат достигается увеличением высоты складирования.

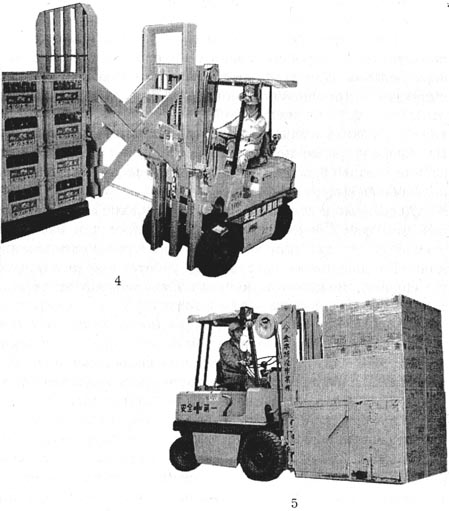
Рис. Автопогрузчик с различными грузозахватными приспособлениями
1 — общий вид; 2 — с захватными челюстями для рулонов бумаги;
3 — со сталкивателем; 4 — с боковым зажимом для картонных коробок;
5 — с выдвижным вилочным захватом
Грузоподъемность автопогрузчиков 1—2 т при расстоянии до центра груза 600 мм.
В настоящее время на складах с узкими проходами используются электропогрузчики с приспособлением для подбора заказов. При помощи подборщика заказов водитель, сидящий в хорошо защищенной кабине, может выбрать отдельные грузы с полок (до 7,6 м) по обеим сторонам прохода и уложить их на платформу, находящуюся перед ним Платформу можно поднять или опустить по отношению к кабине таким образом, чтобы верх груза всегда находился на удобной высоте.
Дизельные и газовые погрузчики — наиболее оптимальный вид погрузочно-разгрузочной техники для работы на открытых складах или в хорошо проветриваемых помещениях. На дизельные погрузчики, работающие в закрытом помещении, можно установить нейтрализатор выхлопных газов Срок его службы — 1—2 года.
Грузоподъемность дизельного погрузчика от 1,6 до 2,5 т, от высота подъема до 4,5 м.
Газовые погрузчики работают на сжиженном газе. Расход газа при полной нагрузке обычно не превышает 50 л в сутки. Как правило, на складах используют пять 50-литровых баллонов российского производства для каждого погрузчика, которые заряжают один раз в неделю. Главные достоинства газовых погрузчиков — отличные экологические показатели (лучше, чем у дизельного погрузчика с нейтрализатором) и низкая стоимость топлива. Благодаря этому, погрузчики, работающие на газе, приобретают в европейских странах все большую популярность.
Другой вид погрузочно-разгрузочной техники — штабелеры. Они могут быть как с ручной, так и электрической тягой. Назначение штабелеров — складирование грузов на различных высотах. Особенно удобны они для небольших складов с малым грузооборотом. Там, где грузооборот большой, целесообразно использовать погрузчики.
Электроштабелер ЭШ-188 представляет собой самоходную тележку на четырех колесах, на которой смонтированы каретка с грузоподъемником, приводные механизмы, управляющие устройства и установлен источник электроэнергии — аккумуляторная батарея. Он предназначен для работы на складах с узкими проходами между стеллажами. Каретка поперечного смещения и механизм поворота грузоподъемника позволяют захватывать груз с фронта и с обеих сторон по ходу машины. Электроштабелер может перемещать и штабелировать тарно-штучные грузы, уложенные на поддоны размером 800x1200 мм, как в закрытых помещениях, так и на открытых площадках с твердым и ровным дорожным покрытием. Наибольшая эффективность достигается при перемещении грузов на короткие расстояния — до 70 м.
Корпус электроштабелера представляет собой несущую конструкцию, выполненную в виде сварной рамы, предназначенную для размещения и крепления сборочных единиц, аппаратов и агрегатов. Корпус состоит из основания и направляющих. Направляющие, соединенные между собой, служат для установки и перемещения каретки с грузоподъемником. Направляющие оси, жестко установленные, служат для установки задних колес. К направляющим с помощью винтов прикреплены текстолитовые накладки, на которых установлена аккумуляторная батарея. Вверху, над аккумуляторной батареей, в специальном отсеке с быстросъемной крышкой установлена контакторная панель.
Слева и справа к корпусу на болтах закреплены направляющие ролики, облегчающие работу водителя в узких проходах.
Задние колеса электроштабелера установлены на консольных осях, что обеспечивает лучший подход к ним и облегчает демонтаж. Колесо вращается на подшипниках, напрессованных в ступицу. Привод ведущего сдвоенного колеса состоит из электродвигателя и двухступенчатого редуктора, включающего планетарную передачу и пару конических шестерен.
Электроштабелер оборудован двумя системами независимых тормозов: гидравлическим (рабочим) тормозом задних колес с приводом от ножной педали и механическим (стояночным) тормозом, установленным на валу двигателя передвижения, с приводом от рычага. Гидравлический тормоз предназначен для торможения электроштабелера при его движении и для остановки. Стояночный — для затормаживания электроштабелера на стоянках и удерживания его на уклонах. Пользоваться стояночным тормозом как рабочим запрещается, кроме аварийных случаев выхода из строя рабочего тормоза.
На электроштабелере установлен грузоподъемник трехкамерной конструкции с цилиндром подъема плунжерного типа. Грузоподъемник шарнирно закреплен на основании механизма наклона и может быть наклонен назад до 7"
Грузоподъемник состоит из внутренней и средней рам, цилиндра подъема, каретки и цепей. Рамы представляют собой вертикальные стойки, выполненные из двутаврового профиля, соединенные между собой поперечными связями Перемещение внутренней рамы относительно средней, а средней относительно наружной происходит на катках и роликах. Катки выполнены на подшипниках качения К нижней связи внутренней рамы крепится цепь.
Техническая характеристика электроштабелера ЭШ-188 номинальная грузоподъемность — 0,5 т, номинальная высота подъема вил — 4500 мм; высота подъема вил без увеличения габаритной высоты электроштабелера — 1100 мм, скорость передвижения с номинальным грузом — 7 км/ч, без груза — 7,5 км/ч; габариты — 2235x1390x2090 (5480) мм, масса электроштабелера — 2250 кг.
Грузоподъемные машины. Грузоподъемные машины (рис. 2.20) предназначены для механизации операций подъема и опускания груза) для вертикального и резконаклонного перемещения) Кроме того, при помощи отдельных видов этих машин можно перемещать грузы в определенных границах в горизонтальной плоскости.
Грузоподъемные машины являются машинами циклического (периодического) действия В их рабочем цикле периоды действия перемежаются с паузами. В группу грузоподъемных машин входят электрические лебедки, тали, тельферы, грузовые лифты и подъемники, грузоподъемные краны.

Рис. Грузоподъемные машины
1 — электрическая лебедка, 2 — электроталь, 3 — тельфер
Различают грузоподъемные машины с одним движением (только вертикальное перемещение груза — лебедки и тали), с двумя движениями (вертикальное и линейное перемещение — тельферы) и с тремя движениями (вертикальное и горизонтальное перемещение в любую точку обслуживаемого поля — краны).
Электрическая лебедка — грузоподъемная машина в виде вращающегося барабана с тяговым стальным канатом и с приводом от электродвигателя. Различают подъемные и тяговые лебедки. Подъемные лебедки используют главным образом для вертикального подъема груза, тяговые лебедки — для горизонтального перемещения груза. Тяговые лебедки применяют для укладки в штабеля круглых лесных материалов, при выгрузке круглого леса из полувагонов. Подъемные подвесные лебедки называют талями, а при наличии у них механизма передвижения по подвесным путям — передвижными талями.
Электроталъ — грузоподъемная машина с электроприводом и механизмом подъема и горизонтального перемещения. Электроталь состоит из трех основных узлов: грузоподъемного механизма, служащего для подъема и опускания груза, ходовой тележки, к которой подвешивается грузоподъемный механизм; кнопочной станции для управления электроталью. Грузоподъемный механизм состоит из корпуса, в котором находятся грузовой барабан, электродвигатель подъема, редуктор подъемного механизма, электромагнитный тормоз, канат, подвеска. Электродвигатель подъема встроен в барабан. Ходовая тележка электротали четырехколесная, приспособлена для передвижения по тавровой балке. Ведущие колеса приводятся в движение от электродвигателя передвижения. Электроталь снабжается электроэнергией от сети. Пуск электродвигателя осуществляется магнитными пускателями. Управление электроталью происходит с помощью кнопочного механизма с пола.
Передвижные электротали применяют для выполнения грузоподъемных работ на складах, на грузовых платформах, под навесами. Они могут работать на открытом воздухе, но обязательно под общим или местным навесом, что предохраняет от попадания в механизм снега и дождя.
Если электроталь объединена с монорельсовой тележкой и перемещается под потолком здания по монорельсу, то такое устройство называют тельфером. Управление тельферами осуществляется при помощи магнитных носителей, приводимых в действие пусковыми кнопками кнопочной станции, подвешиваемой на гибком кабеле на высоте 1,2 м от пола. Иногда ими управляют при помощи тяговых шнуров. Если тельфером обслуживается большая территория, то управление им возможно с центрального пульта.
Для механизации подъемно-транспортных работ на складах и магазинах, имеющих несколько этажей и подвальные помещения, применяют грузовые лифты и подъемники.
Лифтом называют подъемно-транспортное yстройство периодического действия, предназначенное для подъема и спуска грузов с одного уровня на другой. Лифт состоит из лебедки с электроприводом, кабины, шахты, противовеса. Кабина передвигается по неподвижным жестким вертикальным направляющим, установленным в шахте. На загрузочных площадках шахта снабжена запираемыми дверьми, обеспечивающими безопасность пользования. Двери кабины могут быть распашными или раздвижными, открываемыми вручную или при помощи привода. Они снабжаются специальными замками или электрической блокировкой, не позволяющей кабине передвигаться при открытых дверях. Лифты оснащены ограничителями скорости и ловителями, не допускающими падения кабины и противовеса в случае обрыва или ослабления канатов, а также останавливающими ми их при повышении допустимой скорости.
Грузоподъемность лифтов — от 150 кг до 5 т. Скорость — от 0,25 до 0,5 м/мин. Размеры кабины — от 900x650x1000 до 3000x4000x2400 мм.
Грузовой подъемник предназначен для подъема грузов на платформе или в кабине на определенную высоту. Подъемники в отличие от грузовых лифтов имеют более простую конструкцию, удобны в эксплуатации. Они бывают различных типов: наклонные с грузовой платформой, наклонные с саморазгружающимися ковшами, вертикальные непрерывного действия для штучных грузов и др.
Наклонный подъемник, показанный на рис. 2.21, имеет следующую технико-экономическую характеристику: грузоподъемность — 200 кг/с, скорость подъема груза — 0,35 м/с; высота подъема груза — 3,3 м, размер грузовой площадки — 650x850 мм, габариты — 1500x1300x5525 мм, масса — 550 кг.
Для перемещения штучных и затаренных грузов под действием собственной массы применяют наклонные и винтовые спуски. Они изготавливаются из дерева, а рабочая поверхность и борта обшиваются металлическими листами Наклонные спуски делают прямыми и поворотными.
Передвижной подъемный стол с ручным управлением (рис. 2.22) предназначен для механизированной погрузки и выгрузки грузов с автомашин и из железнодорожных вагонов при отсутствии погрузочно-разгрузочных рамп, а также для погрузки и разгрузки пакетированных и затаренных грузов.
Его технико-экономическая характеристика следующая: грузоподъемность — 320 кг; высота подъема груза — 300— 1400 мм; габариты стола — 900x700x924 мм, масса — 145 кг.
Грузоподъемным краном называется машина циклического действия, предназначенная для подъема и перемещения в пространстве груза, удерживаемого грузозахватными приспособлениями. В зависимости от конструкции различают грузоподъемные краны: мостовые, козловые, краны-штабелеры, автомобильные, башенные строительные и др.
|
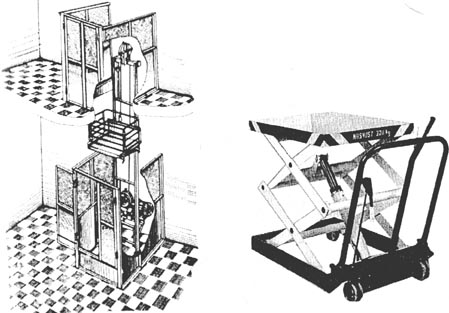
|
Рис. Наклонный подъемник 00000000Рис Передвижной подъемный стол |
Мостовой кран— это грузоподъемная машина мостового типа, мост которой опирается на надземный крановый путь (рельсы, уложенные на кронштейнах подкрановых балок, закрепленных на консолях стен склада или на специальных колоннах). Мостовые краны — металлические конструкции пролетного строения, перекинутого через складское помещение от одной стены до другой. На мосту крана установлены механизмы подъема груза, передвижения крана и передвижения грузовой тележки (грузового захвата). В зависимости от грузоподъемности крана конструкции моста изготовляют с одной или двумя несущими балками. Мост передвигается по подкрановому пути на стальных колесах при помощи электродвигателя Грузовая тележка поднимает и перемещает груз поперек площади склада, а при передвижении моста груз транспортируется вдоль площади склада.
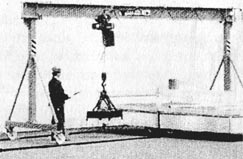
Рис. Мостовой кран
Мостовые краны применяются главным образом для перегрузки тяжеловесных грузов и контейнеров в закрытых складских помещениях, под навесами и реже на открытых площадках Они позволяют наиболее полно использовать складские площади, поскольку для них не требуется больших проездов и проходов между штабелями
Козловой кран отличается от мостового тем что его пролетные конструкции опираются на две пары жестких стоек, расположенных под углом в виде козел Кран передвигается по рельсам, уложенным на земле Грузоподъемным механизмом служат электротали или подвижные грузовые тележки Пролет козлового крана определяется расстоянием между опорами Для увеличения рабочей зоны многие краны имеют по две или одной консоли, выходящих за пределы опор Кроме того, краны оснащаются различными грузозахватными приспособлениями для погрузки сыпучих товаров — грейдером, контейнеров и тяжеловесных грузов — крюком, металлоизделий — магнитными плитами и т.д. Краны обладают высокой производительностью, просты в управлении и используются преимущественно на открытых складах.

Рис. Козловой кран
Технико-экономическая характеристика грузоподъемных мостовых и козловых кранов следующая грузоподъемность — 3,2—32 т, пролет крана — 10—32 м, высота подъема груза — 7,1—10 м/с, скорость передвижения крана -0,5—2,0 м/с, общая масса кранов, управляемых из кабины — 8,0—87,0 т.
Кран-штабелер — это грузоподъемный кран, оборудованный вертикальной колонной с перемещающимся по ней устройством для штабелирования грузов По конструктивным особенностям они подразделяются на мостовые краны-штабелеры общего назначения, стеллажные, опорные, подвесные и напольные.
Мостовой кран-штабелер общего назначения имеет вертикальную колонну, подвешенную к грузовой тележке, перемещающейся по передвижному мосту
Межстеллажный кран-штабелер обслуживает два стеллажа, между которыми имеется проход для его передвижения
Краны-штабелеры могут управляться автоматически (ЭВМ), полуавтоматически (дистанционно) и вручную (оператором) Их используют на складах для механизации погрузочно-разгрузочных работ, с их помощью осуществляют операции по укладке на стеллажи или в штабеля штучных грузов на поддонах либо в контейнерах
Применение стеллажных кранов-штабелеров на складах высотой свыше 6 м позволяет максимально использовать объем складских помещений и повысить производительность труда.
Их грузоподъемность — 0,16—12,5 т, ширина проходов — 1,5 м Мостовые краны-штабелеры укладывают груз на высоту 10 м, а стеллажные — 18 м
Автомобильный кран — грузоподъемная машина с поворотной платформой, установленной на шасси грузового автомобиля или на специальные шасси Он может иметь автоматический, электрический или гидравлический привод. Привод механизмов крана осуществляется как от двигателя автомобиля, так и от отдельного двигателя, установленного на поворотной платформе На поворотной раме крана установлена лебедка подъема и стрела с крюком или грейдером Для повышения устойчивости при работе с тяжеловесными грузами имеются выносные опоры, установленные на раме неповоротной части Автомобильные краны предназначены для выполнения погрузочно-разгрузочных работ со штучными, пакетированными и сыпучими грузами, а также контейнерами В основном они применяются на открытых складах и площадках Они обладают высокой маневренностью Грузоподъемность автомобильных кранов от 3 до 45 т.
Транспортирующие машины. Транспортирующие машины применяют для горизонтального и слабонаклонного перемещения сыпучих и штучных грузов в пределах одного или нескольких, связанных между собой складских помещении, а также при погрузке и разгрузке транспортных средств.
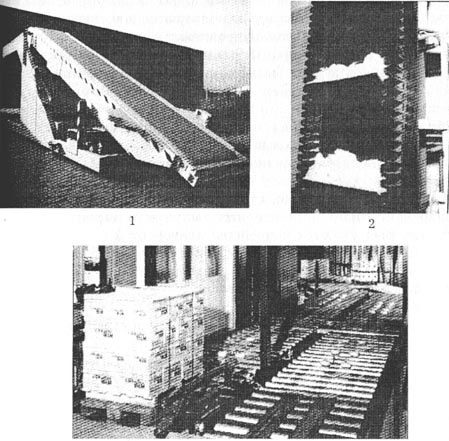
Рис. Конвейеры
1 — ленточный, 2 — ковшовый, 3 — роликовый
По принципу действия транспортирующие машины подразделяются на машины непрерывного действия — конвейеры (ленточные, пластинчатые, роликовые, скребковые), элеваторы (ковшовые, полочные, люлечные), и периодического действия — тележки (ручные, домкратные, аккумуляторные, с двигателем внутреннего сгорания). На рис. 2 25 показаны некоторые виды конвейеров
Конвейеры перемещают сыпучие и тарно-штучные грузы непрерывным потоком. На товарных складах и в магазинах конвейеры чаще всего используются для перемещения грузов в горизонтальном направлении, но их также применяют для выполнения штабелирующих операций. Каждый тип конвейера может быть стационарным и передвижным.
Ленточный конвейер — один из наиболее распространенных видов машин. Его грузонесущим и тяговым элементом является замкнутая лента из прорезиненной ткани, натянутая на приводной и натяжной барабаны. Приводной барабан приводится в движение электродвигателем. Натяжной барабан обеспечивает постоянное натяжение ленты. Используются ленточные конвейеры для горизонтального и слабонаклонного перемещения сыпучих и тарно-штучных грузов. Выпускаются конвейеры длиной от 5 до 15 м с шириной ленты 300—3000 мм. Скорость движения ленты — 1—3 м/с, наибольшая высота подъема груза — 2,0—5,4 м (в зависимости от длины конвейера).
У пластинчатого конвейера грузонесущий элемент состоит из отдельных пластин, прикрепленных к замкнутому тяговому элементу. Такие конвейеры используют для транспортировки штучных грузов под углом до 35", а также для укладки грузов в штабеля. Длина таких конвейеров от 4 до 40 м, ширина настила — 400—1600 мм, скорость движения ходовой части — 0,1—1,0 м/с.
Роликовый конвейер отличается от пластинчатого тем, что у него грузонесущим и тяговым устройством служит система роликов, укрепленных на неподвижной раме, по которым перемещается груз в таре По принципу действия роликовые конвейеры разделяются на приводные и неприводные. У конвейеров с приводом ролики вращаются от привода, работающего на электроэнергии. Роликовые конвейеры, не имеющие электропривода, относятся к гравитационным устройствам.
Роликовые конвейеры применяют при больших и непрерывных складских грузопотоках для подачи грузов в зоныхранения и погрузки.
Ковшовый конвейер транспортирует грузы в ковшах, шарнирно прикрепленных к замкнутому тяговому элементу, в горизонтальном, вертикальном и наклонном направлениях Применяется на складах и базах сыпучих грузов.
Вспомогательное оборудование. Тележки относятся к средствам малой механизации и считаются вспомогательным оборудованием складов
Грузовые тележки, которые перемещаются под воздействием мускульной энергии оператора, называются ручными. Они бывают двухопорными, трехопорными и четырехопорными, с низкоподъемной (125 мм) и высокоподъемной (до 3 м) грузоприемной платформой (рис. 2.26). Сохраняя основной признак — ручное перемещение, они могут снабжаться гидро-, пневмо- или электроприводным устройством подъема груза.

Рис. Ручные грузовые тележки:
1 — двухопорная; 2 — трехопорная; 3 — четырехопорная
Грузовые тележки перемещающие грузы с использованием искусственной энергии, называют электротележками (электрокарами) или автотележками (автокарами) в зависимости от вида привода. Как и ручные тележки, они могут быть с разноопорной платформой, с разновысотным подъемом груза. Управляет ими оператор, стоящий или движущийся следом, либо сидящий или стоящий на шасси самой тележки. Существуют и комбинированные варианты.
Средстватехническогодиагностированиясистембезопасностиавто
Для повышения эффективности ТО и ремонта требуется индивидуальная информация о техническом состоянии автомобиля до и после его обслуживания или ремонта. При этом необходимо, чтобы получение указанной информации было доступным, не требовало бы разборки агрегатов и механизмом и больших затрат ресурсов (материальных, энергетических и трудовых). Индивидуальная информация о скрытых и назревающих отказах позволяет предотвратить преждевременный или запоздалый ремонт и профилактику, а также проконтролировать качество выполняемых работ. Средством получения такой информации является техническая диагностика автомобилей.
Технической диагностикой называется отрасль знаний, изучающая признаки неисправностей автомобиля, методы, средства и алгоритмы определения его технического состояния без разборки, а также технологию и организацию использования систем диагностирования в процессах технической эксплуатации подвижного состава.
Диагностированием называют процесс определения технического состояния объекта без его разборки, по внешним признакам путем измерения величин, характеризующих его состояние, и сопоставления их с нормативами. Оно обеспечивает систему ТО и ремонта автомобилей индивидуальной информацией об их техническом состоянии и, следовательно, является элементом системы. Диагностирование данного объекта (автомобиля, агрегата, механизма) осуществляют согласно алгоритму (совокупности последовательных действий), установленному технической документацией. Комплекс, включающий объект, средства и алгоритмы, образует систему диагностирования.
Объект системы диагностирования характеризуется необходимостью и возможностью диагностирования. В свою очередь, необходимость диагностирования определяется закономерностями изменения технического состояния автомобиля и затратами на поддержание его работоспособности. Возможности диагностирования обусловлены наличием внешних признаков, позволяющих определить неисправность автомобиля без его разборки, а также доступностью измерения этих признаков.
Рис.3.1 Система контрольно-диагностических работ при ТО автомобиля
Средствами диагностирования (Рис.3.2.)служат специальные приборы и стенды. Они делятся на внешние (отдельные) и встроенные, являющиеся составной частью автомобиля. При диагностировании используют не толькоизмерительные технические средства, но и субъективные возможности человека, его органы чувств, опыт, навыки; в простейших случаях используют субъективное диагностирование, а в сложных — объективное.
Системы диагностирования (Рис.3.3.) делятся на функциональные, когда диагностирование проводят в процессе работы объекта, и тестовое, когда при измерении диагностических параметров работу объекта воспроизводят искусственно. Различают системы универсальные, предназначенные для нескольких различных диагностических процессов, и специальные, обеспечивающие только один диагностический процесс.
3.2 Классификация средств технического диагностирования автомобилей
Рис.3.2. Классификация средств технического диагностирования автомобиля
 Рис.3.3 Структура разновидностей систем диагностирования
Рис.3.3 Структура разновидностей систем диагностирования
Диагностические системы могут быть общие, когда объектом является изделие в целом, а назначением — определение его состояния на уровне «годно-негодно» и локальные — для диагностирования составных частей объекта (агрегатов, систем, механизмов). Кроме того, диагностические средства могут быть ручными или автоматизированными (автоматическими).
Под прогнозированием технического состояния автомобиля понимают определение срока его исправной работы до возникновения предельного состояния, обусловленного технической документацией (ГОСТами, отраслевыми нормативами, заводскими инструкциями). Оценку же технического состояния объекта в прошлом (например, для выявления причины аварийного отказа, повлекшего за собой дорожно-транспортное происшествие) называютретроспекцией. Практические задачи прогнозирования или ретроспекции решают, пользуясь известными закономерностями изменений параметров технического состояния объекта в функции наработки (пробега) путем соответственно их экстраполяции или интерполяции.
Различают диагностирование периодическое и непрерывное. Первое осуществляют через определенные периоды наработки объекта перед ТО или ремонтом автомобиля, а второе при помощи встроенных на автомобиле диагностических средств, в процессе его эксплуатации.
3.3 Методы и процесс диагностирования
Для оценки технического состояния объекта необходимо определить текущее значение конструктивного параметра и сравнить это значение с нормативным. Однако конструктивные параметры в большинстве случаев не поддаются измерению без разборки узла или агрегата, что является нежелательным, так как каждая разборка и нарушение взаимного положения приработавшихся деталей приводят к сокращению остаточного ресурса на 30-40% .
Для этого при диагностировании о значениях конструктивных показателей судят по косвенным признакам проявления технического состояния без разборки, качественной мерой которых являются диагностические параметры.
Общий процесс технического диагностирования включает в себя обеспечение функционирования объекта на заданных режимах или тестовое воздействие на объект; улавливание и преобразование с помощью датчиков сигналов, выражающих значения диагностических параметров, их измерение; постановку диагноза на основании логической обработки полученной информации путем сопоставления текущих значений параметров с нормативными.
У»
Методы диагностирования автомобилей, их агрегатов и узлов характеризуются способом измерения и физической сущностью диагностических параметров. В настоящее время принято выделять три основные группы средств технического измерения, классифицированных в зависимости от вида диагностических параметров (рис.3.2.).
Первая группа средств базируется в основном на имитации скоростных и нагрузочных режимов работы автомобиля и определении при заданных условиях выходных параметров. Для этих целей используются стенды с беговыми барабанами или параметры определяются непосредственно в процессе работы автомобиля на линии.
Вторая группа включает в себя методы, оценивающие по герметичности рабочих объемов степень износа цилиндропоршневой группы двигателя, работоспособность пневматического привода тормозов, плотность прилегания клапанов и т. п. путем создания в контролируемом объеме избыточного давления (опрессовки) или, наоборот, разрежения и в оценке интенсивности падения давления (разрежения).
Третья группа методов основывается на объективной оценке геометрических параметров в статике.
3.4 Организация диагностирования автомобилей.
Диагностирование автомобилей является элементом системы их ТО и ремонта. На автотранспортном предприятии (АТП) оно обеспечивает процессы ТО и ремонта целенаправленной, индивидуальной информации о техническом состоянии каждого отдельно взятого автомобиля. В соответствии с этим организация диагностирования на АТП идентична организации процессов ТО и ремонта. Дорожный контроль за техническим состоянием автомобиля осуществляют при помощи встроенного диагностирования; ежедневное обслуживание обеспечивается контрольным осмотром; ТО-1 сопровождается комплексом Д-1 диагностирования, в основном механизмов, обеспечивающих безопасность движения автомобиля; перед ТО-2 и TP проводят углубленное диагностирование Д-2 агрегатов и механизмов, а в процессе устранения выявленных неисправностей при ТО и TP используют комплекс диагностированияДр.
При этом для обеспечения промежуточного и заключительного контроля качества регулировочных и ремонтных работ, без дополнительных перемещений автомобиля диагностирование совмещают с операциями ТО и ремонта. Нарис.3.4. показана наиболее типичная форма организации диагностирования автомобилей на АТП средней мощности, которая в зависимости от мощности АТП несколько видоизменяется. Соответственно

Рис.3.4 Схема движения автомобилей при реализации технологического процесса ТО иТР
изменяются и наборы необходимых средств диагностирования. Для внедорожных автомобилей, работающих в отрыве от постоянных баз, диагностирование проводят на местах стоянки автомобилей, или же в полевых парках, применяя, главным образом, встроенные, бесстендовые, переносные и подвижные средства. На небольших автотранспортных предприятиях Д-1 и Д-2 объединяют на одном участке. Здесь используют комбинированные стационарные средства (стенды). На АТП средней мощности участки диагностирования Д-1 и Д-2 специализируют, а для Др используют Д-2. На крупных АТП дополнительно специализируют и Др, а на базах централизованного обслуживания все средства диагностирования централизуют и оптимально автоматизируют.
3.5 Диагностика и управление техническим состоянием автомобилей Диагностирование на АТП представляет собой человеко-машинную систему получения и обработки индивидуальной информации, необходимой для управления техническим состоянием автомобиля и технологическими процессами ТО и ремонта. Источниками информации являются: водитель, механики АТП, встроенные и внешние средства диагностирования Д-1, Д-2, Др (диагностический комплекс).
При потребности автомобиля в ТО, первичная информация о его техническом состоянии, полученная от водителя, а затем уточненная при помощи диагностического комплекса, непосредственно поступает в бригаду слесарей ТО (рис.3.5.). Параллельно эта же информация поступает в центр управления производством АТП в целях принятия решения о ТО и ремонте, подготовки производства, а также для обеспечения контроля и учета выполненной работы.
Рис.3.5 Схема оперативного управления ТО и ТР на АТП
При потребности автомобиля в ремонте информация обрабатывается и направляется в ремонтную бригаду и в центр управления. Простейшие ремонтные работы оперативно выполняются бригадой TP и по ее информации учитываются и контролируются ЦУПом. В сложных случаях диагностическая информация используется для подготовки производства (получения ремонтных агрегатов и запчастей, планирования постов и рабочей силы и т. п.) предстоящего ремонта. При устранении неисправности автомобиль направляется на хранение.
Из сказанного следует, что диагностирование обеспечивает два уровня управления: техническим состоянием в звене «слесарь—автомобиль» и технологическими процессами в звене «Центр управления — комплекс подготовки производства — рабочий—автомобиль». На первом уровне диагностирование непосредственно связано с технологией проведения ТО, а на вторим оно в большей степени связано с организацией технологических процессов, главным образом, текущего ремонта автомобилей.
Дальнейшее развитие диагностирования на крупных АТП и в АТО связано с созданием автоматизированных диагностических средств, являющихся элементом автоматизированных систем управления производством, а также развитием встроенного диагностирования. При этом диагностирование будет широко применяться для оперативного управления процессами ТО и ремонта.
В масштабах страны диагностирование организуется не только на АТП общего пользования, но и на автозаводах, авторемонтных предприятиях, станциях технического обслуживания автомобилей индивидуального пользования, станциях и постах Госавтоинспекции.
Внедрение современных методов, средств и организации диагностирования в систему ТО и ремонта автомобилей повышает ее эффективность за счет более полной реализации эксплуатационных свойств каждого отдельно взятого автомобиля, а также за счет повышения уровня организации производства.
3.6 Общая характеристика и содержание контрольно-диагностических и регулировочных работ
Контрольно-диагностические работы служат для определения технического состояния автомобиля, его агрегатов и узлов без их разборки и являются элементом управления технологическими процессами обслуживания и ремонта подвижного состава. Объем контрольно-диагностических работ для современных автомобилей составляет но отношению к объему исполнительской части около 30%.
При диагностировании выявляют автомобили, техническое состояние которых не отвечает требованиям безопасности движения, а перед ТО определяют потребность в устранении неисправностей или проведении ремонта, контролируют качество ТО и TP, определяют возможность исправной работы агрегатов и механизмов автомобиля в предстоящем межконтрольном пробеге, собирают и обрабатывают информацию, необходимую для управления производством.
В системе управления технической службой АТП диагностирование является информационно-контролирующим блоком, подчиненным отделу управления производством.
Но назначению, периодичности, трудоемкости, перечню выполняемых работ и месту в технологическом процессе ТО и ТР периодическое диагностирование, как указывалось ранее, делится на Д-1 и Д-2.
Д-1 предназначается главным образом для диагностирования механизмов, обеспечивающих безопасность движения автомобиля (тормоза, механизмы управления, углы установки передних колес, приборы освещения), уровень токсичности отработавших газов и его топливную экономичность. Оно может либо ограничиваться только определением годности объекта к дальнейшей эксплуатации (экспресс-диагностирование), либо включать в себя определение основных неисправностей и сопровождаться регулировочными работами с последующим контролем качества их выполнения. Экспрессное Д-1 производится на контрольном пункте при возвращении автомобиля в парк, а Д-1 при ТО-1 или перед ним. Кроме того, для проведения ТО-1 используют информацию, полученную при помощи средств встроенного диагностирования.
Д-2 предназначается для диагностирования автомобиля в целом по тягово-экономическим показателям и выявления неисправностей его основных агрегатов, систем и механизмов.
Д-2 проводят перед ТО-2, чтобы подготовить производство к выполнению ремонтных работ и уменьшить простои автомобиля при плановом ТО-2. Одновременно с Д-2 выполняют некоторые технологически оправданные регулировочные работы и последующий контроль качества их проведения. Д-2 проводят также по заявкам перед TP в случаях необходимости выявления неисправностей и определения потребного объема ремонта.
Информацию, необходимую для проведения ТО-2 и ремонта, получают при помощи диагностических стендов и переносных приборов. Для обнаружения неисправностей и отказов в процессе выполнения ТО и TP (на специализированных постах, линиях и в цехах) проводят оперативное технологическое диагностирование (Др), используя при этом переносные приборы и настольные установки. На крупных АТП оперативное диагностирование выполняют также по потребности (по заявкам) на специализированных постах, оборудованных стендами.
Регулировочные работы заключаются в восстановлении без замены деталей и механизмов параметров технического состояния объекта до установленных технической документацией норм, величин зазоров, люфтов, свободных ходов, приводных усилий. Проводят их по результатам диагностирования и контроля качества выполненного ТО или ремонта.
Диагностирование автомобиля в целом. Диагностирование автомобиля в целом проводят для определения уровня показателей его эксплуатационных свойств: мощности, топливной экономичности, безопасности движения и влияния на окружающую среду. Выявив снижение этих показателей по сравнению с установленными нормами, проводят углубленное диагностирование, определяют конкретные неисправности, регулируют механизмы и выполняют заключительный контроль.
Диагностирование автомобиля возможно при ходовых испытаниях или использовании стационарных стендовых средств. В эксплуатационных условиях ходовые испытания применяют ограниченно, главным образом для инспекторской проверки тормозов и линейного расхода топлива.
Более эффективным является стационарное диагностирование автомобиля при помощи специальных стендов, позволяющих задавать скоростные и нагрузочные тестовые режимы работы автомобиля.
Основными диагностическими параметрами (табл. 3.1.) эксплуатационных свойств автомобиля являются: колесная мощность NK и ее производные; скорость движения vа, сила тяги Рк. сопротивление движению Рf и выбег sB; путь Sb, время tр и ускорение jf разгона, удельный расход топлива Q на характерных скоростных и нагрузочных режимах, тормозной путь st тормозные силы Pt, путь s3, время t3 и величина замедления j3; боковые силы Рб, действующие в пятнеконтакта шин с дорогой; токсичность отработавших газов СО, уровень шума А.
Таблица 3.1 Диагностические параметры и средства для их измерения
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3.7. Диагностирование автомобилей по показателям мощности, экономичности и влияния на окружающую среду
Мощностные и экономические данные автомобиля являются основными факторами его эффективности использования. Исследования показывают, что до 30% автомобилей АТП эксплуатируют со значительнымнедоиспользованием мощности и перерасходом топлива. Около 50% указанных потерь могут быть восстановлены силами и средствами АТП путем несложных регулировок и устранения мелких неисправностей.
После диагностирования и устранения обнаруженных неисправностей средняя максимальная сила тяги увеличивается и средний контрольный расход топлива уменьшается в среднем на 13%, кроме того, значительно снижается рассеивание этих показателей.
Восстановление мощности автомобиля повышает его среднюю скорость движения, следовательно, и производительность работы автомобилей, а также снижает расход топлива. Расчеты показывают, что в городских условиях в результате восстановления мощности техническая скорость автомобиля может возрасти на 7-8%, а его производительность и экономичность на 4-5%.
Неисправности, приводящие к снижению мощностных и тягово-энергетических показателей автомобиля (рис. 3.6.), выявляют путем измерения параметров, приведенных в табл. 3.1., при помощи стендов тяговых качеств.
Рис. 3.6 Схема последовательности причин потерь колесной мощности и снижения топливной экономичности автомобиля при эксплуатации.
Требования безопасности к техническому состоянию подвижного состава и методы проверки устанавливаются государственными стандартами, правилами дорожного движения и другими нормативно-техническими документами.
Подвижной состав с неисправными составными частями, состояние которых не соответствует установленным требованиям безопасности или вызывает повышенный износ деталей, не должен продолжать транспортную работу или выпускаться на линию. Другие неисправности могут быть устранены после завершения транспортной работы в пределах сменного или суточного задания.
Работоспособное состояние подвижного состава обеспечивается производственно-технической службой, которая несет ответственность за своевременное и качественное выполнение технического обслуживания и ремонта с соблюдением установленных нормативов, эффективную организацию труда ремонтно-обслуживающего персонала, соблюдение нормативно-технической документации по техническому Обслуживанию и ремонту.
Ответственность за обеспечение работоспособного состояния подвижного состава вместе с производственно-технической службой несут:
подразделения обеспечения персоналом (управления и отделы кадров, организации труда и заработной платы) — за укомплектованность квалифицированными водителями и ремонтно-обслуживающим персоналом, за воспитание и стабильность коллективов подразделений;
подразделения материально-технического снабжения — за обеспечение запасными частями и эксплуатационными материалами необходимого качества и номенклатуры, за оснащенность предприятия технологическим оборудованием, оснасткой, инструментом и обеспечение их запасными частями и эксплуатационными материалами;
подразделения службы главного механика — за качественное содержание производственных помещений, оснащенность предприятия технологическим оборудованием, оснасткой, инструментом и своевременное и качественное выполнение их технического обслуживания и ремонта, за техническое обеспечение хранения подвижного состава;
•служба безопасности движения — за своевременный инструктаж и обучение и соблюдение Правил дорожного движения и другой нормативно-технической документации по безопасности дорожного движения;
служба эксплуатации — за качественное хранение в межсменное время и своевременный выпуск на линию работоспособного подвижного состава, соблюдение на линии правил технической эксплуатации, необходимых режимов погрузки, выгрузки и движения, обеспечивающих работоспособное состояние и сохранность подвижного состава;
подразделения технического контроля — за проведение контроля технического состояния подвижного состава, технологического оборудования, оснастки, инструмента и ремонтного фонда, своевременное и качественное выполнение технического обслуживания и ремонта подвижного состава и технологического оборудования, за проведение контроля качества получаемых запасных частей и эксплуатационных материалов, хранения подвижного состава и своевременный выпуск его на линию в работоспособном состоянии, соблюдение действующей нормативно-технической документации;
планово-экономические и финансовые подразделения — за качественную организацию учета и отчетности, проведение анализа и планирование показателей обеспечения работоспособного состояния подвижного состава.
Основой технической политики, определяемой Положением о техническом обслуживании ремонте подвижного состава автомобильного транспорта, является планово-предупредительная система технического обслуживания и ремонта, которая представляет собой совокупность технических средств, нормативно-технической документации и исполнителей соответствующей квалификации, необходимых для обеспечения работоспособного состояния подвижного состава.
Работоспособное состояние подвижного состава обеспечивается проведением технического обслуживания и ремонта и соблюдением других рекомендаций правил технической эксплуатации.
Основным техническим воздействием, осуществляемым на автотранспортных предприятиях при эксплуатации подвижного состава, являются планово-предупредительные работы технического обслуживания и ремонта. Своевременное и качественное выполнение технического обслуживания в установленном объеме обеспечивает высокую техническую готовность подвижного состава и снижает потребность в ремонте.
Системой технического обслуживания и ремонта предусматриваются две составные части операций: контрольная и исполнительская.
Планово-предупредительный характер системы технического обслуживания и ремонта определяется плановым и принудительным (через установленные пробеги или промежутки времени работы подвижного состава) выполнением контрольной части операций, предусмотренных Положением, с последующим выполнением по потребности исполнительской части.
Техническим обслуживанием является комплекс операций по поддерживанию подвижного состава в работоспособном состоянии и надлежащем внешнем виде; обеспечению надежности и экономичности работы, безопасности движения, защите окружающей среды; уменьшению интенсивности ухудшения параметров технического состояния; предупреждению отказов и неисправностей, а также выявлению их с целью своевременного устранения.
Техническое обслуживание является профилактическим мероприятием, проводимым принудительно в плановом порядке, как правило, без разборки и снятия с автомобиля агрегатов, узлов, деталей. Если при техническом обслуживании нельзя определить техническое состояние отдельных узлов, то их следует снимать с автомобиля для контроля на специальных приборах или стендах.
Ремонтом является комплекс операций по восстановлению исправного или работоспособного состояния, ресурса и обеспечению безотказности работы подвижного состава и его составных частей.
Ремонт выполняется как по потребности после появления соответствующего неисправного состояния, так и принудительно по плану, через определенный пробег или время работы подвижного состава. Второй вид ремонта является планово-предупредительным .
TP предназначен для обеспечения работоспособного состояния подвижного состава с восстановлением или заменой отдельных его агрегатов, узлов и деталей (кроме базовых), достигших предельно допустимого состояния. При TP допускается одновременная замена (комплектом) агрегатов, узлов и деталей, близких по ресурсу Отработавшие агрегаты, узлы и детали направляются на специализированные производства для восстановления в качестве запасных частей и комплектования из них ремонтных комплектов. Под ремонтными комплектами понимаются наборы агрегатов, узлов и деталей, необходимые для устранения неисправностей. Применение ремонтного комплекта должно исключать дополнительные потери рабочего времени на доводку его элементов и доставку недостающих деталей на рабочее место.
TP должен обеспечивать безотказную работу отремонтированных агрегатов, узлов и деталей на пробеге не меньшем, чем до очередного ТО-2. Для сокращения времени простоя подвижного состава TP выполняется преимущественно агрегатным методом, при котором производится замена неисправных или требующих капитального ремонта агрегатов и узлов на исправные, взятые из оборотного фонда. Определение технического состояния подвижного состава, его агрегатов и узлов без разборки производится с помощью контроля (диагностирования), который является технологическим элементом технического обслуживания и ремонта.
Цель контроля (диагностирования) при техническом обслуживании заключается в определении действительной потребности в выполнении операций, предусмотренных Положением, и прогнозировании момента возникновения неисправного состояния путем сопоставления фактических значений параметров с предельными, а также в оценке качества выполнения работ.
Цель контроля (диагностирования) при ремонте заключается в выявлении неисправного состояния, причин его возникновения и установления наиболее эффективного способа устранения: на месте, со снятием агрегата (узла, детали), с полной или частичной разборкой и заключительным контролем качества выполнения работ.
3.8 Общее диагностирование двигателя
Двигатель — это наиболее сложный и важный агрегат автомобиля, от состояния которого зависят многие технические, экономические и надежностные показатели работы.
Во время работы элементы двигателя подвергаются износу (нарушение герметичности надпоршневого пространства, уплотнение головки блока цилиндров и т.д.). В результате ухудшается наполнение цилиндров топливно-воздушной смесью, снижается давление сжатия и, как следствие, изменяется объемный КПД двигателя, уменьшаются развиваемая мощность и крутящий момент, ухудшается топливная экономичность, увеличивается расход моторного масла, повышается токсичность отработавших газов.
Неисправности и отказы по двигателю в основном возникают в кривошипно-шатунном и газораспределительном механизмах, системах питания, зажигания, охлаждения и смазки (табл. 3.2).
В целом количество отказов и неисправностей двигателей в общей структуре отказов автомобиля может достигать для отдельных моделей до 35...55 % (табл. 3.3).
В связи со случайным характером возникновения отказов невозможно точно спрогнозировать момент их наступления, поэтому рекомендуется
Таблица 3.2 Неисправности бензинового двигателя и трудоемкость их устранения
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 3.3 Распределение отказов и неисправностей по автомобилю МАЗ-5432,%
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
регулярно контролировать техническое состояние двигателя, используя опыт и простейшие диагностические инструменты. При этом следует оценить:
-эффективную мощность двигателя;
- наличие вибраций, чрезмерного шума, неустойчивость числа оборотов коленчатого вала;
-удельный расход топлива;
-давление моторного масла;
-токсичность выхлопных газов;
-дымность отработавших в двигатели газов.
3.9 Диагностирование двигателя по эффективной мощности
Колесная мощность автомобиля снижается в процессе эксплуатации вследствие износа цилиндропоршневой группы, неисправностей газораспределительного механизма, систем питания, зажигания, охлаждения, смазки, состояния трансмиссии и ходовой части. Величина снижения мощности при несвоевременных регулировках может достигать 10...15 %.
Наиболее полно техническое состояние двигателя определяется экспериментально полученной внешней скоростной характеристикой. Однако в целях экономии топлива и времени достаточно снять одну ее точку. Как правило, это либо максимальная мощность, либо мощность на режиме максимального крутящего момента.
Для оценки эффективной мощности могут использоваться стенды тяговых качеств (СТК). Они предназначены для имитации работы автомобиля в различных скоростных и нагрузочных режимах и измерения тяговых показателей. Конструкция стендов включает опорно-приводные, нагрузочные и измерительные устройства. На стендах измеряются колесная мощность, параметры разгона и выбега, а при наличии топливного расходомера — часовой и удельный расход топлива на различных скоростных и нагрузочных режимах. Имитация дорожных условий осуществляется опорно-приводных устройствах (ОПУ) ленточного или роликового типа. Наибольшее распространение получили одно-, двух-, трех- или четырехроликовые устройства, так как при достаточной простоте их конструкции они обеспечивают сопоставимые условия качения колеса на стенде и на дороге.
Для автомобилей с колесной формулой 4x2 используются двухроликовые ОПУ (одно под каждое одинарное или сдвоенное ведущее колесо) (рис. 3.3), а для автомобилей с колесной формулой 6x4 — трех- или четырехроликовые.
Обычно один ролик (ведущий) связан с нагрузочным устройством, и другой является поддерживающим. Ведущие ролики жестко связаны между собой с помощью валов и фланцевой муфты, чтобы обеспечить синхронное вращение ведущих колес. Отсутствие такой связи приведет к тому, что в работу будет включаться межколесный дифференциал и второе ведущее колесо может просто остановиться. Поскольку в ведущих мостах автомобилейиспользуются, как правило, симметричные дифференциалы, крутящий момент на первом ведущем колесе тоже снизится до нуля. Замер колесной мощности в этом случае будет в принципе невозможным.
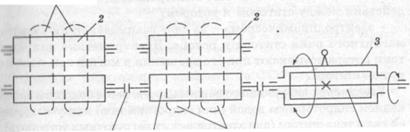
6 1 5 6 4
Рис.3.3Принципиальная схема двухроликового СТК с балансирным нагрузочным устройством: 1-ведущий ролик; 2- поддерживающий ролик; 3-статор балансирной машины; 4- ротор; 5- ведущее колесо автомобиля; 6- соединительная муфта.
3.10 Средства проверки токсичности отработавших газов (ОГ).
При работе бензинового двигателя внутреннего сгорания в его ОГ насчитывают свыше 200 наименований различных химических соединений, причем около ста из них являются опасными для здоровья человека и окружающей среды. Количество выбрасываемых в воздушную среду опасных соединений зависит от совершенства двигателя внутреннего сгорания и качества его регулировки
Для определения токсичности ОГ применяются специальные газоанализаторы для карбюраторных двигателей и дымомеры для дизельных.
Газоанализаторы представляют собой как автономные, так и встроенные в некоторые модели мотор-тестеров приборы. Для определения объемных долей компонентов ОГ бензиновых двигателей используются адсорбциометрический, термокондутометрический, оптический, термомеханический и другие способы.
В настоящее время преимущественно используются два типа газоанализаторов — инфракрасные и каталитические.
Принцип действия первых основан на поглощении газовыми компонентами инфракрасных лучей с различной длиной волны. Принцип действия вторых основан на каталитическом дожигании содержащегося в выхлопных газах оксида углерода СО и, вследствие этого, фиксации повышения температуры при помощи электрического моста.
При этом газоанализаторы классифицируются по числу анализируемых компонентов. Дымомеры работают по принципу поглащения светового потока, проходящего через ОГ. Дымность отработавших газов у двигателей автомобилей МАЗ, КамАЗ, ЗИЛ-4331 не должна превышать 40% в режиме свободного ускорения и 15% при максимальной частоте вращения. Превышение указанных нормативов свидетельствует о неисправной работе топливной системы и требует принятия соответствующих мер путем проведения регулировочных работ или текущего ремонта, так как подобная неисправность может снизить мощность двигателя, привести к перерасходу топлива, а высокое содержание аэрозолей, определяющих процент дымности и состоящих из частиц сажи, золы, несгоревшего топлива, масла и т. д., оказывает вредное воздействие на экологию и здоровье человека. Дымность отработанных газов оценивается на вышеуказанных стендах через их оптическую плотность, регистрируемую при просвечивании фотоэлементом, передающим сигнал на микроамперметр, отградуированный в процентах дымности.
Регулировочные работы по системам питания карбюраторного и дизельного двигателей. Перед началом регулировочных работ необходимо устранить выявленные при проверке систем неисправности. Наиболее характерными и для карбюраторного и для дизельного двигателей являются устранение негерметичности в топливопроводах и агрегатах, промывка и очистка топливных и воздушных фильтров.
В карбюраторном двигателе регулируют уровень топлива в поплавковой камере, для чего изменяют число прокладок под гнездом игольчатого клапана или изгибают рычажок поплавка, упирающийся в иглу. Жиклеры, не соответствующие по пропускной способности, заменяют. Регулировку карбюраторов проводят на минимальную частоту вращения холостого хода при прогретом двигателе. До ее начала необходимо убедиться в отсутствии подсосов во впускном трубопроводе. Минимальной частоты добиваются поочередным вывертыванием и завертыванием винта качества смеси и упорного винта дросселя; подбирая наиболее выгодное их положение, соответствующее наименьшей устойчивой частоте. При правильной регулировке карбюраторный двигатель должен устойчиво работать при 400-600 об/мин коленчатого вала.
При необходимости регулируют момент открытия клапана экономайзера, ход насоса ускорителя, датчик ограничителя максимальной частоты вращения.
У дизельного двигателя проводят регулировку топливного насоса высокого давления и форсунок. Количество топлива, подаваемого
3.11 Измерение шума автомобиля
В процессе эксплуатации автомобилей наблюдается шум двух видов: шум, воздействующий на водителя и пассажиров (так называемый внутренний шум), внешний шум (особенно при высокой плотности движения автомобилей), оказывающий неблагоприятное влияние на окружающую среду. Общий шум, создаваемый автомобилем, обусловлен взаимодействием многочисленных его источников, определение «вклада» каждого из которых представляет сложную экспериментальную задачу. Основные источники шума движущегося автомобиля — двигатель и его системы, различные агрегаты и вспомогательное оборудование, вибрация элементов кузова, а также потоки обтекающего воздуха.
Все источники шума автомобиля можно подразделить на следующие группы: источники аэрогазодинамического, механического, гидромеханического и электрического происхождения.
Наиболее высокие составляющие шума автомобилей обусловлены работой двигателя. Как правило, уровни шума от основных источников соизмеримы, поэтому задача по определению общего уровня шума должна решаться путем комплексного похода. Необходимы четкое представление о природе возникновения шума от каждого источника и рациональный подход к снижению его уровня.
Основной физической характеристикой шума является амплитудный спектр, показывающий распределение амплитуд звукового давления в частотном диапазоне. Интенсивность звукового давления изменяется в очень широких пределах, поэтому на практике ее выражают в логарифмических относительных единицах — децибелах (дБ).
В процессе экспериментальных исследований путем непосредственных измерений определяют значения следующих величин: уровня звукового дав-ления в полосах спектра (дБ), суммарного корректированного уровня звукового давления — уровня звука (дБА).
В зависимости от решаемых задач различают акустические испытания ав-томобилей оценочные, диагностические и специальные.
Оценочные испытания служат для сравнения различных моделей автомобилей по уровню излучаемого шума и для определения его соответствия существующим международным и союзным стандартам.
Как правило, такие испытания проводят на прямом, гладком и сухом участках асфальтобетонной дороги. Условия дорожных испытаний: в радиусе 50 м от места замеров не должно быть каких-либо отражающих препятствий (здания, лес и т. д.); скорость ветра — не более 1,5 м/с; отсутствие атмосферных осадков; положительная температура окружающего воздуха; нормальное атмосферное давление. Уровень окружающего шумового фона должен быть на 10 и более децибел ниже измеряемого уровня. Все форточки и окна автомобиля должны быть закрыты, отопительные и климатические установки включены, а заслонки для распределения воздушного потока установлены в положение, соответствующее максимальному шуму от них.
Внешний шум легковых и грузовых автомобилей оценивают при их интенсивном разгоне на второй передаче (если коробка передач имеет четыре и менее ступеней) на мерном участке ровной дороги длиной 20 м. К мерному участку автомобиль, оснащенный механической коробкой передач или автоматической коробкой передач с ручным переключателем управления, приближается с постоянной скоростью, соответствующей наименьшей из следующих: 0,75 nном (nном — номинальная частота вращения коленчатого вала двигателя); 50 км/ч. В момент пересечения начальной линии мерного участка А-—А педаль управления дроссельной заслонкой или подачей топлива резко перемещают в положение, при котором обеспечивается максимальная его подача. После пересечения конечной линии мерного участка В — В педаль резко переводят в положение, соответствующее минимальной подаче топлива.
Автомобили с автоматической коробкой передач без ручного переключателя должны приближаться к началу измерительного участка в последовательных заездах с установившимися скоростями 30, 40, 50 км/ч. За результат испытаний принимают наибольшее из значений уровня шума, полученных при измерениях в разных заездах.
Если коробка передач имеет более четырех передач, заезды проводят последовательно на второй и третьей передачах, а за результат испытаний при-нимают среднее арифметическое значение уровней шума в заездах. Грузовые автомобили полной массой свыше 3500 кг, автопоезда и автобусы, которые имеют механическую коробку передач с общим числом передач переднего хода N, испытывают последовательно на передачах от N/2 до N-й при четном N или от (N+l)/2 до N-й. при нечетном.
Во всех случаях уровень шума фиксируется микрофонами, установленными на высоте 1,2 м от поверхности дороги на расстоянии 7,5 м от линии движения с обеих сторон. За окончательный результат испытаний принимают максимальное из значений уровня шума,, полученных не менее чем в трех заездах в каждом направлении.
С целью получения данных, необходимых для анализа уровня шума тран-спортных средств в условиях эксплуатации, проводят измерение внешнего шума на неподвижном транспортном средстве. Для этого выбирают гладкую и чистую площадку с асфальтобетонным покрытием, вблизи которой не должно быть объектов, отражающих звук. Рычаг переключения коробки передач должен находиться в нейтральном положении. При измерении уровня шума частоту вращения коленчатого вала двигателя устанавливают равной 0,75nном, а затем педаль управления подачей топлива быстро переводят в положение, соответствующее минимальной его подаче.
Уровень шума измеряют в течение всего периода уменьшения частоты вращения коленчатого вала двигателя. За результат измерения принимают максимальное показание шумомера.
Измерительный микрофон устанавливают на высоте расположения вы-пускной трубы глушителя (но не менее 0,2 м от уровня дороги) на расстоянии 0,5 м от ее отверстия. За результат испытаний принимают наибольшее из значений уровня шума, полученных в трех измерениях.
Внутренний шум автомобиля оценивают при его разгоне на высшей пере-даче до скорости, соответствующей на-именьшей из следующих: 120 км/ч; 0,9 nном. Если при частоте вращения вала двигателя 0,9 nном. скорость автомобиля превышает 120 км/ч, измерения проводят при движении на более низкой передаче, но не ниже третьей, если коробка передач имеет четыре и более передач, и не ниже второй, если число передач меньше четырех.
Измерения начинают при движении автомобиля с наименьшей допустимой скоростью, но не ниже соответствующей 0,45 я„ом. Педаль управления дроссельной заслонкой резко перемещают в положение, обеспечивающее максимальную подачу топлива, удерживая ее в таком положении до достижения наименьшей из указанных скоростей автомобиля.
Уровень шума измеряют у сиденья водителя, а также над последним рядом сидений. Измерительный микрофон устанавливают на высоте (0,6± ±0,05) м над подушкой сиденья со смещением от его оси к центру автомобиля на (0,2 ±0,02) м. В каждой точке расположения микрофона проводят не вычисляют среднее арифметическое значение урон ня шума, округленное до целого числа. За окончательный результат испытаний принимают наибольшее из значений уровня шума, полученных при измерениях в точках установки микрофонов. Допустимые значения внутреннего шума автомобилей приведены в табл. 2.2.
В отличие от оценочных диагностические испытания автомобилей связаны с определением причин повышенных уровней шума. Для этого тщательно изучают весь комплекс акустических характеристик исследуемого автомобиля, их зависимость от режимов движения и работы двигателя. При этом проводят исследования спектрального и узкополосного состава шума различных систем, узлов и агрегатов.
Как правило, диагностические испытания являются комплексным исследованием, которое целесообразно проводить в период доводочных испытаний опытных образцов, так как на этой стадии возможны изменение и доработка конструкций с целью улучшения шумовых характеристик автомобиля.
К специальным испытаниям можно отнести такие, которые направлены на уменьшение шума от какого-либо узла иди агрегата (например, глушителей выпуска и впуска, шин, вентилятора и т. д.). При этом измерительный микрофон располагают в характерных для каждого конкретного случая точках звукового поля.
Диагностические и специальные акустические испытания автомобилей, как правило, ведут в дорожных или лабораторных условиях на специально оборудованных стендах. В зависимости от объекта исследований и поставленных целей возможно их проведение на открытых площадках, в звукомерных (заглушённых или реверберационных) камерах.
Для выполнения акустических измерений и абсолютной оценки шума от различных источников предпочтительными являются условия свободного звукового поля. При лабораторных исследованиях такие условия можно создать в заглушённой камере, где, как и в свободном звуковом поле, звуковое давление обратно пропорционально расстоянию до источника шума и уменьшается на 6 дБ при удвоении этого расстояния. Используют камеры двух типов — с жестким полом и излучением звука по полусфере, а также с поглощающим полом и излучением звука по сфере. Во втором случае объект исследований устанавливают на специальном сетчатом полу (как бы подвешивают в камере). Это дает возможность более точно определять влияние отдельных источников шума, однако усложняет конструкцию камеры и несколько искажает шумовой фон работы автомобиля в реальных дорожных условиях.
Размеры заглушённой камеры зависят от габаритов исследуемого объекта, а также от требуемой точности измерений.
Для эффективного поглощения звука стенами камеры последние облицовывают звукопоглощающим материалом. При этом необходимо обеспечивать плавный переход от малого акустического сопротивления воздуха к большому акустическому сопротивлению звукопоглощающего материала. Такое условие удовлетворяется за счет применения объемных поглотителей с постепенно увеличивающимся акустическим сопротивлением по мере приближения к стене камеры. На практике для этого используют цельноформованные клинья различной, длины или сборные конструкции из кубиков разных размеров, имеющие также клиновую конфигурацию. Материалы, из которых изготавливаются звукопоглощающие конструкции,—пенополиуретан, стекловолокно, минеральная вата и другие пористые негорючие материалы, характеризующиеся высоким коэффициентом звукопоглощения. Камера должна иметь также достаточно эффективную звуко- и виброизоляцию. Исходными данными при выборе конструкций фундамента, стен и характеристик применяемых материалов являются уровень собственных шумов в камере и интенсивность шума от источников, расположенных за ее пределами. Для обеспечения работы автомобиля камера должна быть оборудована мало-шумными системами приточной и вытяжной вентиляции, а в некоторых случаях и системой водоснабжения.
Средстватехническогодиагностированиядвигателя
Методы диагностирования двигателей, в равной степени как и других агрегатов транспортного средства, можно подразделить на две группы: субъективные и инструментальные. Последние методы могут быть, в свою очередь, подразделены на методы с использованием встроенных приборов в системе транспортного средства и методы с использованием внешних приборов.
Субъективные методы диагностирования основаны на анализе и систематизации внешних признаков работы двигателя. Так, по цвету отработавших газов, подтеканиям топлива, масла и охлаждающей жидкости, характеру шума и т.п. можно определить причину той или иной неисправности. Положительный фактор субъективных методов низкая трудоёмкость диагностирования без применения средств измерений (датчиков и измерительных приборов). Однако результаты диагностирования во многом зависят от квалификации обслуживающего персонала, т.е. чем опытнее водитель и механик, тем быстрее они смогут отыскать причину и устранить неисправность. К сожалению, до сих пор во многих эксплуатирующих организациях отсутствует надлежащий опыт, что порой приводит к необоснованным заменам агрегатов на двигателях или отправке их в капитальный ремонт и даже к авариям, которых можно было бы избежать.
Инструментальные методы диагностирования являются наиболее объективными методами, т.к. при диагностировании применяются измерительные приборы, позволяющие количественно измерять диагностические параметры, а по их значениям оценивать техническое состояние двигателя.
Встроенными средствами диагностирования являются входящие в конструкцию автомобиля или трактора датчики, устройства измерения, микропроцессоры и устройства отображения диагностической информации.
Простейшие встроенные средства диагностирования реализуются в виде традиционных приборов на панели (щитке) перед водителем, позволяющих ему контролировать работу двигателя по температуре охлаждающей жидкости, давлению масла в главной магистрали, частоте вращения коленчатого вала, давлению наддувочного воздуха и т.п.
Другим методом инструментального диагностирования является диагностирование с помощью внешних приборов (датчиков и измерителей), не входящих в конструкцию автомобиля или трактора. Этот метод диагностирования применяется для определения истинных значений диагностических параметров и контроля показаний штатных приборов автомобиля или трактора. В зависимости от устройства и технологического назначения внешние приборы могут быть стационарными или переносными. Стационарные приборы устанавливаются на специализированных участках, постах ТО и ремонта. Переносные приборы используются, как правило, при проведении диагностирования двигателей в составе автомобиля или трактора непосредственно в эксплуатационных условиях. С помощью переносных приборов измеряют давление, температуру, шумность, частоту вращения и другие параметры узлов и агрегатов двигателя.
Внешние приборы обеспечивают получение и обработку информации о техническом состоянии двигателя и уровне его эксплуатационных свойств, необходимой для управления выполнением ТО и ТР.
Следует отметить, что несмотря на широкое развитие методов инструментального диагностирования за последние годы, достоверная оценка состояния основных узлов двигателя, определяющих их надёжность и безотказность, пока невозможна. Практически до сих пор нет средств для полной оценки состояния подшипников коленчатого вала и шатуна, деталей ЦПГ и механизма газораспределения (ГРМ) и т.п.
При диагностировании двигателя производят его осмотр и опробование пуском, измерение мощности и проверку технического состояния кривошипно-шатунного механизма, а также механизма газораспределения. Осмотр и опробование двигателя пуском обеспечивают визуальное обнаружение подтеканий масла, топлива или охлаждающей жидкости, оценку легкости пуска и равномерности работы, дымления на выпуске. Прослушивая работу двигателя, следует установить, нет ли резких шумов и стуков. При такой проверке можно выявить очевидные дефекты двигателя до проведения углубленного диагностирования.
Практика показывает, что в большинстве случаев течи можно устранить подтягиванием соединений или заменой поврежденных прокладок. Повышенное дымление на выпуске дизеля или увеличенное содержание СО в отработавших газах бензинового или газового двигателя чаще всего возникает из-за неисправности топливной аппаратуры. Стуки и резкие шумы могут быть вследствие износа поршневых пальцев, отверстий в бобышках поршней и во втулках верхних головок шатунов, износа вкладышей шатунных и коренных подшипников. Они появляются и при задирах поверхностей цилиндров и поршней, а также при увеличении тепловых зазоров в приводе клапанов или поломке клапанных пружин.
Назначением ТО-1 и ТО-2 является выявление и предупреждение отказов и неисправностей механизмов и систем двигателя путем своевременного выполнения контрольно-диагностических, смазочных, крепежных, регулировочных и других работ.
Значительный объем работ при ТО-1 приходится на контроль и восстановление затяжки резьбовых соединений, крепящих оборудование, трубопроводы и приемные трубы глушителя, а также сам двигатель на опорах.
При ТО-2 проверяют и при необходимости подтягивают крепление головок цилиндров, регулируют тепловые зазоры в механизме газораспределения. Проверяют и регулируют натяжение ремней привода генератора и т.п.
Смазочные работы при ТО выполняются в соответствии с таблицей (картой) смазки.
Углубленное диагностирование выполняют на стенде с беговыми барабанами, который монтируется на осмотровой канаве. Этот пост включает в себя пульт управления, вентилятор, а также нагрузочное устройство и приборы, необходимые для диагностирования. На посту можно определить мощность двигателя и расход топлива, количество газов, прорывающихся в картер (газовым счетчиком).
Для прослушивания стуков двигателей используют стетоскопы. Необходимо иметь в виду, что распознавание по характеру стуков неисправностей двигателя требует больших навыков.
Компрессию двигателя (максимальное давление в цилиндре) определяют компрессометром при проворачивании коленчатого вала стартером,вставив резиновый конусный наконечник компрессометра в отверстие для форсунки или свечи зажигания. Компрессограф снабжен самописцем для записи давления по цилиндрам. Чтобы получить достоверные результаты, компрессию определяют на прогретом двигателе, демонтировав с него все свечи зажигания или форсунки. Заданную частоту вращения вала следует обеспечивать исправной заряженной аккумуляторной батареей, перед измерением компрессии в каждом цилиндре стрелку манометра необходимо устанавливать в нулевое положение.
Минимально допустимая компрессия для дизелей около 2 МПа, а для бензиновых и газовых двигателей она зависит от степени сжатия и составляет 0,60…1,00 МПа. Разность показаний манометра в отдельных цилиндрах не должна превышать 0,2 МПа для дизелей и 0,1 МПа – для бензиновых и газовых двигателей. Резкое снижение компрессии (на 30…40%) указывает на поломку колец или залегание их в поршневых канавках.
Востановлениедеталейподремонтныйразмер
В авторемонтном производстве широко применяется восстановление деталей под ремонтный размер. Этот способ прост в осуществлении и доступен не только для стационарных ремонтных предприятий, но и для подвижных ремонтных мастерских. Сущность способа восстановления деталей под ремонтный размер состоит в том, что с поверхности одной из деталей (более дорогостоящей, как правило,— базовой) снимается слой металла — припуска на устранение искажения геометрической формы, и получают новый ремонтный размер: меньшего диаметра для вала и большего для деталей класса «полые цилиндры» по отношению к номинальному размеру диаметра детали. Другая сопряженная деталь заменяется новой, имеющей тот же ремонтный размер. Для обеспечения посадки деталей в сопряжении (зазора или натяга) базовую восстанавливаемую деталь необходимо восстанавливать с учетом обеспечения зазора или натяга при сопряжении деталей. Ремонтный размер диаметра гильзы цилиндра больше ремонтного размера поршня того же ремонтного размера на величину зазора.
Ремонтные размеры подразделяются на стандартные, свободные (пригоночные) и регламентированные.
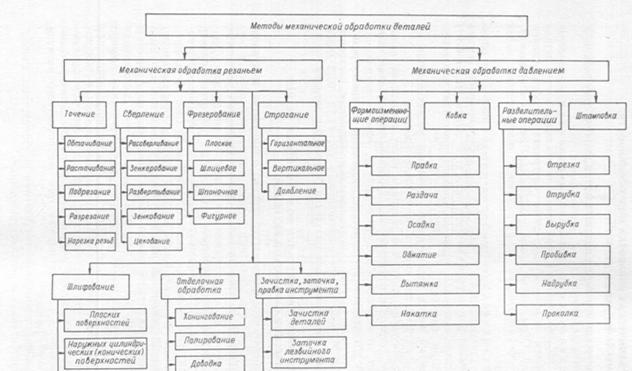
Рис. 15. Методы и виды механической обработки деталей
Стандартные (категорийные) ремонтные размеры — это такие отличные от номинальных размеры деталей, которые определяются ремонтными размерами сопряженных деталей, выпускаемых заводами-изготовителями машиностроительного производства. Так, выпускаемые заводами промышленности поршни и кольца определяют ремонтные размеры гильз цилиндров и цилиндров блоков ДВС и компрессоров; вкладыши коленчатого вала — ремонтные размеры шеек коленчатого вала. Стандартные (категорийные) ремонтные размеры указываются в «Технических условиях на контроль, сортировку и восстановление деталей».
Свободные ремонтные размеры, получаемые механической обработкой детали до получения правильной геометрической формы и требуемой шероховатости поверхности, по размерам строго не регламентируются, и их размеры ограничиваются только минимальной величиной. Посадка сопряженной детали (зазор) достигается путем выполнения регулировочных работ. Например, кулачки распределительного вала восстанавливаются шлифованием по копиру под свободный ремонтный размер. Компенсация увеличения зазора между клапанами и носками коромысел достигается за счет уменьшения его регулировочным болтом. Минимальный размер кулачка ограничивается величиной выступа тыльной части кулачка над поверхностью вала (0,05 мм). Под свободный ремонтный размер восстанавливаются изношенные поверхности фасок тарелок, седел и торцов клапанов, нажимные диски сцепления и другие детали.
Схема восстановления ремонтных размеров вала и гильзы цилиндра ДВС показана на рис. 16. Минимальный размер диаметра вала и максимальный размер диаметра отверстия цилиндра определяются прочностью вала или стенок цилиндра и минимальной толщиной слоя термической обработки поверхностного слоя детали. Восстановление деталей под ремонтный размер осуществляется в соответствии с разработанными рабочими технологическими процессами.
Для восстановления базовых деталей ДВС — гильз цилиндров и шеек коленчатых валов — механической обработкой под ремонтный размер расчет производят в следующей последовательности:
– определяют наибольший и наименьший размеры диаметров гильз цилиндров и шеек коленчатого вала; на основании ТУ на контроль, сортировку и восстановление деталей по наибольшему размеру диаметра цилиндра и наименьшему размеру диаметра шеек коленчатого вала определяют ближайший ремонтный размер;
– после выбора ремонтного размера определяют режимы обработки растачиванием, скорость резания, глубину резания, подачу, частоту вращения шпинделя, число проходов и основное машинное время.
Скорость резания ир определяется по табличным данным в зависимости от вида обрабатываемого материала и по графику в зависимости от необходимой шероховатости поверхности детали.
К режимам шлифования относятся окружная скорость вращения шлифовального круга, поперечная и продольная подачи. Поперечная подача (глубина шлифования) выбирается по справочникам и находится в пределах 0,05- 0,08 мм в зависимости от материала и размера детали. Продольная подача (путь перемещения шлифовального круга за один его оборот), скорость шлифования и частота вращения шлифовального круга определяются аналогично точению.
Рис. 16. Восстановление деталей под ремонтный размер
Перспективные направления совершенствования механической обработки и повышения качества восстанавливаемых деталей.
Совершенствование механической обработки осуществляется по трем направлениям:
– совершенствование технологических процессов восстановления деталей;
– применение в ремонтном производстве современного высокопроизводительного промышленного и специализированного оборудования;
-применение новых методов обработки деталей и новых видов инструмента.
Технологические процессы совершенствуются путем повышения точности обработки деталей, при оснащении оборудования подшипниками, не подлежащими износу (например, подшипниками с воздушной смазкой, гидравлической смазкой), повышения производительности технологических процессов (увеличение скоростей резания при обработке деталей резанием, сокращение вспомогательного времени) внедрения плазменно-механической обработки деталей.
В авторемонтном производстве в настоящее время применяется следующее высокопроизводительное оборудование с числовым программным, управлением: токарно-винторезные станки с ЧПУ типа 16К20Т в комплекте с роботами; фрезерные станки с ЧПУ; станки типа «обрабатывающий центр»; многошпиндельные алмазно-расточные станки с наладочным устройством и ЧПУ типа 1295 и 1296; специальные станки для шлифования коленчатых валов с гидропередачей шлифовальной бабки и гидроприжимом типа 3B423; специальные копировальные станки для восстановления кулачков распределительных валов типа 3M423 и гибкие автоматизированные линии ГАП.
Внедрение в авторемонтное производство новых методов механической обработки позволяет повысить эффективность процессов восстановления деталей. К этим методам относятся резание, совмещенное с пластическим деформированием и действием электроэрозии; резание, совмещенное с действием магнитного поля — магнитно-абразивное полирование; холодное пластическое деформирование — раскатывание, обкатывание, выглаживание, виброобкатывание и т. д.
Совершенствование механической обработки при применении новых видов инструмента достигается резцами, шлифовальными кругами, хонинговальными брусками, полировальными лентами, пастами из синтетических материалов (кубического нитрида бора— эльбора-3), алмазами, съемными твердосплавными пластинами из вольфрамовых ТН-20 и термита.
Восстановление деталей с помощью дополнительных ремонтных деталей
В ремонтной практике применяют несколько способов восстановления деталей.
Способ ремонтных размеров. Одну из изношенных деталей сопряжения, обычно более дорогую или сложную, механически обрабатывают до установленного размера, а другую деталь заменяют восстановленной или новой, изготовленной также под ремонтный размер.
Способ дополнительных ремонтных деталей. Применяют при использовании заранее изготовленных деталей, которые устанавливают на специально подготовленные поверхности отверстий или валов и таким образом заменяют изношенную часть детали (вкладыши шатунов, поршни, поршневые кольца и др.).
Устранение дефектов давлением. Основано на использовании пластических свойств материала деталей. Применяют для восстановления размеров изношенных поверхностей под подшипники (накатка поверхности), усталостной прочности и жесткости (обработка пружин профилированным роликом) и деформированных деталей (втулок и др.).
Устранение дефектов гальваническим и химическим наращиванием металла (хромирование, осталивание, меднение, цинкование). Отсутствие нагрева детали и структурных изменений в металле, что выгодно отличает этот способ от других (сварки, наплавки и др.).
Электроискровой и плазменный способы. Для легирования и наращивания изношенных поверхностей деталей, более дорогих и трудоемких в изготовлении.
Пайка. Ликвидируют трещины и используют при ослаблении прочности спая в агрегатах электрооборудования.
Сварка и наплавка — наиболее распространенный способ восстановления деталей. Это объясняется возможностями восстанавливать детали, изготовленные из различных металлов и имеющих самые разнообразные дефекты. )
Дефекты деталей из алюминиевых сплавов (трещины, пробоины, обломы, изношенные поверхности отверстий) можно устранять электродуговой сваркой с применением электродов марки ОЗА-2. Электроды хранят в сухом вентилируемом помещении; не использованные в пределах одного месяца со дня их изготовления электроды перед употреблением необходимо прокаливать при температуре 22О...23О°С в течение 1 ч. Для заварки трещины вырубают неглубокую канавку по всей длине трещины. Шлаки, покрывающие шов, после сварки смывают водой и одновременно очищают металлической щеткой. Перед сваркой деталь необходимо предварительно подогреть до 15О...25О°С.
При восстановлении деталей мотоциклов из алюминиевых сплавов используют электроды диаметром 3...5 мм. Сила тока должна
быть 125...160 А, длина дуги равна диаметру электрода, скорость сварки — 0,4...0,6 м/мин.
Восстановление деталей эпоксидными композициями и клеем.
Используемые для ремонта деталей способы, в частности электро-и газовая сварка, наплавка, хромирование, металлизация, требуют специального оборудования и производственной базы и поэтому часто неприемлемы для водителя. Эпоксидные смолы и на их основе различные композиции и клеи можно использовать для ремонта в полевых условиях и в ряде случаев без демонтажа агрегатов и узлов. Рассмотрим эти методы более подробно.
Эпоксидными композициями можно восстанавливать следующие детали: картер двигателя и его крышки, головку цилиндра и ее крышку, поддон картера, картер коробки передач и его крышки, корпус карбюратора, топливный бак, грязевые щитки и кузов тележки (пробоины и трещины). Можно также ремонтировать изношенные поверхности в сопряжениях вал — подшипник, подшипник — гнездо подшипника и закреплять ослабевшие шпильки и штифты.
Ремонтируемая деталь должна быть предварительно очищена от ржавчины и грязи механическим или химическим способом. Механическую очистку производят шабером, напильником, наждачной бумагой, шлифовальным кругом или обработкой на металлорежущих станках. Химически очищают (обезжиривают) ацетоном, бензином Б-70 или растворителями № 646 или № 648 и РДВ. При обезжиривании следует применять только волосяные кисти или щетки.
Во всех случаях для улучшения механического сцепления эпоксидной композиции с ремонтируемыми поверхностями последние обрабатывают с повышенной шероховатостью.
Иногда на поверхности ремонтируемой детали наносят зубилом неглубокие насечки по трещине или вокруг пробоины. Отверстия или кан-авки закрывают паклей или асбестовым шнуром. После такой подготовки обезжиривают, затем выдерживают деталь при температуре 18...23°С в течение 5 мин до полного высыхания растворителя. Подготовленность поверхности определяют с помощью капли воды: если вода расплывается и смачивает поверхность, то сцепление ее с эпоксидным составом будет хорошим.
При заделке на детали трещины поверхность вокруг нее зачищают на 10...15 мм и притупляют кромки, на очищенные и обезжиренные края трещины наносят шпателем эпоксидную композицию, затем накладывают заплату из стеклоткани (или другого плотного хлопчатобумажного полотна) толщиной 0,3...0,4 мм и прикатывают роликом, как указано на рисунке 1. На заплату и поверхность детали наносят второй слой композиции и накладывают вторую заплату и т. д. Всего на пробоину накладывают 3—8 слоев ткани, последний слой покрывают композицией. После полного отвердения неровности обрабатывают наждачным кругом.
В случае установки на пробоину металлической накладки толщиной 0,5...0,8 мм по контуру пробоины просверливают отверстия диаметром 1,5...2,0 мм (рис. 2) и зачищают накладку и поверхность детали вокруг пробоины. Затем обезжиривают кромку пробоины, зачищенный участок поверхности пробоины и металлическую наклад-
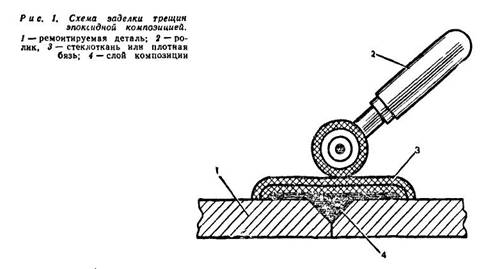
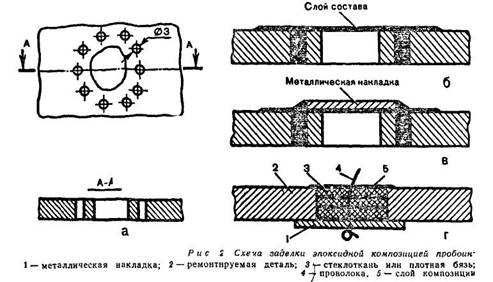
ку, для чего тщательно протирают эти поверхности ацетоном или бензином Б-70 и просушивают в течение 5 мин. После этого составом, приготовленным на основе компаунда К-П5, заполняют все отверстия, наносят его тонкий слой на зачищенную поверхность вокруг пробоины (рис. 2, б) и на металлическую накладку и накладывают последнюю на пробоину (рис. 2,в).
Иногда на металлическую накладку кладут еще несколько накладок из стеклоткани, с прикаткой роликом (рис. 2,г).
Для заделки пробоин и трещин на картерах и других деталях целесообразно применять эпоксидный компаунд К-П5
(СТУ 30—14148—63) с наполнителями. Состав композиции (в весовых частях): компаунд К-П5-12, наполнитель (один из следующих номеров): 1) стальной порошок—10 и графит — 2; 2) графит — 7; 3) слюда молотая — 6; 4) алюминиевая пудра — 4,5. Отвердитель — АФ-2 (ТУ 264—70).
Композицию приготовляют непосредственно перед употреблением, так как при введении в нее отвердителя может произойти ее разогрев и быстрое отвердение. Композицию желательно готовить в плоских металлических, картонных или пластмассовых противнях в количестве, необходимом для разового применения (150...200 г), так как срок годности ее не более 35...40 мин. При изготовлении композиции из эпоксидной смолы последнюю подогревают в водяной ванне до температуры 5О...6О°С и заливают в противень, так чтобы толщина слоя была не более 10...15 мм. После этого в нее при тщательном перемешивании в течение 5 мин вводят пластификатор — дибу-тилфтолат. К полученной смеси добавляют наполнитель, перемешивают еще 5 мин и охлаждают до температуры 18...23°С, а затем частями вводят отвердитель в смесь и тщательно перемешивают в течение 4...5 мин.
Наносить композицию на ремонтируемую деталь и накладку следует только деревянным, металлическим или резиновым шпателем. Затвердевает композиция в зависимости от температуры среды. При температуре 18...23°С выдержка дается в течение 24...36 ч, при 60°С — 2...3 ч и при 100°С —0.5...1 ч.
Для ремонта изношенных поверхностей деталей, работающих в сопряжениях вал — подшипник, подшипник — гнездо подшипника, и для закрепления ослабевших шпилек и штифтов рекомендуются эпоксидные пасты, не стекающие с вертикальной стенки при температуре 18...23°С. Для приготовления пасты в эпоксидную смолу вводят один из наполнителей в количестве, указанное в таблице 2.
|
Таблица 2. |
Составы эпоксидных паст, % от массы смолы |
|
|
Наполнитель |
Смола ЭД-16 |
Смола ЭД-20 |
|
Железный порошок Графит Алюминиевая пудра Бронзовая пудра Кварцевая мука Портландцемент |
200 80 25 130 230 200 |
160 40 20 80 150 120 |
Возможно также применение других наполнителей и их смесей. Для предупреждения стекания пасты (при недостаточной ее вязкости и значительной толщине слоя) на нанесенный слой накладывают бумагу. Указанные пасты особенно эффективны при восстановлении деталей с небольшими износами (неболее0,3мм),т.е. износами посадочных мест под подшипники.

Для восстановления отверстий в картерах двигателя, коробки передач, задней передачи, в ступицах колес и в других местах рекомендуется также композиция следующего состава: эпоксидная смола 100 частей; алифатическая смола (ДЭГ-1) — 10; полиэтилен-полиамин— 13,5; графит — 30; стальной порошок—100 и аэросил — 3...4 части.
Восстановление клеем сопряжения подшипник — гнездо возможно только в случае, когда зазор между ними не превышает 0,1...0,2 мм. При восстановлении гнезд под подшипники клей наносят тонким слоем на предварительно обезжиренную поверхность гнезда и подшипника, затем устанавливают подшипник в гнездо и выдерживают 24 ч при температуре 18...23°С или 3 ч при температуре 60 °С.
Для этих иелей рекомендуются клеи: ВС-ЮТ, ВС-350 и ВК-32-200. Область применения клеев при ремонте представлена на рисунке 3.
Восстановлениедеталейсваркойинаплавкой
В эксплуатационных и ремонтных предприятиях сварка и наплавка нашли самое широкое применение из-за простоты, надежности и экономической целесообразности. При восстановлении изношенных и поврежденных деталей подвижного состава использование и распространение получили ацетилено-кислородная (газовая) и электродуговая сварка и наплавка. Детали подвижного состава преимущественно изготовляют из серого и ковкого чугуна, конструкционных углеродистых и легированных сталей, а также из алюминия. Основными дефектами деталей, устраняемыми при ремонте, являются трещины, износ, отколы и повреждения резьбы. Устранение дефектов требует разных приемов сварочных и наплавочных работ из-за различия свойств используемых материалов, проявляемых после воздействия высокой температуры.
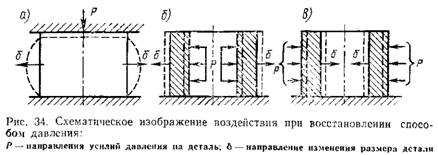
Серый чугун неоднороден по составу, имеет графитовые включения, большое содержание углерода и кремния, обладает низкой пластичностью и необратимостью изменения объема при нагреве (рост чугуна). Ковкий чугуи при высокой температуре переходит в белый, при этом теряет пластичность и приобретает хрупкость, что особенно проявляется в зоне сварного шва.
Углеродистые и легированные стали под влиянием высокой температуры, сопровождающей процесс сварки, утрачивают часть своих механических свойств, так как легированные присадки от высокой температуры образуют в поверхностном слое тугоплавкие окислы; в специальных сталях происходит самозакаливание и рост внутренних напряжений, что способствует возникновению поверхностных трещин.
 диаметр электрода. Ионизирующие обмазки обеспечивают устойчивое горение электрической дуги и при сварке требуют пониженного напряжения. Обмазка может готовиться непосредственно в сварочном отделении и состоять из смеси 80% мела и 20% жидкого стекла, нанесенной тонким слоем па электродную проволоку.
диаметр электрода. Ионизирующие обмазки обеспечивают устойчивое горение электрической дуги и при сварке требуют пониженного напряжения. Обмазка может готовиться непосредственно в сварочном отделении и состоять из смеси 80% мела и 20% жидкого стекла, нанесенной тонким слоем па электродную проволоку.
Качественная обмазка электродов выполняется специализированными предприятиями и содержит компоненты, легирующие наплавленный металл шва и замедляющие процесс его охлаждения. Электроды с такой обмазкой делят в зависимости от химического состава и твердости наплавленного металла па типы, а в зависимости от химического состава покрытия на марки. Наплавка представляет собой процесс нанесения слоя расплавленного присадочного металла на поверхность детали с целью восстановления ее или достижения необходимых геометрических размеров и формы. Способ наплавки зависит от материала детали, возможности достижения требуемой поверхностной твердости и обеспечения условий работы детали, величины и характера износа восстанавливаемой поверхности, последующей механической обработки и технико-экономического обоснования целесообразности выбора способа наплавки.
Наплавка включает в себя процесс подготовки детали, непосредственно наплавку и последующую механическую обработку. Для подготовки поверхности к наплавке (преимущественно посадочных мест, имеющих небольшой износ) требуется снять с поверхности слой металла в 23 мм. Это вызвано тем, что прн небольшом износе после механической обработки остается очень малый слой присадочного материала со структурно неоднородным составом н плохими механическими характеристиками. Граничный слой основного металла детали также утрачивает некоторые механические качества. Для достижения целей восстановления необходимо, чтобы поверхность восстановленной детали находилась по возможности дальше от границы соединения основного и присадочного материалов. Если предварительно снять небольшой слой с поверхности детали, после механической обработки наплавленной поверхности рабочая поверхность сопряжения будет содержать металл требуемого или допустимого качества. Наплавка ведется с перекрытием сварного валика, что обеспечивает однородность наплавленного слоя и исключает такие дефекты, как иепровары, кратеры, шлаковые включения. Наплавку цилиндрических деталей значительной длины следует вести короткими продольными швами для снижения внутренних напряжений, поворачивая детали на 180° после наложения каждого валика (для целей выравнивания деформаций). Наплавка многослойными швами нежелательна, так как в этом случае происходит сварка присадочного металла с присадочным, что ухудшает механические свойства наплавленного слоя. При электродуговой сварке может использоваться переменный и постоянный ток (прямой и обратной полярности). Наиболее высокое качество наплавленного слоя достигается при использовании постоянного тока обратной полярности (деталь плюс, электрод минус). Силу постоянного тока, необходимую для сварки, можно определить приближенно:
 где d диаметр электрода, мм. После наплавки выполняется механическая обработка деталей резанием на токарных стайках, чем достигаются необходимые геометрические размеры и нужная степень шероховатости поверхности.
где d диаметр электрода, мм. После наплавки выполняется механическая обработка деталей резанием на токарных стайках, чем достигаются необходимые геометрические размеры и нужная степень шероховатости поверхности.
Так как надежность восстановительных работ способом сварки и наплавки зависит при отлаженных технологических операциях и от свойств осиовного металла детали, то необходимо знать специфические приемы выполнения этих работ. При сварке деталей из серого чугуна возникающие внутренние напряжения от высокого местного нагрева и быстрого охлаждения могут привести к возникновению трещин по шву или к отбеливанию чугуна, особенно в тонкостенных деталях. Поэтому сварку рекомендуется вести с предварительным равномерным подогревом, желательно без непосредственного воздействия пламени, и последующим медленным охлаждением. Нагрев до температуры 600650° С при ацегиленово-кислородной сварке и до 400 450° С при электродуговой и медленное охлаждение предотвращают отбеливание, образование отдельных закаленных участков и трещин. Для предотвращения остывания деталь покрывают листовым асбестом, а сварку ведут нижним швом во избежание растекания расплавленного чугуна. Газовую сварку (рис. 35) рекомендуется вестн нейтральным пламенем или с небольшим избытком ацетилена. В качестве присадочного материала используются чугунные прутки марки А с флюсом, изготовленным на основе буры или специальными электродами марки ОМЧ. При сварке серого чугуна без предварительного подогрева пользуются электродами из малоуглеродистой стали, медными электродами или электродами из монельметалла (сплав меди с никелем). При сварке деталей из ковкого чугуна для предотвращения отбеливания ее ведут при пониженной температуре. В качестве электродов используют латунные стержни марки Л и моиель-металл. Сварку алюминия и его сплавов ведут преимущественно газовым пламенем, но не исключается и применение электрической дуги. Тугоплавкость окислов, алюминия, превышающая в три раза температуру его плавления, препятствует сварке алюминия. Окислы алюминия в процессе сварки необходимо растворить, что достигается применением специальных флюсов типа АФ. В качестве присадочного металла используют алюминий того же состава, что и основной металл. Основной металл в зоне шва целесообразно предварительно нагреть до температуры 200250° С и произвести отжиг после сварки при 300350° С. При сварке деталей из легированных или термически обработанных деталей электроды выбирают применительно к марке стали деталей. Покрытия применяемых электродов содержат газон шлакообразующие легирующие вещества и раскислители. Связывающим веществом всех покрытий электродов является жидкое стекло. Качество сварки и наплавки зависит от режима, который выбирается в зависимости от размеров, конструкции и химического состава основного металла, а также от материала электрода. Режим сварки позволяет в широких пределах изменять степень участия основного и присадочного металлов в образовании сварного валика. Диаметр электрода должен соответствовать толщине ос


Повысить качество сварного шва и материала наплавки можно, применив струю углекислого газа для предотвращения доступа кислорода и азота воздуха к расплавленному металлу. Максимальный диаметр присадочного электрода при сварке в среде углекислого газа не должен превышать 3 мм. Сварка в среде углекислого газа ведется плавящимися и неплавящимися электродами. При не-плавящнхся электродах (угольных или вольфрамовых) используют присадочные прутк из проволоки.
Для получения пластичного наплавленного слоя высокого качества применяют наплавку под флюсом, что обеспечивает наиболее полную защиту расплавленного металла от кислорода и азота
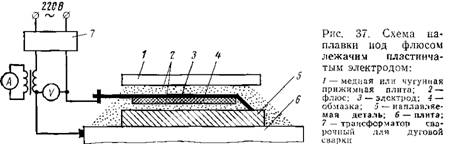
воздуха (рис. 36). Наплавку под флюсом можно вести и пластинчатым электродом (рнс. 37), что технологически оправдано при большой площади наплавки и небольшой высоте слоя. Кроме того, флюс замедляет охлаждение металла и способствует удалению из расплавленного металла неметаллических частиц и газа. Наибольшее применение получили высокомарганцовистые флюсы. Широко распространена на ремонтных предприятиях наплавка вибрирующим электродом (рис. 38). Этот способ обеспечивает слабый нагрев восстанавливаемой детали и незначительную зону термического воздействия, что сохраняет почти неизменными физико-механические свойства детали. Наплавка ведется при напряжении от 12 до 22 В и токе от 80 до 300 А.
Установка содержит головку с электромагнитным вибратором и механизмом подачи присадочной проволоки. Вибрирующая головка замыкает и размыкает контур, в состав которого входит деталь и электродная проволока, создавая непрерывный контактно-дуговой процесс. Частота вибрации 50100 Гц. В зону контакта электродов подается охлаждающая жидкость для закалки наплавленного металла. Вибродуговая наплавка в принципе позволяет наращивать слой металла любой высоты. Наплавку можно вести и без охлаждающей жидкости, под флюсом и в среде защитных газов. Недостатком способа вибродуговой наплавки является образование больших остаточных напряжений, пор и мелких трещин, из-за чего не рекомендуется применять его для деталей, работающих при знакопеременных нагрузках.
Восстановление деталей пайкой
Пайка — процесс соединения деталей в твердом состоянии металлическим расплавом, образующимся из присадочного материала (припоя) непосредственно в месте пайки. Локальный подвод тепла, которым расплавляется припой и подогреваются соединяемые поверхности, производится нагретым паяльником или газовым пламенем.
При ремонте машин чаще используют легкоплавкие припои, температура плавления которых 150-450°С, и средне-плавкие (450-1100°С).
Качество пайки зависит от смачивающей способности припоя, толщины его слоя, а также от чистоты паяемых поверхностей. Чем лучше смачивающая способность, тем лучше припой заполняет стыковые участки. При этом обеспечивается и меньшая толщина слоя припоя между соединяемыми поверхностями.
В паяном соединении между основным металлом и припоем имеет место взаимное растворение металлов. В итоге усиливается химическая неоднородность металла в зоне пайки и ухудшается антикоррозийная стойкость. Влияние этого фактора тем больше, чем толще соединительный слой в паяном соединении. Меньшая химическая неоднородность обеспечивает большую прочность соединения. Поэтому пайку необходимо вести с обеспечением минимальной толщины прослойки присадочного материала, что требует правильного подбора температурного режима пайки.
Перед пайкой проводят предварительную зачистку поверхностей до металлического блеска. Однако на воздухе поверхности окисляются, а при нагреве процесс окисления усиливается. Поэтому необходима очистка от окислов соединяемых поверхностей в процессе пайки. Она достигается с помощью флюсов, которые раскисляют окислы и способствуют очистке от образующихся загрязнений.
При ремонте машин для пайки меди, латуни, бронзы и стали используют обычно бессурьмянистые оловянно-свинцовые припои ПОС 40, ПОС 30 и ПОС 10; малосурьмянистые оловянно-свинцовые — ПОССу 50-0,5, ПОССу 40-0,5, ПОССу 30-0,5 и ПОССу 25-0,5 и сурьмянистые оловянно-цинковые — ПОССу 35-2 и ПОССу 30-2. В приведенных обозначениях цифра после буквенной части указывает среднее содержание олова, а последующая за тире — содержание сурьмы 6%. Эти припои пластичны, обладают хорошей смачиваемостью, коррозийной стойкостью. Более высокую коррозионную стойкость создают припои с боль-шим содержанием олова, а лучшие пластические свойства — с большим содержанием свинца.
При пайке оловянно-свинцовистыми припоями используют флюсы на основе хлористых соединений металлов и канифоли. Большее распространение получили водные растворы хлористого цинка: 40%-ный раствор хлористого цинка; раствор хлористого цинка (10-50%) и хлористого аммония (5-10%), а также флюс- паста 15-85 и др. Они обладают высокой химической активностью.
Флюсы на основе канифоли применяют в тех соединениях, которые нельзя промыть после пайки. Остатки этих флюсов не вызывают коррозии. Часто используют канифоль и флюсы JITH- 115, ЛТН-120, ЛК-2, КС и др.
Пайку легкоплавкими припоями применяют при ремонте радиаторов, топливных баков, генераторов, электропроводов и др.
Для получения паяных соединений высокой прочности и стойкости к повышенной температуре применяют среднеплавкие припои медные, медно-цинковые и серебряно-медно-цинковые.
Медные припои марок Ml, М2, МФ1 и МФ2 хорошо смачивают поверхности, затекают в мельчайшие зазоры и дают прочные пластические соединения.
Медно-цинковые припои (латуни) марок ПМЦ-36, ПМЦ-48, ПМЦ-54, П-62 (цифры указывают процентное содержание меди) представляют собой сплавы меди и цинка. Припои ПМЦ применяются для пайки деталей, не испытывающих динамических нагрузок и вибрации ввиду недостаточной пластичности. Латуни Л-62 и Л-68 используют для пайки стали и меди, а МцН48-10, ЛК62-0.5, ЛСЖ62-06-04 — для пайки чугуна. Для пайки режущего инструмента применяют латуни ЛЖМц57-1,5-0,75, МНМц50-2.
Серебряно-медно-цинковые припои марок ПСрЮ, ПСр25, ПСр45, ПСр70 (цифры указывают процентное содержание серебра) позволяют получить соединения с высокой прочностью и пластичностью. На практике чаще применяют припои ПСр25 и ПСр45 при пайке стали, меди и ее сплавов для получения соединений с высокими механическими свойствами. Припой ПСр70 обладает высокой электропроводимостью, поэтому его используют для пайки токоведущих элементов.
Пайку среднеплавкими припоями ведут с использованием флюсов на основе буры и борной кислоты. Наиболее распространенный флюс этой группы — бура. Перед применением ее прокаливают при температуре 400-450°С. Борную кислоту, как менее активный флюс, обычно применяют в смеси с обезвоженной бурой.
Для пайки деталей из алюминиевых сплавов используют алюминиевые припои марок П590А, П755А, П550А, 34А и др. Наиболее распространен припой 34А с температурой плавления 525°С. Пайку ведут газовой горелкой с помощью флюсов марок Ф320А, Ф380А, Ф17 и других, в состав которых входят хлористый калий, хлористый литий, фтористый натрий и хлористый цинк.
Пайку среднеплавкими припоями деталей из чугуна проводят в следующей последовательности. Вначале поверхности соединяемых деталей тщательно подгоняют одну к другой и разделывают кромки под усиленные швы. Затем их подогревают до температуры 900-930 С» ацетилено-кислородным пламенем горелки, посыпают флюсом, облуживают, натирая прутком припоя (латуни), и постепенно заполняют шов. Пайку ведут окислительным пламенем. Детали при пайке нагреваются, что исключает возможность возникновения в них внутренних напряжений. Это выгодно отличает процесс пайки от сварки.

Рис. Подготовка чугунной детали при пайке латунью: S — толщина стенки.
Контакты реле-регуляторов, прерывателей припаивают серебряными или медными (медная лента Ml толщиной 0,1 мм) припоями электроконтактным способом.
Восстановлениедеталейспомощьюсинтетическихматериалов
ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ СИНТЕТИЧЕСКИМИ МАТЕРИАЛАМИ. Основные свойства эпоксидного клея. Некоторые повреждения в деталях автомобилей можно устранять эпоксидным клеем.
Эпоксидный клей характеризуется следующими положительными свойствами, способствующими его применению в ремонтной практике: процесс отвердевания происходит без применения давления, при нормальной температуре, усадка незначительна (0,1 — 0,4 %), что исключает появление внутренних напряжений; обладает хорошей прилипаемостью, а в отвердевшем состоянии образует монолитную без пористости массу; в период отвердевания эпоксидный клей (эпоксипласт) в сцеплении с металлом хорошо обрабатывается любым режущим инструментом; способ устранения повреждений эпоксидным клеем не требует специального оборудования, высокой квалификации рабочего, прост, дешев, обеспечивает хорошее качество ремонта, позволяет восстанавливать работоспособность детали в труднодоступных местах, не разбирая агрегатов.
В связи с тем что коэффициент расширения эпоксипласта значительно меньше коэффициента расширения металла и температура его расширения находится в пределах 120—130 °С, эпоксидный клей не следует применять в местах нагрева детали выше 110°С и в местах с резкими колебаниями температуры во время работы детали. Например, не следует эпоксидным клеем заделывать трещины и пробоины в камерах сгорания головки цилиндров, трещины и задиры в клапанных гнездах, восстанавливать свечные отверстия и т. п.
Эпоксидным клеем не следует также устранять повреждения, находящиеся в местах с несущими силовыми нагрузками. Например, не следует восстанавливать отверстия с поврежденной резьбой, приклеивать обломанные ушки и фланцы креплений и т. п.
Эпоксидный клей состоит из эпоксидной смолы, пластификатора, наполнителей и отвердителя.
Эпоксидная смола играет роль связывающего вещества и является основой клеящего состава. Для ремонтных целей наибольшее распространение получили эпоксидные смолы отечественного производства ЭД-5 и ЭД-6. Чаще всего применяют смолу ЭД-6. Клей, составленный на этой основе, пригоден для наращивания изношенных мест, приклеивания заплат и заделки широких трещин. Смола ЭД-5 менее вязкая. Ее применяют для приготовления клея, с помощью которого устраняют тонкие трещины в стенках деталей. Кроме указанных смол для составления эпоксидного клея может быть применена смола Э-40.
Восстановлениедеталейнапылением
Наплавка-напыление – сравнительно новый способ нанесения покрытий соединивший преимущества наплавки и напыления. Используются две дуги, прямая, горящая между плазматроном и изделием, и косвенная, горящая внутри плазматрона. В результате чего появляется возможность уменьшить количество тепла, передаваемого детали, а тепло, необходимое присадочному материалу для расплавления, передать за счёт косвенной дуги. Восстановления деталей газотермическим напылением состоит в плавлении исходного материала и переносе его на поверхность детали струёй воздуха, плазмы или пламенем некоторых горючих газов и их смесей.
Основными разновидностями газотермического напыления, применяемых для восстановления деталей, являются электродуговая металлизация, газопламенное, плазменной и детонационное напыление.
Электродуговая металлизация
заключается в расплавлении исходного материала в электрической дуге и напылении его струёй воздуха на поверхность детали. Она отличается высокой производительностью и простотой. Недостатками являются перегрев, окисление и выгорание легирующих элементов напыляемого материала, недостаточная прочность сцепления, а также большие потери напыляемого материала.  Электродуговая металлизация может успешно применяться для восстановления различных деталей, обеспечивая достаточную прочность сцепления с основой.
Электродуговая металлизация может успешно применяться для восстановления различных деталей, обеспечивая достаточную прочность сцепления с основой.
Газопламенное напыление
отличается простотой, портативностью и мобильностью оборудования, низкие затраты на эксплуатацию, возможность получать покрытия при низких температурах восстанавливаемых деталей, исключающих термическое влияние на основной материал (напыление без последующего оплавления). Недостатками этого способа являются: невозможность получения покрытий из тугоплавких материалов, значительную пористость и недостаточную адгезию наносимого слоя с поверхностью детали.
Плазменное напыление
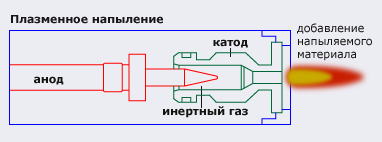 благодаря высокой температуре струи плазмы позволяет сравнительно просто наносить на детали тугоплавкие материалы. Покрытия, полученные этим способом, обладают высокой плотностью и хорошим сцеплением с основой. К недостаткам следует отнести низкую производительность способа, значительный шум, сильное ультрафиолетовое излучение.
благодаря высокой температуре струи плазмы позволяет сравнительно просто наносить на детали тугоплавкие материалы. Покрытия, полученные этим способом, обладают высокой плотностью и хорошим сцеплением с основой. К недостаткам следует отнести низкую производительность способа, значительный шум, сильное ультрафиолетовое излучение.
Детонационное напыление
позволяет наносить любые материалы на любые подложки без изменения свойств материала основы. Сущность этого способа заключается в следующем: в трубу – ствол вводят заряд взрывчатой газовой смеси и определённую дозу напыляемого порошка. Фронт пламени подожжённой смеси распространяется вдоль ствола с возрастающей скоростью и порождает детонационную волну, скорость которой составляет 2-4 км/с. Этот поток придаёт необходимое ускорение напыляемому порошку и наносит его на изношенную поверхность детали. При этом предварительной обработки изношенных поверхностей не требуется. Покрытия обладают высокой твёрдостью и прочностью сцепления, низкой пористостью. Недостатками этого способа являются значительный шум, неэкологичность, низкая производительность и высокая стоимость
Восстановлениедеталейлакокрасочнымипокрытиями
Исправлять различные дефекты лакокрасочного покрытия или полностью перекрашивать автомобиль следует по разработанным технологическим процессам.
Технологический процесс окраски состоит из следующих основных операций: подготовка поверхности перед окраской; грунтование; шпатлевание; шлифование; нанесение краски.
Подготовка поверхности кузова и оперения автомобиля к нанесению лакокрасочного покрытия является ответственной операцией, от качества выполнения которой зависят прочность и защитные свойства лакокрасочного покрытия. При подготовке поверхности следует тщательно удалить следы коррозии, грязь, пыль и масляные пятна. Очень важно вначале выполнить все рихтовочные работы по металлу, произвести пайку, зачистку, т. е. создать правильную геометрическую форму поверхности кузова и оперения. Качественное выполнение рихтовочных работ упрощает и удешевляет последующую окраску и увеличивает стойкость покрытия, так как уменьшает количество слоев шпатлевки для выравнивания поверхности. При плохом выполнении рихтовочных работ неровности выравнивают дополнительным количеством слоев шпатлевки; такое покрытие непрочное и при изменении температуры сравнительно быстро разрушается и откалывается при легких ударах. Коррозию с металла снимают механическим или химическим способами. При механическом способе применяется наждачная шкурка № 25, 16,12, при химическом способе моечный состав № 1120, в который входят (%): фосфорная кислота — 35, этиловый спирт — 20, бутиловый спирт — 5, гидрохинон—1, вода — 39.
Моечный состав наносят на поверхность волосяными щетками, после выдержки в течение 3—5 мин состав смывают горячей водой, затем поверхность продувают и протирают насухо.
На поверхности кузова, подготовленной для грунтования, не должно быть жировых загрязнений. Обезжиривают металл органическими растворителями: бензином (неэтилированным), уайт-спиритом, ацетоном, спиртами и т. д.
Восстановлениедеталейдвигателя
Для обеспечения нормальной работы двигателя необходимо периодически его ремонтировать. В современной технологии ремонта деталей двигателей применяют следующие основные способы: изменение размеров деталей, наращивание деталей сваркой, гальванопокрытиями или металлизацией, восстановление насадками, пластической деформацией и с помощью специальных клеев и замазок.
Восстановление посадок изменением размеров изношенных деталей. Данный способ ремонта состоит в том, что одну из двух сопряженных деталей двигателя механически обрабатывают под ремонтный размер, а другую устанавливают ремонтного размера.
Механическая обработка изношенных поверхностей необходима для восстановления правильной геометрической формы и начальной посадки деталей.
В качестве примера рассмотрим способ восстановления сопряженных деталей цилиндр — поршень двигателя ГАЗ-МК.
При износе цилиндра и поршня двигателя, когда зазор между ними достигнет более 0,3 мм, двигатель работает с повышенным расходом масла и бензина. В этом случае производят ремонт, т.е. растачивают и шлифуют цилиндры под ближайшие ремонтные размеры и заменяют изношенные поршни новыми — ремонтных размеров.
Зная припуск на обработку диаметра цилиндра, можно легко подобрать поршень необходимого ремонтного размера. Машиностроительные заводы выпускают запасные части (поршни, поршневые кольца, тонкостенные вкладыши и др.) ремонтных размеров для различных типов двигателей передвижных электростанций.
вается расход масла и снижается мощность. Поэтому необходимо заменить изношенный поршень поршнем ремонтного размера.
Достоинства способа восстановления деталей под ремонтный размер заключаются в простоте и относительной дешевизне ремонтного процесса, а недостатки — в снижении износоустойчивости и прочности отремонтированных деталей.
Восстановление деталей наращиванием сваркой. При ремонте деталей применяют электрическую или газовую сварку, наплавку под слоем флюса и в среде углекислого газа, а также виброконтактную наплавку. Сваркой восстанавливают более 50% деталей машин. Сварка обеспечивает прочные и надежные соединения.
В большинстве случаев при ремонте деталей применяют сварку ацети-лено-кислородным пламенем, температура которого достигает 3100- 3200 °С.
Сварочный шов при сварке таким пламенем получается качественным и хорошо поддается механической обработке, В зависимости от качества смеси ацетилена с кислородом сварочный шов может быть мягким или ломким.
Ацетилен для сварки получают в специальном генераторе, который заряжают карбидом кальция. В генератор поступает вода, от воздействия которой на карбид кальция образуется горючий газ — ацетилен и выделяется гашеная известь. Из генератора ацетилен поступает к горелке. Сжатый кислород из баллона тоже поступает к горелке. При соединении кислорода с ацетиленом у наконечника горелки возникает пламя, которое, действуя на металл присадочной проволоки, расплавляет ее, в результате чего образуется сварочный шов.
Для полного разложения 1 кг карбида необходимо затратить около 0,6 л воды. Стандартные генераторы вырабатывают 3000 л ацетилена в час под давлением 0,3 кГ/см2. Кислород, необходимый для горения ацетилена, получают с заводов в баллонах, окрашенных в голубой цвет. В баллон емкостью 40 л кислород нагнетают под давлением 150 кГ/см2, что соответствует 6000 л кислорода при атмосферном давлении. Давление кислорода, поступающего из баллона в горелку, снижается в редукторе 4 до 1-4 кГ/см2. На некоторых ремонтных предприятиях пользуются ацетиленом, который получают с заводов в баллонах, окрашенных в белый цвет. В баллоне емкостью 40 л три давлении 26 кГ/см2 помещается около 4000 л ацетилена. Давление ацетилена снижается в редукторе 4 до 0,01-1,5 кГ/см2.

Рис. 1. Ацетилено-кислородная установка для газовой сварки: 1 — сварочный стол, 2 — присадочная проволока, 3 — горелка, 4- редукторы, 5-кислородный баллон, 6 — генератор
Ремонт деталей электродуговой сваркой тоже широко применяют при ремонте двигателей передвижных электростанций. При электродуговой сварке металл плавится от действия теплоты электрической дуги, температура которой достигает 4000-6000° С.
Наиболее распространен предложенный Н. Г. Славяновым способ электросварки с металлическими электродами.: Для электросварки можно применять как переменный, так и постоянный ток; лучшие результаты дает сварка постоянным гоком. При сварке постоянным током теплота электрической дуги распределяется следующим образом: около 2/3 ее выделяется на положительном полюсе и 1/з — на отрицательном полюсе, поэтому массивные свариваемые детали соединяют с положительным полюсом. Детали толщиной до 2,5 мм из легированных сталей и чугуна сваривают стальными электродами, при которых нагрев нежелателен. В этом случае деталь соединяют с отрицательным полюсом, т.е. сварку ведут с обратной полярностью.
Широко применяют способ ремонта при помощи сварочного трансформатора переменного тока (рис. 2). Силу тока регулируют изменением величины индукционного редуктора, соединенного последовательно с вторичной обмоткой трансформатора. Первичная обмотка трансформатора включается в электросеть. Для создания устойчивой электродуги при сварка параллельно трансформатору и редуктору 1 подсоединяют осциллятор (регулятор), питающий дугу при напряжении около 3000 в током высокой частоты (порядка 200 кгц), благодаря чему обеспечивается безопасность персонала.
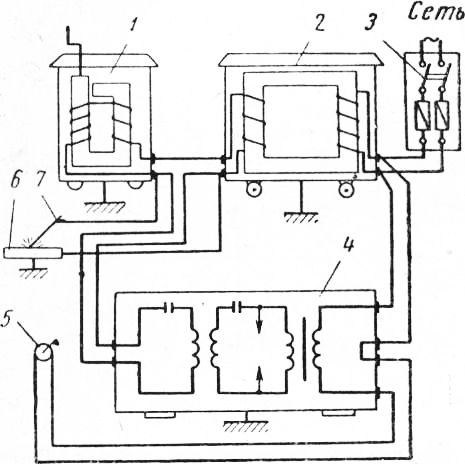
Рис. 2. Электрическая схема электросварочного аппарата переменного тока: 1 — индукционный редуктор, 2 — трансформатор, 3 — рубильник, 4 — осциллятор (регулятор), 5 — выключатель, 6 — рабочий стол, 7 — электрододержатель
При газовой сварке применяют присадочную проволоку, состав которой соответствует составу ремонтируемой детали. Стальные детали наплавляют высоколегированной стальной проволокой и твердыми сплавами типа сормайт № 1 и № 2, чугунные детали — чугуном и медью.
Для электросварки применяют стальные и чугунные электроды, покрытые специальной обмазкой, позволяющей получить шов высокого качества.
Выпускаются следующие марки электродов с обмазкой: УОНИ-13/45, ОЗН-300, 03H-350 и УОНЧ-13/15 для сварки мало-углеродистых сталей; ЦН-250 — для сварки всех конструкционных сталей.
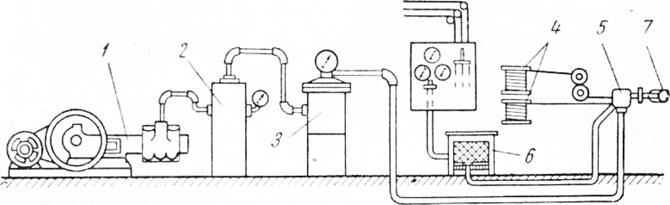
Рис. 3. Схема электрометаллизационной установки: 1 — компрессор, 2 — ресивер, 3 — маслоотделитель, 4 — катушки с проволокой, 5 — металлизатор, 6 — трансформатор, 7 — металлизируемая деталь
Восстановление деталей металлизацией. Процесс металлизации заключается в расплавлении и распыливании расплавленного металла и последующем нанесении его на поверхность ремонтируемой детали специальным аппаратом-металлизато-ром. Металл распыляется на частицы размером 0,01-0,015 мм сжатым воздухом со скоростью движения его 140-330 м/сек.
Металлизацию применяют при ремонте изношенных шеек коленчатых и распределительных валов и для заделки трещин в блоках цилиндров двигателей.
Существуют различные способы металлизации, при которых используется теплота, создаваемая токами высокой частоты, электрической дугой или горящим газокислородным пламенем. Наиболее распространена электродуговая металлизация.
Устройство электродуговой стационарной металлизационной установки, схематически показано на рис. 152. Компрессор подает воздух под давлением 4,5-6 кГ/см2 в ресивер 2 емкостью 2,0-2,5 м3. Из ресивера воздух поступает в маслоотделитель, а из него по шлангу — в металлизатор. Ток напряжением 20-30 в подается в металлизатор от понижающего трансформатора. Две металлические проволоки, намотанные на катушки, автоматически протягиваются специальным механизмом через ролики и подаются в металлизатор.
Электродуговой металлизационный аппарат (рис. 4) работает следующим образом. В точке касания концов движущихся проволок проходит ток, вследствие чего возникает электрическая дуга и проволоки плавятся. Капли расплавленного металла выдуваются через сопло 5 сжатым воздухом, поступающим от компрессора, и с большой скоростью ударяются о поверхность ремонтируемой детали, где, оседая и охлаждаясь, образуют слой металлического покрытия.
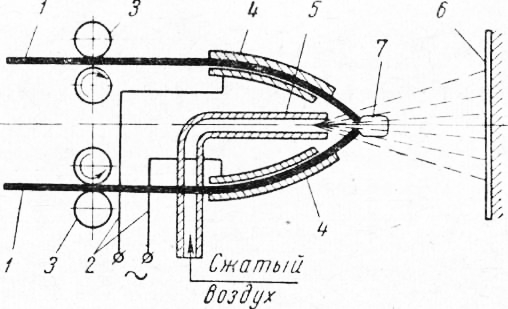
Рис. 4. Схема металлизационного аппарата (металлизатора): 1- проволоки, 2 — токоподводящие провода, 3 — ролики, 4 — наконечники, 5 — сопло, 6 — поверхность обрабатываемой детали, 7 — дуга
Производительность металлизатора 12-14 кг/ч расплавленного металла. Наименьшая допустимая толщина покрытия после механической обработки должна составлять 1,0-0,6 мм в зависимости от размера детали.
Технология ремонта методом электрометаллизации заключается в подготовке детали (создании на поверхности шероховатости и удалении с нее грязи), нанесении слоя металла требуемой толщины и механической обработке этого слоя.
Восстановление деталей гальванопокрытиями. Для восстановления некоторых деталей применяется гальванический способ покрытия: хромирование, железнение и др.
Хромирование применяется для повышения поверхностной твердости и восстановления изношенных поверхностей. Сущность хромирования заключается в нанесении слоя хрома на поверхности деталей. Хромирование производится посредством электролиза. Для этого применяют ванну с электролитом, состоящим из хромовой и серной кислот. В ванне установлены электроды — анод и катод. Анодом служит металл, которым покрывается деталь, а катодом-деталь, подлежащая покрытию металлом. Хром под действием постоянного тока электричес-ким путем переносится на поверхности деталей. Перед хромированием детали обезжиривают и шлифуют, затем опускают в ванну с электролитом и укрепляют в подвешенном положении. Хромирование деталей производят на толщину нескольких микронов.
Железнением ремонтируют изношенные поверхности деталей. Железнение — это гальванический способ нанесения железа, содержащегося в растворах его хлористых или сернокислых солей. Процесс железнения протекает в 10 раз быстрее, чем процесс хромирования. Для железнения наиболее часто применяют состав из 450 г/л хлористого железа, 300 г/л поваренной соли и 3,5 г/л соляной кислоты. Плотность тока при железнении должна быть 2000 а/м2, а температура раствора 100 °С.
Восстановление деталей насадками. Восстановление деталей насадками имеет преимущества перед методом обработки деталей под ремонтный размер, которые заключаются в его простоте, доступности и дешевизне. Недостатком данного способа является невозможность применения насадков или втулок для восстановления трущихся поверхностей большинства деталей двигателя.
Технологический процесс восстановления деталей насадками состоит в подготовке изношенной поверхности детали, называемой поднасадком, в изготовлении самого насадка, соединении детали и насадка в одно целое и механической обработке рабочей поверхности, восстановленной насадком. Для резьбовых насадков применяют сталь 10 и 20, а для прессуемых соединений — сталь 35 и 45. Чугун используют для насадков, работающих на трение.
Ремонт деталей методом пластической деформации. Восстановление деталей методом пластической деформации (раздачи, обжимки, правки, осадки) основано на использовании пластических свойств металла. Вследствие пластичности металла у деталей под действием давления может изменяться форма. Методом пластической деформации детали ремонтируют как в холодном, так и в горячем состоянии. Выбор режима обработки зависит от степени износа, материала и объема металла детали.
Правкой восстанавливают изогнутые коленчатые валы, раздачей-поршневые пальцы и другие пустотелые детали, осадкой ремонтируют, например, головки клапанов.
Ремонт деталей клеями и замазками. В последнее время в ремонтной практике при заделке трещин, пробоин и соединении дефектных деталей применяют клеи и замазки. Склеенные изделия имеют высокую механическую прочность и обеспечивают надежное соединение, в ряде случаев не уступающее по прочности сварке и клепке.
Широко используются универсальный клей БФ, карбиноль-ный клей, клей ВС-10Т, специальные составы с эпоксидными смолами (ЭД-5, ЭД-6 и ЭД-40) и различные замазки, например глетоглицериновая и др.
Клей БФ — спиртовой раствор синтетических смол. Металлы
Для очистки масляного картера нужно слить из него старое масло, заполнить его свежим маслом4и поставить двигатель на холостую (без нагрузки) работу в течение 10-15 мин, затем еще раз слить масло.
При сдаче двигателя для ремонта в ремонтные мастерские или на завод вместе с заказом на ремонт ремонтному предприятию представляют паспорт двигателя электростанции и акт о его техническом состоянии.
На ремонтном предприятии двигатель поступает сначала в разборочно-моечное отделение. Там его направляют на стенд для разборки. Большую часть агрегатов и узлов двигателя подвергают дополнительной мойке, после чего возвращают на рабочее место для разборки, дефектации узлов, агрегатов и деталей и последующего их ремонта.
К агрегатам и узлам двигателя, направляемым на разборку, относятся: топливная аппаратура, радиаторы и электрооборудование.
Детали, входящие в отдельные узлы и агрегаты, признанные годными для работы (например, шестерни газораспределения, шатуны с крышками и др.), необходимо маркировать. Маркировку наносят на самих деталях или на специальных бирках, присоединяемых к ним проволокой. При этом указывают номер двигателя, с которого детали сняты. Такая маркировка делается для того, чтобы можно было повторно использовать годные детали на ремонтируемых агрегатах двигателя.
При разборке и сборке двигателя полезно пользоваться альбомами технологических карт.
Разборка двигателя. Разборка двигателя производится для того, чтобы обеспечить доступ к отдельным деталям для их осмотра.
Двигатель разбирают в такой последовательности:
- -снимают корпус масляного фильтра, стартер, генератор, распределитель и водяную помпу, головку цилиндров, для чего отвертывают гайки, крепящие головку к блоку;
— отвертывают болты маховика и снимают маховик;
— отвернув болты нижнего картера (поддона) и сняв его, снимают масляный насос и маслопроводы;
— расшплинтовывают шатунные и коренные подшипники и отвертывают гайки болтов нижних головок шатунов;
— снимают нижние крышки шатунов и вынимают поршни из цилиндров вместе с шатунами;
— отвернув болты, крепящие картер маховика к блоку цилиндров, снимают картер;
— снимают крышку распределительных шестерен, нижние крышки коренных подшипников и вынимают коленчатый вал;
— отвернув четыре болта клапанных крышек, снимают эти крышки;
— специальным съемником снимают клапаны и клапанные пружины.
Разборку двигателя производят с соблюдением правил техники безопасности.
Мойка и дефектация узлов и деталей. Детали и узлы двигателя, поступившие в ремонт, подвергают мойке сначала специальным горячим раствором, а затем чистой горячей водой. Мойка деталей должна быть организована так, чтобы не смешивались узлы и детали разных двигателей, иначе будет трудно производить дефектацию.
Моечные машины и установки бывают различных конструкций. Для мойки небольших деталей применяют специальные передвижные ванны. Рекомендуемый состав моечного раствора: 25 г. едкого натра (каустической соды), 35 г. кальцинированной соды, 25 г. жидкого мыла и 1,5 г. жидкого стекла. Можно применять также раствор, состоящий из 2,3 г. каустической соды, 6,5 г. кальцинированной соды и 3 г. зеленого мыла.
Температура раствора и воды при мойке деталей должна быть 80-90 °С. При пользовании горячими растворами необходимо соблюдать осторожность, во избежание ожогов и попадания раствора на незащищенные части лица и рук.
Для удаления нагара с деталей рекомендуется применять раствор, состоящий из 3,5% эмульсии, 0,15% кальцинированной соды, 0,15% жидкого стекла и 96,2% воды; температура раствора должна быть 60-80 °С. Детали, очищенные от нагара, промывают в холодной, а затем в горячей воде.
Из выпускных труб двигателей нагар удаляют путем нагрева труб в термической печи до 600-700 °С в течение 2-3 ч с последующим медленным охлаждением их в печи или сухом песке. Нагар в выпускных трубах можно выжигать и с помощью газовой горелки.
После осмотра детали сортируют. После мойки и разборки определяют степень износа и состояние деталей (дефектация) с целью выявления их пригодности для дальнейшей работы. Дефектация состоит из внешнего осмотра, замера величин зазоров, проверки на специальных приспособлениях и стендах. При де-фектации применяют универсальные стенды для гидравлического испытания блоков цилиндров, головок блоков, впускных и выпускных коллекторов. Степень износа цилиндро-поршневой группы двигателя определяют по внешним признакам в процессе его работы. Если расход масла достигает 4-4,6% количества использованного топлива и его не удается снизить даже путем замены поршневых колец, в этом случае необходимо произвести расточку и шлифовку цилиндров (или замену гильз цилиндров) и заменить поршни новыми — ремонтных размеров.
С увеличением зазоров в подшипниках коленчатых валов резко снижается давление масла. Установлено, что для дизельного двигателя Д-54 предельные зазоры в коренных и шатунных подшипниках соответственно равны 0,4 и 0,5 мм.
Величины износов, обеспечивающие эксплуатацию детали или сопряжения в течение межремонтного срока, называются, допустимым и. Наименее долговечной деталью является гильза цилиндра (цилиндр) двигателя, срок работы которой в среднем составляет 2000 ч. Поэтому в практике эксплуатации дизелей очередной их ремонт обычно приурочивают к этому сроку.
После разборки ремонтируемого двигателя составляют ведомость дефектов и карту дефектации деталей. Непригодные для использования и ремонта детали откладывают в специальный ящик.
Основные узлы двигателя (масляный насос, форсунки, радиаторы и др.) испытывают на специальных стендах и лишь при неудовлетворительных результатах испытаний дается заключение о необходимости их разборки и подетальной дефектации.
В зависимости от величины износа, вида и характера повреждений детали при дефектации сортируют на пять групп, а затем маркируют краской различного цвета: пригодные — зеленой; пригодные только при сопряжении с новыми или восстановленными до нормальных размеров деталями — желтой; подлежащие ремонту на ремонтном предприятии — белой; подлежащие восстановлению только на специализированных ремонтных предприятиях- синей; полностью непригодные — красной.
К группе пригодных относятся детали, имеющие допустимые износы. Износ деталей определяют, руководствуясь техническими условиями на контроль и сортировку.
К группе подлежащих ремонту или восстановлению относятся детали, имеющие износы и другие дефекты, которые можно устранить путем ремонта.
Ремонтируемые узлы двигателей комплектуют деталями в соответствии с ведомостью дефектов и техническими условиям]! на ремонт деталей (приведенными в альбомах технологических карт на разборку и сборку двигателей).
Ремонтузловиприборовсистемыпитаниядвигателя
При проведении ТО и ТР автомобилей значительный объем занимают работы по системам питания, выполняемые при ТО-1, ТО-2 и текущем ремонте.
При ТО-1 используется переносное оборудование для выполнения таких технологических операций, как проверка топливных насосов карбюраторных двигателей, форсунок дизельных двигателей, замер расхода топлива непосредственно на автомобиле.
Приборы для определения технического состояния бензиновых насосов карбюраторных двигателей позволяют проверить производительность, величину рабочего и максимально развиваемого давления, плотность прилегания клапанов, герметичность сборки. Наибольшее измеряемое давление составляет 1,6 кгс/см2.
Для контрольного замера расхода топлива на автомобиле с карбюраторным двигателем используются мерные бачки вместимостью до 5 л. Цена деления мерной шкалы 0,02 л. При замере используется метод контрольных заездов исправного автомобиля с полной нагрузкой по специально выбранному мерному горизонтальному участку дороги длиной 5—10 км с постоянной скоростью.
Для облегчения выполнения работ по обслуживанию и ремонту системы питания карбюраторных двигателей выпускаются комплекты инструмента для регулировщика-карбюраторщика. В комплект входит инструмент двадцати двух наименований. Срединих -специальные ключи, специальные отвертки, пять открытых двухсторонних гаечных ключей размерами от 7х8 до 14х17 мм. Масса комплекта с футлярами составляет 3,65 кг.
При ТО-2 наряду с вышеперечисленными образцами технологического оборудования используются также передвижные посты для обслуживания систем питания как карбюраторных, так и дизельных двигателей. Каждый из них состоит из комплектов инструментов и приборов для демонтажа и регулировки системы питания соответственно карбюраторных и дизельных двигателей.
На участке ТР систем питания карбюраторных двигателей рекомендуется использовать такое оборудование, как стационарные посты для наружной мойки системы питания; установки для проверки карбюраторов безмоторным методам, стационарные посты для контроля и регулировки карбюраторов, стационарные посты для контроля и регулировки топливных насосов.
Ведутся работы по созданию ряда постов по ТР узлов системы питания карбюраторных двигателей, среди них пост для ТР карбюраторов, пост для ТР топливных насосов, пост для контроля и ремонта датчиков пнёвмоцентробежных ограничителей максимальной частоты вращения коленчатого вала двигателей и другие.
На участке ТР систем питания дизельных двигателей используются несколько образцов технологического оборудования: стационарные посты для наружной мойки агрегатов топливной аппаратуры с рабочим давлением моющей жидкости 1—1,5 кгс/см2 и принудительным отсосом паров; стенды для регулировки топливной аппаратуры дизельных двигателей с бесступенчатой регулировкой от 60 до 4000 об/мин; стационарные посты для ТР форсунок включающие переносные приборы для замера хода иглы, станки верстачного типа для притирки поверхностей форсунки и плунжерной пары, переносной специальный инструмент для очистки распылителей форсунок (включает 10 наименований).
Значительное сокращение трудоемкости работ по ТР топливных насосов высокого давления обеспечивает использование поста, включающего в себя приспособление для контроля плунжерных пари разборки насосов, установку для мойки деталей, специальный стеллаж, специальный инструмент и приспособления.
Целесообразно также использовать ряд других образцов технологического оборудования, например тележки для перевозки комплектов дизельной топливной аппаратуры, приспособления верстачного типа для высадки ниппелей топливопроводов высокого давления и ряд других.
В последние годы все большее распространение находят газобаллонные автомобили. Для ТО и ТР их систем питания разработан ряд образцов технологического оборудования. Среди них передвижные установки и стенды для проверки аппаратуры газобаллонных автомобилей, наборы специального инструмента и приспособлений для обслуживания и ремонта газового оборудования и др.
Ремонтузловисистемыохлаждения
Характерные неисправности: загрязнение и образование накипи на стенках водяной рубашки, а также баков и трубок радиатора, течь баков и трубок радиатора, трещины на стенках водяной рубашки, повреждение термостата, износ отдельных деталей вентилятора и водяного насоса. Эти неисправности приводят к нарушению теплового режима двигателя и его перегреву.
Перед ремонтом узлов внутренние полости системы охлаждения промывают специальными растворами.
После разборки машины радиатор и головку цилиндров дополнительно вываривают, чтобы удалить оставшуюся накипь.
Ремонт радиатора. Основные дефекты радиатора — изгиб и разрывы трубок, отпаивание трубок от опорных пластин, повреждение охлаждающих пластин, трещины на верхнем и нижнем баках. Большинство повреждений обнаруживают наружным осмотром и испытанием радиатора под давлением воздуха в ванне с водой.
В неразборных сердцевинах радиатора поврежденные трубки отпаивают от опорных пластин специальным паяльником или паяльной лампой. От охлаждающих пластин трубки отпаивают при помощи нагретого шомпола или нихромовой проволоки. В первом случае шомпол нагревают до температуры 800—900° С и вставляют в трубку. Затем отпаянную трубку вместе с шомполом вынимают из радиатора.
Для отпайки трубок при помощи нихромовой проволоки ее подключают ко вторичной обмотке сварочного трансформатора. Участок проволоки, расположенный в трубке, нагревается меньше, чем находящийся на воздухе. Поэтому для лучшего использования выделяющегося тепла проволоку необходимо перемещать относительно сердцевины.
Восстановленную трубку проверяют на герметичность. Если трубок повреждено больше, сердцевину радиатора выбраковывают или перебирают.
Трещины в верхних и нижних чугунных бачках радиаторов заваривают биметаллическим электродом или заделывают клеями на нове эпоксидных смол. После ремонта радиатор испытывают на герметичность.
Ремонт вентилятора и водяного насоса сводится к восстановлению посадочных мест, замене уплотнений, заварке или заделке трещин, правке крестовин и лопастей, подтяжке их креплений и статической балансировке. В процессе ремонта вентилятора необходимо охранять форму и заданный угол наклона лопастей.
Ремонт термостата. Основные дефекты термостата: коробление лапана, отрыв штока, появление трещин гофрированного элемента, изгиб пластины подвески. Указанные неисправности обнаруживают ри погружении термостата в нагретую воду.
В исправном термостате начало и полное открытие клапана олжно происходить при определенной температуре. Дефекты устраняют регулировкой длины хода штока, рихтовкой деталей и пайкой.
Ремонтприборовэлектрооборудования
Неисправности деталей электрооборудования могут быть механического и электрического характера.
Механические неисправности устраняются ранее описанными технологическими приемами.
Ремонт электропроводки. Основные неисправности электропроводки —повреждения жил проводов, их наконечников, контактов, зажимов и нарушения изоляции.
Повреждения этих частей проводки приводят либо к полному прекращению тока при обрыве, либо к увеличению сопротивления при окислении контактов, не удовлетворительной затяжке зажима или пайке соединения. Нарушения изоляции могут вызвать короткие замыкания и утечки тока.
Место обрыва определяют контрольной лампой. По схеме электрооборудования выясняют путь тока к неработающему потребителю и проверяют этот участок цепи. Зажим лампы присоединяют к массе, а щупом последовательно касаются зажимов участка цепи от неработающего прибора до источника тока. Загорание контрольной лампы свидетельствует о том, что обрыв находится рядом с проверяемым зажимом. Место обрыва может быть определено шунтированием проверяемого участка. Проводку с обрывами восстанавливают пайкой.
Окисленные контакты с большим сопротивлением находят с помощью вольтметра.
Чтобы найти цепь потребителя с коротким замыканием, поочередно подключают потребители. Если контрольная лампа загорается, а потребитель не работает, это указывает на неисправность проверяемой цепи.
Короткое замыкание устраняют отведением участка провода с поврежденной изоляцией от массы и обматыванием его изоляционной лентой.
Испытание изоляции ведут на стенде КИ-968.
Испытание изоляции конденсатора. Наиболее оступна проверка конденсатора последовательно включенной лампой накаливания от сети переменного тока напряжением 220 В. При исправной изоляции обмоток конденсатора лампа не горит. В момент разрыва цепи должно быть искрение. Отсутствие искрения указывает на обрыв, а горение лампы — на пробой конденсатора.
Электрическую прочность изоляционных деталей в цепях высокого напряжения прерывателя-распределителя или магнето (крышка распределителя, ротор и т. п.) проверяют под напряжением 16000— 20000 В на стенде КИ-968.
Ремонтузловидеталейтрансмиссии
Трансмиссия автомобиля состоит из механизма сцеп ления, коробки передач, приводного вала (валов) и веду щего моста. Рассмотрим особенности ремонта механиз мов трансмиссии на примере автомобиля «Газель» ГАЗ33021 с двигателем 3M3-4061-3M3-4063 (далее все узлы и механизмы в пределах этого раздела будем рассматривать на примере данного автомобиля): 1. Сцепление. В отличие от автомобилей «Газель» с двигателями ЗМЗ-402, сцепление, работающее совместно с двигателем ЗМЗ-406, отличается неразъемным картером и применением диафрагменной пружины (у первых картер разъемный и возможно применение сцепления рычажного типа). Для ремонта сцепления следует снять коробку передач и усилитель картера сцепления, предварительно установив автомобиль на подъемный механизм. Перед снятием корзины сцепления промаркируйте любым удобным способом ее положение относительно маховика коленчатого вала. Открутив шесть болтов, снимите корзину сцепления совместно с ведомым диском. Крепеж необходимо откручивать равномерно крест-накрест. Тщательно очистите маховик и снятые узлы от грязи и продуктов износа. Осмотрите рабочие поверхности маховика и нажимного диска, слеДов перегрева (прижоги), задиров, глубоких ршкж и чрезмерного износа (более 0,3 мм) наблюдаться не должно. Концы лепестков диафрагменной пружины должны находиться в одной плоскости и не должны иметь существенной выработки от контакта с выжимным подшипником (не более 0,3 мм). Убедитесь в отсутствии трещин и повреждений на поверхности опорных колец 0 диафрагменной пружины. Смените неисправные детали-
Примечание: рабочие поверхности маховика и нажимного диска можно восстановить проточкой и шлифовкой, если их остаточная толщина после обработки будет не менее 19,0 мм и 14,0 мм соответственно. Толщина маховика замеряется от привалочной плоскости к коленчатому валу до обработанной поверхности. Для того чтобы сохранилось прижимное усилие, под теплоизоляционные шайбы следует установить компенсационные стальные шайбы толщиной, равной толщине снятого металла с рабочей поверхности нажимного диска. Осмотрите соединительные пластины между кожухом и нажимным диском. Трещин и деформаций наблюдаться не должно. Это важные детали, так как с их помощью передается вращение на нажимной диск и обеспечивается его отход от маховика при выключении сцепления. Если поверхности корзины сцепления находятся в удовлетворительном состоянии, необходимо произвести проверку и регулировку диафрагменной пружины. Для этого на новый маховик положите три 8-миллиметровые шайбы, с таким расчетом, чтобы на них своей рабочей поверхностью равномерно опирался нажимной диск. Закрепите корзину на маховике и замерьте расстояние между его плоскостью и верхними концами лепестков диафрагменной пружины, его значение должно укладываться в пределы 41,6-45,6 мм. Если отклонения небольшие подогните лепестки в нужном направлении, учитывая то, что все они должны находиться в одной плоскости (с разбросом не более 0,25 мм). Для проверки упругости диафрагменной пружины нагрузите специальным приспособлением рабочую часть лепестков так, чтобы они переместились на 8,5 мм, при этом нажимной диск должен отойти от поверхности шайб не менее чем на 1,3 мм. Далее извлеките шайбы и замерьте Усилия на лепестках пружины при их зазоре между плоскостью маховика в 6 и 8 мм. В обоих случаях приложение усилие должно быть не менее . 20.00 Н, в противном случае пружина ослабла и требуется замена корзины.
После ремонта корзина балансируется с помощью гру. зиков либо посредством высверливаемых 9 мм отверстий на фланце кожуха (по радиусу 136,5 мм). Дисбаланс н е должен превышать 10 г-см. Осмотрите поверхность ведомого диска, трещин, еледов чрезмерного износа и перегрева на его деталях наблюдаться не должно. Демпферные пружины должны быть надежно зафиксированы и не должны иметь поломок и следов существенного износа. Биение ведомого диска в плоскости вращения не должно превышать 0,7 мм. К эксплуатации не допускаются замасленные, поврежденные или чрезмерно изношенные фрикционные накладки (головки заклепок должны быть утоплены более чем на 0,2 мм). Краткая справка: размеры новых фрикционных накладок следующие: L Наружный диаметр — 240 мм. 2. Внутренний диаметр — 160 мм. 3. Толщина накладки — 3,5 мм. Сборка механизмов сцепления ведется в обратном порядке с применением центровочного приспособления или запасного первичного вала КПП. Перед установкой корзины проверьте плавность хода ведомого диска по шлицам первичного вала КППj а также обследуйте подшипник, находящийся в маховике, и при необходимости смажьте его консистентной смазкой типа «Литол-24». Ведомый диск должен быть установлен выступающей частью ступицы в сторону лепестков диафрагменной пружины. Корзину крепите равномерной затяжкой болтов крестнакрест, предварительно установив их в свои резьбовые отверстия. Перед установкой картера сцепления на блок цилиндров смажьте шаровую опору вилки выключения сцепления небольшим количеством смазки типа «Литол-24». Краткая справка: ход педали сцепления должен находиться в пределах — 145-160 мм.
Если приходится ремонтировать гидравлические цидияДРь1> прежде всего обращайте пристальное внимание 0а состояние их внутренней рабочей поверхности. Видимых царапин, задиров и следов коррозии наблюдаться не должно. То же самое касается рабочей поверхности поршней. Краткая справка: номинальные размеры сопрягаемых деталей в гидравлических механизмах сцепления следующие: 1. Внутренний диаметр главного цилиндра — 22,000— 22,033 мм. 2. Диаметр поршня главного цилиндра 21,93021,960 мм. 3. Внутренний диаметр рабочего цилиндра — 25,000— 25,023 мм. 4. Диаметр поршня рабочего цилиндра— 25,960— 25,980 мм. Если поверхности деталей в удовлетворительном состоянии, поменяйте изношенные или поврежденные резиновые манжеты (смазав их тормозной жидкостью) и защитный чехол, если он порван. V ; Шланг, соединяющий оба цилиндра, не должен пропускать рабочую жидкость, глубокие трещины, расслоения и разрывы на его поверхности не допускаются. Изношенный выжимной подшипник меняется в сборе. 2. Коробка передач. КПП на всех автомобилях «Газель» однотипная, ее конструкция аналогична КПП автомобиля «Волга» ГАЗ-ЗИ05 (отличия только в передаточных числах шестерен). Коробка передач имеет пять скоростей переднего хода и одну заднего. Ее конструкция состоит из алюминиевого картера (который, в свою очередь, состоит из передней и задней частей), трех основных валов с шестернями и Механизма переключения передач. Снятие КПП. Для ремонта коробку передач необходимо снять, предварительно слив масло и удалив рычаг переключения передач. Для этого:
1. Установите автомобиль на подъемный механизм и отсоедините минусовой провод от аккумуляторной батареи. 2. Отверните сливную пробку КПП и слейте масло в предварительно подставленную емкость объемом 2-3 л. 3. Со стороны кабины снимите крышку люка рычага КПП, открутив 6 крепежных винтов. 4. Отверните резьбовой колпак рычага КПП и удалите рычаг (предварительно поставив его в нейтральное положение). 5. Отверните крепеж карданной передачи и извлеките ее ш лицевую часть из удлините л я КПП. 6. Отсоедините трос привода спидометра, открутив его прижимную гайку (если спидометр с механическим приводом). 7. Отсоедините провода от датчика заднего хода и датчика скорости (если спидометр электронный). 8. Отсоедините выхлопную трубу от кронштейна КПП и снимите кронштейн. 9. Отверните две гайки крепления КПП на поперечный кронштейн. 10. Снимите поперечный кронштейн, отвернув 8 крепежных болтов. 11. Снимите рабочий цилиндр сцепления (не отсоединяя его от шланга), отвернув два крепежных болта. 12. Поднимите рабочий цилиндр и закрепите его вязальной проволокой. 13. Снимите вилку выключения сцепления вместе с защитным чехлом и рамкой, отвернув ее крепежный болт. 14. Снимите коробку передач вместе с выжимным подшипником, отвернув ее крепеж от картера сцепления. Предупреждение! Снимайте КПП вдвоем с помощником, так как ее масса без масла — 32 кг. Разборка коробки передач. Сняв КПП, отмойте ее от грязи и остатков масла. Разборку начинайте с демонтажа выжимного подшипника, сапуна и датчика заднего хода. После чего удалите механизм привода тросика спидометра (или датчик ско-
рости) , отвернув крепежный болт. Далее снимите корпус рычага КПП, отвернув четыре болта по его углам. После этого можно демонтировать направляющую втулку выжимного подшипника, что откроет доступ к стопорному кольцу подшипника первичного вала. Для того чтобы разъединить половинки картера КПП, поступаем следующим образом: 1. Выверните крепежный болт оси промежуточной шестерни заднего хода (находится на левой боковине передней части картера). 2. Вывернув десять болтов, скрепляющих половинки картера КПП, зажмите заднюю половинку за удлинитель в тиски. 3. Осторожными ударами массивного медного молотка по приливам передней части картера разъедините обе половинки КПП. 4. Промойте детали и внутреннюю часть картера КПП керосином. Примечание: если планируется оставить старые детали, отмечайте любым доступным способом их относительное положение, особенно таких, как зубья блокирующего кольца относительно зубьев муфты и пр. Если требуется дальнейшая разборка, необходимо проделать следующее: 1. Изъять из гнезда в передней части картера обойму конического подшипника. . 2. Вынуть регулировочные прокладки из гнезда под подшипник блока шестерен в передней части картера. 3. Вывернуть маслосливную и маслоналивную пробки. 4. Включить задний ход посредством соответствующего штока. 5. Вывернуть стопорные болты на вилках переключения передач. 6. Вывернуть два болта крепления и снять пластину фиксаторов штоков с прокладкой. 7. Изъять пружины и шарики фиксаторов штоков включения передач.
8. Вынуть заглушку отверстия под стопорные плунжеры с левой стороны задней части картера коробки передач. 9. Вынуть шток включения пятой передачи и передачи заднего хода с головкой в сборе. 10. Вынуть штоки сначала первой и второй передач, затем третьей и четвертой передач со стопорным пальцем. 11. Изъять вилки переключения передач из пазов скользящих муфт. 12. Вынуть два стопорных плунжера из задней части картера. 13. Вывернуть второй крепежный болт оси промежуточной шестерни заднего хода (находится на левой боковине задней части картера). 14. С помощью специальных щипцов (через проем под рычаг переключения КПП) развести концы стопорного кольца подшипника вторичного вала и выпрессовать его в сборе с подшипником из гнезда в задней части картера с помощью массивного молотка и выколотки из мягкого металла. 15. Осторожно изъять из задней части картера все валы и ось промежуточной шестерни заднего хода. 16. Разъединить первичный и вторичный валы, стараясь не потерять ролики подшипника (14 шт.) . 17. Заменить дефектные сальники в картере КПП. 18. Разобрать первичный вал, если это требуется, следующим образом: а) изъять ролики из.переднего конца первичного вала; б) снять стопорное и пружинное кольца подшипника; в) спрессовать подшипник с вала. 19. При необходимости разобрать блок шестерен следующим образом: а) спрессовать шариковые подшипники с концов вала; б) снять стопорное кольцо и спрессовать шестерни. 20. Если требуется, ось промежуточной шестерни заднего хода разобрать в следующей последовательности: а) выпрессовать пружинный штифт; б) снять с оси промежуточную шестерню с игольчатым подшипником.
21. Разборка вторичного вала проводится следующим образом: а) снять стопорное и пружинное кольца ступицы синхронизатора третьей и четвертой передач; б) снять ступицу и муфту включения третьей и четвертой передач в сборе с сухарями и пружинами; в) снять муфту включения третьей и четвертой передач со ступицы; г) разобрать синхронизатор, если это требуется; д) снять шестерню третьей передачи с блокирующим кольцом и игольчатым подшипником; е) снять стопорное кольцо полуколец вторичного вала, изъять два упорных полукольца и стопорный шарик; ж) снять шестерню второй передачи с блокирующим кольцом и игольчатый подшипник; з) аналогично снять синхронизаторы первой и второй передач и шестерню цервой передачи; и) снять стопорное и пружинное кольца ведущей шестерни привода механизма спидометра; к) снять ведущую шестерню привода спидометра и изъять стопорный шарик; л) спрессовать шариковый подшипник и снять его упорную шайбу; м) снять шестерню пятой передачи с блокирующим кольцом, игольчатый подшипник и распорную втулку; н) снять стопорное кольцо, синхронизатор пятой передачи и шестерню заднего хода аналогично снятию синхронизатора третьей и четвертой передач и шестерни третьей передачи. Исследуйте поверхности картера и деталей на предмет чрезмерного износа и повреждений. Краткая справка: основные номинальные размеры и посадки сопрягаемых деталей КПП следующие: 1. Отверстие в передней части картера КПП под п°дьиипник первичного вала/внешний диаметр подшипНика/зазор в сопряжении — 80,000-80,030/79,98980 Ш/0,000-0,041 мм,.
2. Отверстие в задней части картера КПП под подшипник вторичного вала/внешний диаметр подшипника/зазор в сопряжении —^ 75,000-75,030/74,989-75,000/ 0,000-0,041 мм. 3. Отверстие в передней части картера КПП под подшипник блока шестерен/внешний диаметр подшипника/зазор в сопряжении — 62,000-62,030/61,98762,000/0,000-0,043 мм. 4. Отверстие в задней части картера КПП под подшипник блока шестерен/внешний диаметр подшипника/зазор в сопряжении — 62,000-62,030/61,987-62,000/ 0,000-0,043 мм. 5. Внутренний диаметр шестерен первой передачи и заднего хода/диаметр вторичного вала + иголки подшипника/суммарный зазор — 47,009-47,025/41,991-41,975 + 2x2,49-2,50/0,018-0,070 мм. 6. Внутренний диаметр шестерен второй, третьей и пятой передач/диаметр вторичного вала + иголки подшипника/суммарный зазор — 42,009-42,025/36,99136,975 + 2x2,49-2,50/0,018-0,070 мм. 7. Внутренний диаметр шестерни заднего -хода/диаметр ее оси + иголки подшипника/суммарный зазор — 24,007-24,020/17,989-18,000 + 2x2,99-3,00/0,0070,051 мм. . 8. Внутренний диаметр первичного вала/диаметр переднего конца вторичного вала + иголки подшипника/ суммарный зазор — 30,254-30,279/19,222-19,235 + 2x5,493-5,500/0,019-0,071 мм. 9. Внутренний диаметр приводной шестерни промежуточного вала/диаметр промежуточного вала/натяг — 34,989-35,014/35,060-35,076/0,046-0,087 мм. 10. Внутренний диаметр шестерни второй передачи промежуточного вала/диаметр промежуточного вала/ натяг — 37,989-38,014/38,060-38,076,/0,046-0,087 мм. 11. Внутренний диаметр шестерни третьей передо чи промежуточного вала/диаметр промежуточного вала/ натяг — 36,989-37,014/37,060-37,076/0,046-0,087 ям.
12. Внутренний диаметр шестерни пятой передачи промежуточного вала/диаметр промежуточного вала/ натяг — 34,989-35,014/35,060-35,076/0,046-Ю,087 мм. 13. Диаметр штоков включения передач/диаметр отверстий в картере КПП/зазор — 13,989-14,000/14,03214,075/0,032-0,086 мм. 14. Внутренний диаметр вилок и головок штоков включения передач/ диаметр штоков включения передач /зазор -14,006-14,024/13,989-14,000/0,006-0,035 мм. 15. Плунжер/отверстия в задней части картера КПП/зазор — 7,942-8,000/8,025-8,051/0,025-0,119 мм. 16. Диаметр втулки заднего конца картера КПП/ внешний диаметр переднего конца карданного вала/зазор - 38,000-38,015/37,975-37,950/0,025-0,065 мм. 17. Ширина шлица ступиц синхронизатора первой и второй передач/ширина шлица вторичного вала/зазор 2,870-2,910/2,784-2,824/0,046-0,126 мм. 18. Ширина шлица ступиц синхронизатора третьей и четвертой передач/ширина шлица вторичного вала/ зазор — 1,464-1,504/1,378-1,418/0,046-0,126 мм. 19. Ширина шлица ступиц синхронизатора пятой передачи и заднего хода/ширина шлица вторичного вала/ зазор — 2,870-2,910/2,784-2,824/0,046-0,126 мм. 20. Ширина шлица скользящей вилки карданной передачи/ширина шлица вторичного вала/зазор — 2,088— 2,113/1,948-1,988/0,100-0,165 мм. 21. Ширина шлица скользящей муфты синхронизатора/ширина шлица ступицы синхронизатора/зазор —• 4,211-4,261 /4,101-4,151 /0,060-0,160 мм. 22. Ширина паза головки штока переключения передич/диаметр нижней сферической части рычага переключения передач/зазор — 14,050-14,160/14,000-13,760/ 0,05-0,40 мм. 23. Диаметр сферической поверхности корпуса механизма переключения передач/диаметр сферической поверхности рычага переключения передач — 35,000— ^4,900/34,650-34,900 мм.
24. Ширина паза на рычаге переключения передач/дц аметр штифта/зазор — 6,200-6,400/5,952-6,000/0,2000,448 мм. 25. Ширина лапок вилок переключения передач/ширина паза муфт включения передач/зазор — 8,000-7,750/ 8,500-8,150/0,500-0,900 мм. 26. Радиальный зазор шариковых подшипников первичного вала — 0,012-0,026 мм. 27. Радиальный зазор шариковых подшипников вторичного вала — 0,012-0,026 мм. 28. Радиальный зазор шариковых подшипников блока шестерен -г 0,010—0,024 мм. Особенности сборки коробки передач. Сборка КПП осуществляется в обратной последовательности с учетом следующих особенностей: 1. В удлинителе задней части картера последовательно запрессовываются два сальника. 2. Перед монтажом покройте ролики первичного вала тонким слоем консистентной смазки, это предотвратит их выпадение. 3. Перед напрессовкой шестерни блока шестерен необходимо разогреть до 150-160 °С, а вал охладить. 4. Замена одной из шестерен, работающих в паре, может вызвать повышенный шум. 5. При подборе блокирующих колец.к конусам шестерен первой, второй, третьей, пятой передач, передачи заднего хода и первичного вала обращайте внимание на за зор между торцами прямозубого венца и блокирующего кольца, который для новых деталей должен составлять 1,1-1,5 мм. 6. Блокирующие кольца должны плотно сидеть на своих конусах, если это не так, их необходимо притереть месту или подобрать. 7. Биение конуса относительно внутреннего отверс^ шестерни не должно превышать 0,025 мм. 8. Осевой зазор блока шестерен регулируется проклят ками в гнезде подшипника передней части картера и До Л жен составлять для шариковых подшипников от
0 200 мм (если применяются роликовые конические подшипники, то вместо зазора должен быть преднатяг в пределах 0,03-0,11 мм). 9. Штатная прокладка половинок картера КПП имеет толщину 0,33 мм в сжатом состоянии. 10. Следует обеспечить подбором деталей боковой зазор в шлицах муфт включения передач со ступицами в пределах 0,01-0,05 мм. 11. Различия по диаметрам роликов подшипника первичного вала и игл подшипника промежуточной шестерни заднего хода должны быть не более 0,005 мм. Краткая справка: основные подшипники качения, применяемые в коробке передач, следующие: 1. Шариковый, передний, первичного вала — 80203АС9— 1 шт. 2. Шариковый, задний, первичного вала коробки — В6-50307АКШ1 — 1 шт. 3. Шариковый, задний, вторичного вала— В6-50706АУШ1 — 1 шт. 4. Конический (шариковый) промежуточного вала — B6 50305AIE (6-7305А) — 2 шт. 5. Игольчатый вторичного вала шестерен первой nez редачи и заднего хода — ЗКК42х47хЗОЕ — 2 шт. 6. Игольчатый вторичного вала шестерен второй, третьей и пятой передач — 3KK37x42x31E — 3 шт. 12. Покройте перед сборкой кромки сальников и поверхность втулки заднего конца кратера КПП консистентной смазкой. 13. Проверьте осевые зазоры шестерен первой, второй, третьей, пятой передач и заднего хода, они должны находиться в пределах 0,15-0,35 мм. 14. В процессе сборки смазывайте детали трансмиссионным маслом. 3. Карданная передача. Карданная передача автомобиля «Газель» состоит из двух валов, промежуточной опоры, скользящей вилки и ответной части фланца ведущей шестерни главной передачи.
Передняя часть передачи (промежуточный кардан^ * вал) содержит карданный шарнир, шлицевой задний к нец и скользящую вилку, а задняя часть (карданные вал заднего моста) содержит два карданных сочленения и фланец. Промежуточная опора представляет собой резиновую гофрированную деталь с закрытым шариковым подщИц. ником. Снаружи деталь привулканизирована к крепежному кронштейну, который крепится болтами к поперечине рамы. Подшипник опоры обслуживанию не подлежит и в случае выхода из строя меняется. Карданные валы изготовлены из тонкостенных стальных труб, к торцам которых приварены вилки (к задней части промежуточного вала приварен шлицевой вал). Через карданный шарнир к передней части карданного вала заднего моста крепится шлицевая вилка среднего шарнира. Она насаживается на шлицевую часть промежуточного вала (после промежуточной опоры) и фиксируется от смещений по шлицам болтом со стопорной шайбой (соединение на неподвижных шлицах). К другой части заднего карданного вала через карданный шарнир присоединен фланец с центровочным пояском. Он крепится четырьмя болтами к фланцу ведущей шестерни главной передачи. Карданный шарнир состоит из двух вилок и крестовины с четырьмя закрытыми игольчатыми подшипниками, иглы которых подобраны по диаметру с высокой точностью, поэтому от других крестовин не подходят. Подшипники фиксируются в крестовинах пружинными стопорными кольцами. Для пополнения смазки каждая из крестовин оборудована масленкой под пресс-шприц. Шлицевое соединение передней вилки промежуточного карданного вала подвижное и смазывается трансмиссионным маслом из картера КПП. Предварительную проверку карданной передачи про * изводят непосредственно на автомобиле, на нейтральной
передаче, при этом ощущаемых зазоров в сочленениях наблюдаться не должно. Если обнаружены какие-либо дефекты, карданную передачу демонтируют для ремонта. Снятие и разборка карданной передачи. Для снятия карданной передачи проделайте следующее: 1. Установите автомобиль на подъемник и освободите резьбовой крепеж от грязи и ржавчины. 2. Отверните два болта крепления промежуточной опоры к поперечине. 3. Отверните фланец карданного вала заднего моста от фланца главной передачи. 4. Перед снятием карданной передачи необходимо сделать метки взаимного углового положения скользящей вилки и вала коробки передач, это же касается фланца кардана и фланца главной передачи.5. Снимите карданную передачу в сборе, выдернув ее шлицевой конец из удлинителя КПП. 6. Закройте отверстие в КПП (под шлицевую вилку карданной передачи) подходящей заглушкой (если в КПП залито масло). Предупреждение! Перед разборкой карданной передачи обязательно промаркируйте положение составных деталей, что сохранит ее балансировку. Карданная передача разбирается в следующей последовательности : 1. Тщательно очистите все детали от грязи и промойте их в керосине. 2. Разогните края стопорной шайбы и ослабьте затяжку стяжного болта на вилке среднего карданного шарнира. 3. Извлеките стопорную пластину с помощью подходящей отвертки. 4. Осторожно разъедините карданные валы, если шлицевое соединение не разбирается, разберите карданное сочленение и извлеките вилку посредством съемника. 5. Спрессуйте промежуточную опору с заднего конца промежуточного вала. 6. Разберите остальные карданные сочленения.
Разборку карданных сочленений необходимо начинат с удаления стопорных колец подшипников. Краткая справка: подшипники качения, применяемые в карданной передаче, следующие: 1. Шариковый, промежуточной опоры — 6-180206АС9 — 1 шт. 2. Игольчатый, крестовин карданного вала — 704702К2 — 12 шт. Далее сочленение устанавливается в станочные тиски и с помощью двух оправок разбирается. Разборка ведется одновременно двух противоположных подшипников, один из которых выпрессовывается наружу, а другой — внутрь. Для первого установите в качестве подкладки стальное кольцо с внутренним диаметром 30,5-32,0 мм, высотой 14—16 мм и внешним диаметром 40 мм (в него будет выходить один из подшипников). Второй подшипник заходит внутрь с помощью оправки высотой 15 мм и диаметром 27,0-29,5 мм. При выпрессовке пресс-масленка должна находиться со стороны этой оправки. Аналогично спрессуйте вторую пару подшипников. После этого детали отмываются в керосине и исследуются на предмет износа и повреждений. Краткая справка: номинальные размеры и посадки сопрягаемых деталей карданной передачи следующие: 1. Внешний диаметр стакана игольчатого подшипника/внутренний диаметр ушка вилки/натяг — 29,99130,000/29,966-29,990/0,001-0,034 мм. 2. Внутренний диаметр игольчатого подшипника иглам)/диаметр шипа крестовины/зазор — 16,311~ 16,331/16,288-16,300/0,011-0,043 мм. 3. Диаметр втулки заднего конца картера КПП/внешний диаметр переднего конца карданного вала/зазор 38,000-38,015/37,975-37,950/0,025-0,065 мм. Видимые повреждения иголок подшипников и их ofпечатки на шипах крестовины глубиной более 0,1 ^ допускаются. Карданные валы"не должны иметь следов деформаД#**"
трещин разрывов и отслоений, а ее подшипник должен легко и плавно вращаться. Сборка й установка карданной передачи. Сборку следует осуществлять в следующем порядке: 1. Очистить новые подшипники от консервационной смазки, включая смазочные каналы крестовин. 2. Залить чистое трансмиссионное масло в стаканы подшипников до середины их глубины. 3. Вставить пару противоположных шипов крестовины в отверстия ушек одной из вилок. 4. Вставить два подшипника в отверстия вилки, частично надев их на шипы, и, вращая крестовину в разные стороны, плавно запрессовать подшипники в тисках почти до упора. 5. Используя кольцо-оправку запрессуйте стакан одного из подшипнйков до полного выхода проточки под стопорное кольцо внутрь вилки. 6. Легкими ударами среднего по массе молотка установить стопорное кольцо в канавки стакана подшипника, сориентировав его усики внутрь вилки. 7. Переставить оправку на противоположный конец, аналогично запрессовать второй стакан и застопорить его стопорным кольцом. В конечном итоге смонтированные стопорные кольца должны беззазорно упираться во внутренние торцы вилки. 8. Собрать вторую половину шарнира аналогичным образом, сохраняя взаимное расположение вилок, как было до разборки. 9. Таким же образом собрать остальные шарниры, ориентируя пресс-масленки на одну сторону карданной передачи. 10. Проверить собранные шарниры на отсутствие излишних зазоров и плавность хода. У правильно собранного шарнира не должно быть заеданий, он должен плавно проворачиваться с одинаковым усилием во всех плоскостях рабочего хода. 11. Запрессовать подшипник промежуточной опоры до Упора в ее обойму.
12. Обойму с подшипником установить в полость подушки промежуточной опоры. 13. Промежуточную опору в сборе установить на шлицевой конец вала до упора в буртик. 14. Установить в канавку шлицевой вилки уплотнительное колечко. 15. Смонтировать шлицевую вилку на шлицы хвостовика в соответствии с ранее нанесенными метками. 16. Крепежный болт со стопорной пластиной и шайбой ввернуть на три оборота в шлицевой торец промежуточного вала. 17. Шайбу смонтировать в прорезь шлицевой вилки так, чтобы ее овальное отверстие было параллельно оси двух противоположных подшипников. 18. Вставить усик стопорной пластины в овальное отверстие и окончательно затянуть болт. 19. Застопорить болт.лепестками стопорной пластины. Для установки карданной передачи на автомобиль вставьте шлицевую часть вилки в удлинитель КПП, соедините фланцы заднего моста и вала. Затяните крепеж фланцев требуемым моментом. Установите промежуточную опору, убедитесь в отсутствии ее перекоса относительно продольной оси автомобиля и, опустив автомобиль на колеса, затяните крепеж. 4. Задний мост. На автомобиле «Газель» устанавливаются две разновидности неразрёзных задних мостов с одинаковыми редукторами — с люком в задней части и типа «банджо». Снятие заднего моста. Снятие моста с автомобиля следует производить в следующем порядке: 1. Подставить под сливное отверстие картера моста широкую емкость объемом 2-3 л и слить трансмиссионное масло, открутив пробку сливного отверстия. 2. Ослабить гайки крепления колес и отсоединить карданную передачу от фланца ведущей шестерни заднего моста. 3. Отсоединить концы двух тросов стояночного тор^О" за от уравнителя.
4. Отсоединить тормозной шланг и снять металлические тормозные трубки. 5. Отсоединить нижний конец стойки регулятора тормозных сил от кронштейна моста. 6. Приподнять задний мост и установить его на устойчивых подставках. 7. Снять колеса, окончательно открутив их крепежные гайки. 8. Отсоединить нижние концы амортизаторов, отвернув соответствующие гайки. 9. Снять стремянки с накладками рессор, отвернув по четыре гайки с каждой стороны моста. 10. Приподнять заднюю часть автомобиля и извлечь из-под него задний мост. Разборка заднего моста. Разборку заднего моста рассмотрим на примере моста с задним люком: 1. Очистить поверхность моста от грязи и остатков трансмиссионного масла. 2. Открутить крепеж полуосей (8 гаек с каждой стороны). Легкими ударами массивного молотка, применяя подходящий металлический стержень, сбить полуоси со шпилек. Удары следует наносить поочередно, по обратной стороне фланца полуоси через два специальных углубления на ступице. 3. Удалить прокладки фланцев полуосей. 4. Снять тормозные барабаны, отвернув по три винта их крепления. Примените два демонтажных болта, вкрутив их в барабан, если он не снимается от руки. 5. Отвернуть наружную гайку подшипника ступицы и снять запорную шайбу. 6. Отвернуть внутреннюю гайку подшипника ступицы. 7. Снять ступицу. 8. Аналогично снять вторую ступицу. 9. Вынуть сальник, упорную шайбу и внутренний подшипник с тыльной части ступицы, если это требуется. 10. Отвернуть болты крепления тормозов к фланцам картера, снять их в сборе с тросика1Ми ручного тормоза и демонтировать колпачковые масленки.
11. Отвернуть 10 болтов и снять крышку люка карте ра с прокладкой. 12. Вывернуть сапун картера. 13. Отвернуть болты крепления стопорных пластин регулировочных гаек подшипников дифференциала и снять их. 14. Отвернуть болты крепления крышек подшипников дифференциала и снять крышки. 15. Извлечь регулировочные гайки подшипников и дифференциал в сборе. 16. Отвернуть гайку фланца ведущей шестерни и снять фланец с шайбой (на некоторых мостах предварительно снять стопорный шплинт гайки). 17. Демонтировать ведущую шестерню главной передачи. 18. Спрессовать задний подшипник с ведущей шестерни с помощью специального съемника (с поджимом лапок) и снять регулировочное кольцо. 19. Изъять сальник и передний подшипник ведущей шестерни из картера моста. 20. Спрессовать внутренние кольца подшипников ведущей шестерни из картера моста, если требуется их замена. 21. Промаркировать положение ведомой шестерни на фланце корпуса дифференциала. 22. Снять ведомую шестерню, открутив 10 крепежных болтов. 23. Спрессовать съемником оба подшипника дифференциала. 24. Промаркировать взаимное расположение половинок корпуса дифференциала и, отвернув 8 болтов, разъединить их. 25. Промаркировать взаимное расположение полуосевых шестерен, сферических шайб, сателлитов и их осей. 26. Изъять полуосевые шестерни с шайбами, сателлиты с шайбами и их оси из корпуса дифференциала. 27. Промыть детали и проверить их на пригодность к дальнейшей эксплуатации, изношенные и поврежденные
детали (с задирами, раковинами и выкрашиванием металла и пр.) для дальнейшей работы непригодны. Сборка заднего моста. Собрать задний мост в порядке, обратном разборке, учитывая следующие особенности: 1. Непосредственно перед сборкой все трущиеся поверхности деталей моста необходимо смазать трансмиссионным маслом. 2. Перед закручиванием болтов ведомой шестерни главной передачи нанести на их резьбу герметик-фиксатор резьбы. Перед этой операцией обезжирьте резьбовые поверхности. Таким же образом дополнительно фиксируются болты крышек подшипников и половинок корпуса дифференциала. 3. После сборки дифференциала проверить легкость вращения его шестерен, вращая одну из шестерен полуоси с помощью шлицевой оправки (при неподвижном корпусе дифференциала), вращение должно быть легким, плавным и без заеданий. 4. Крутящий момент начала проворачивания шестерен дифференциала должен быть меньше 15 Н-м (1,5 кгс-м). 5. Положение ведущей шестерни регулируется ее прокладками, если были замены деталей, влияющих на изменение величины монтажного зазора. 6. Регулировку преднатяга подшипников ведущей шестерни определяет регулировочная шайба, расположенная сзади переднего подшипника. При правильной регулировке момент сопротивления вращения фланца заднего моста должен быть в пределах 7-10 кгс-см для старых подшипников или 15-20 кгс-см для вновь установленных (замеряется специальным динамометрическим прибором). Краткая справка: основные номинальные размеры и посадки сопрягаемых деталей заднего моста следующие: 1. Внешний диаметр кожуха моста/внутренний диаметр наружного подшипника/зазор — 44,959-44,975/ 44,989-45,001/0,014-0,042 мм. 2. Внешний диаметр кожуха моста/внутренний диаметр внутреннего подшипника/заЗор — 49,959-49,975/ 49,989-45,002/0,014-0,043 мм.
3. Внешний диаметр картера моста/внешний диаметр переднего подшипника ведущей шестерни/натяг — 71,949-71,979/71,989-72,000/0,011-0,051 мм. 4. Внешний диаметр картера моста/внешний диаметр заднего подшипника ведущей шестерни/натяг — 79,949-79,979/79,989-80,000/0,011-0,051 мм. 5. Отверстие корпуса дифференциала/диаметр оси сателлитов/зазор — 20,000-20,021/19,979-20,000/0,0000,042 мм. 6. Отверстие сателлита/диаметр оси сателлитов/ зазор — 20,100-20,145/19,979-20,000/0,100-0,166 мм. 7. Диаметр вала ведущей шестерни/внутренний диаметр переднего подшипника/натяг/зазор — 29,98029,993/29,992-30,000/0,001 /0,020 мм. 8. Диаметр вала ведущей шестерни/внутренний диаметр заднего подшипника/натяг — 35,002-35,018/ 34,990-35,000/0,002-0,008 мм. 9. Внешний диаметр корпуса дифференциала/внутренний диаметр подшипника/натяг — 50,017-50,033/ 49,989-50,002/0,015-0,044 мм. 10. Внутренний диаметр корпуса дифференциала/внешний диаметр шестерни полуоси/зазор — 42,000-42,039/ 41,915-41,950/0,050-0,124 мм. 11. Внутренний диаметр картера/внешний диаметр подшипника дифференциала/зазор/натяг — 90,00090,035/89,985-90,002/0,050/0,002 мм. 7. Боковой зазор шестерен главной передачи должен находиться в пределах 0,15-0,25 мм (проверяется в 6-8 точках по кругу шестерни). Если он не соответствует этому значению, выставьте его регулировочными гайками с помощью стрелочного индикатора. Этими же гайками выставляется преднатяг подшипников дифференциала. Краткая справка: подшипники качения, применяемые в главной передаче и дифференциале заднего моста, следующие: 1. Конический ведущей шестерни главной передачи, задний — 6-27607АШ2 — 1 шт.
2. Конический дифференциала заднего моста — 6У7510АП1 — 2 шт. 3. Конический ведущей шестерни главной .передачи, передний — 6-27606АШ2 — 1 шт. 8. После сборки главной передачи проверьте ее по пятну контакта на ведомой шестерне. Оно должно находиться по центру рабочей поверхности каждого зуба со смещением по осевой линии (около 2 мм от узкого края зуба и примерно 5 мм от широкого) и не должно выходить за пределы поверхности зуба. Для проверки нанесите на зубья ведомой шестерни яркую краску из аэрозольного баллончика и проверните шестерню до истирания краски в месте соприкосновения шестерен. 9. Биение ведомой шестерни при вращении не должно превышать 0,08 мм. Установка заднего моста. Установку моста на автомобиль необходимо производить в порядке, обратном разборке, после чего залейте до необходимого уровня трансмиссионное масло, прокачайте тормозную систему и отрегулируйте регулятор давления в тормозной системе.
Ремонт узлов и деталей ходовой части
Ежедневный технический осмотр заключается в осмотре состояния рамы, рессор, подрессорников, колес, а также амортизаторов. Процесс первого технического обслуживания заключается в проверке и регулировке подшипников и ступиц колес; проверке и закреплении стремянки, пальцев рессор, а также шкворней поворотных цапф. Кроме этого при TQ-1 проверяют состояние передней подвески. При втором техническом обслуживании визуальным осмотром проверяют состояние балки переднего моста, проверяют и при необходимости регулируют схождение передних колес. При сильном износе шин также проверяют углы наклона шкворней и угол поворота передних колес. Визуально проверяют, нет ли перекоса переднего или заднего мостов. Кроме этого проверяют состояние рамы и буксирного устройства, палец рессор, стремянки, амортизаторов, дисков и ободьев колес, а также закрепляют хомутики рессор. При втором техническом обслуживании смазывают шкворни поворотных цапф и пальцы рессор. Для этого необходимо снять ступицы, промыть их, проверить состояние подшипников, заменить смазку и затем отрегулировать подшипники. Регулировку подшипников передних колес осуществляют в следующем порядке: 1) поднять и установить на козлы переднюю ось автомобиля; 2) отвернуть колпак, затем расшплинтовать и отвернуть гайки; 3) снять ступицы; 4) промыть и осмотреть подшипники, если на подшипниках имеются трещины или следы значительного износа, его необходимо заменить; 5) затем заполнить ступицу смазкой и установить ее на место; 6) установить шайбу и завернуть гайку до предела, затем ее отворачивают на 1/8 оборота. После регулировки колесо должно вращаться свободно, без заедания и без люфта. После проверки гайку зашплинтовывают и затем ставят на место колпак. Регулировка подшипников задних колес выполняется в той же последовательности, что и регулировка подшипников передних колес, только вместо колпака необходимо отвернуть гайки шпилек полуосей и затем вынуть полуоси, а вместо удаления шплинта нужно отвернуть контргайку и после этого извлечь стопорную шайбу. Проверка схождения колес осуществляется при помощи линейки или на специальном стенде. При проверке схождения колес линейкой необходимо установить автомобиль на смотровую канаву таким образом, чтобы положение колес соответствовало движению автомобиля по прямой. После этого при помощи линейки замеряют расстояние между ободьями или шинами колес сзади передней оси, для этого линейку размещают ниже оси и затем отмечают мелом точки касания. После этого автомобиль перекатывают таким образом, чтобы точки, отмеченные мелом сзади оси, оказались спереди на той же высоте, и после этого снова проводят измерения. Величину схождения колес будет характеризовать разница измерений между первым и вторым замерами. Ремонт и обслуживание узлов ходовой части К дефектам балки переднего моста относятся ее изгиб и скручивание. Кроме этого в процессе эксплуатации изнашиваются площадки под рессорами; бобышки и отверстия под шкворнем, под стопором шкворня и стремянки крепления, а также площадки под центрирующими выступами рессор. Если на балке имеются различные трещины или сколы, то балку заменяют на новую. На изгиб и скручивание балку проверяют на стенде, там же выполняют их правку в холодном состоянии. Если изгиб и скручивание невозможно устранить, то балку необходимо заменить на новую. В первую очередь подлежат восстановлению площадки под рессорами. Изношенные торцы бобышек под шкворень фрезеруют на станке, а также на нем растачивают отверстия под шкворень. Изношенные отверстия балки необходимо расточить, а затем запрессовать в них ремонтные втулки. После того запрессованные ремонтные втулки развертывают до необходимого размера. Поворотные цапфы, имеющие обломы или трещины, подлежат замене на новые. Срытые трещины выявляют при помощи магнитной дефектоскопии. Для определения степени износа конусных отверстий под рычаги применяют конусный калибр, устраняют износ при помощи конусной развертки. Поврежденную резьбу наплавляют под слоем флюса или при помощи вибродуговой наплавки. После наплавки резьбу снова нарезают в соответствии с рабочими чертежами. Шейки под подшипники, а также кольцо под сальник ступицы восстанавливают хромированием (при небольшом износе) или железнением с последующим шлифованием до необходимого размера (при большом износе). Сборка переднего моста автомобиля осуществляется в соответствии с общими правилами проведения сборочных работ. В процессе сборки переднего моста необходимо обращать внимание на проведение смазочных и регулировочных работ. Для регулировки угла схождения колес и углов поворота балку с поворотными цапфами необходимо установить на специальный стенд. Регулировка предельных углов поворота осуществляется при помощи специальных упоров, которые предусмотрены в рычагах поворотных цапф. Регулировка угла схождения колес осуществляется вращением поперечной рулевой тяги. После регулировки угла схождения необходимо затянуть болты крепления головок поперечной рулевой тяги. К основным дефектам рам относятся: усталостные трещины в зоне крепления кронштейнов; изгиб и скручивание; ослабление заклепочных соединений; трещины в продольных балках, поперечинах или раскосах; износ отверстий под заклепки. При ослаблении не более одной заклепки в каждом сопряжении, а также при местных небольших изгибах полок рамы разрешается ремонтировать без полной их разборки. В остальных случаях ремонтные работы необходимо выполнять с полной разборкой. Правка балок осуществляется только в холодном состоянии с применением пресса, оправок и различных приспособлений. Контроль выполнения работ осуществляется при помощи проверочных линеек и шаблонов. При восстановлении деталей рамы автомобиля поврежденные части вырезают и на их место приваривают дополнительные ремонтные детали. Трещины на деталях рамы тоже заваривают. Приварку дополнительных ремонтных деталей после вырезки поврежденных выполняют только встык. Для того чтобы добиться максимальной точности, сварку продольных балок рамы с поперечными брусьями выполняют в специальных кондукторах. После сварочных работ необходимо проверить перекос деталей. Для этого применяют контрольные линейки, при помощи которых измеряют длину диагоналей между крайними отверстиями в верхних полках швеллеров. Если работы выполнены точно, то эти расстояния будут равны. Для клепки рам применяют переносные или стационарные установки. Качество поставленных заклепок проверяют визуальным осмотром, остукиванием, а также проверкой размеров головки по специальным шаблонам. Если обнаруживается дефект рессор или уменьшение стрелы прогиба, рессоры разбирают. Детали рессор с обломами и трещинами, а также изношенные листы необходимо заменить на новые. Листы, которые потеряли упругость, необходимо отжечь, отогнуть, а затем закалить в специальной ванне с приспособлением для гибки. После этого вогнутую сторону рессоры необходимо обработать дробью. Втулку с изношенным отверстием необходимо заменить на новую, после этого новую втулку растачивают разверткой до рабочего размера. Перед сборкой листы рессоры промазывают графитовым смазочным материалом. После ремонта и сборки рессоры испытывают на специальном стенде путем измерения стрелы прогиба под нагрузкой, а также в свободном состоянии. В амортизаторах интенсивнее всего изнашиваются сальники, шарнирные соединения клапанов и пружин. Изношенные детали амортизаторов, а также детали с трещинами и задирами не подлежат восстановлению и должны быть заменены на новые. После ремонта собранный амортизатор проверяют на бесшумность работы и на развиваемое сопротивление, для этого применяют специальную установку. Во время испытания амортизатора не допускается подтекание жидкости из него. В современных автомобилях техническое обслуживание подвески сводится к внешнему осмотру ее состояния через каждые 15 000 км (или раз в год). При осмотре необходимо обращать внимание на достояние элементов подвески, резиновых и резинометал-лических шарниров, втулок, подушек, а также следует обращать внимание на следы масла. Для этого необходимо освободить колесные болты, поднять автомобиль и снять соответствующие колеса. Если чехол какого-либо шарнира имеет повреждения, его необходимо заменить на новый, при наличии трещин чехол тоже подлежит замене, так как через трещину будут попадать грязь и пыль, которые будут его разрушать. На автомобилях старых моделей техническое обслуживание подвески более сложное. На таких автомобилях также желательно регулярно проводить проверку и регулировку зазоров в подшипниках ступиц, заменять смазку в подшипниках, а также проверять состояние стабилизатора поперечной устойчивости и при необходимости его заменять. В старых моделях автомобилей через каждые 20 000 км пробега необходимо проверять и регулировать величину зазора в подшипниках ступиц колес. Одновременно с регулировкой зазора нужно проверять состояние резинометаллических шарниров рычагов подвески. Для более точного определения величины зазора применяют специальный индикатор, однако наличие люфта в подшипниках ступиц можно определить и без него. Для этого необходимо при помощи домкрата приподнять проверяемое колесо. Затем одну руку необходимо положить сверху, а другую снизу проверяемого колеса. После этого слегка прижмите колесо ногой и немного покачайте колесо от себя — к себе, то есть в плоскости, перпендикулярной оси вращения колеса. Колесо не должно свободно вращаться, однако полная неподвижность колеса также свидетельствует о неисправности подшипников, об их неправильной регулировке или заклинивании. Для поверки зазора в подшипниках ведущего колеса также следует при помощи домкрата или механического подъемника приподнять автомобиль. После этого включить стояночный тормоз и первую или вторую передачу. Затем нужно поворачивать колесо взад и вперед по ходу движения автомобиля до ощутимого сопротивления движению и посмотреть, нет ли большого угла поворота между крайними положениями колеса. Если подшипники находятся в исправном положении, то люфт будет незначительным. Регулировка зазоров в подшипниках на легковых автомобилях (напоминаем, что шариковые подшипники в ступицах современных машин не требуют регулировки в процессе эксплуатации) осуществляется следующим образом. В первую очередь следует расшплинтовать и отвернуть регулировочную гайку поворотной цапфы. Затем нужно повернуть колесо и проверить, свободно ли оно вращается. Если в результате поворота происходит заедание или притормаживание, то перед тем как продолжить работу, его необходимо устранить. После этого необходимо установить новую гайку и затянуть ее гаечным ключом до отказа. Одновременно с затягиванием гайки следует повернуть колесо в оба направления четыре-пять раз. Это делается для того, чтобы ролики подшипников самоустановились. После этого немного ослабляют гайку и снова затягивают ее до предела, затем на шайбе ставят метку напротив середины одной из граней гайки. После этого снова зашплинтовывают гайку и закрывают ее колпачком, который предварительно следует заполнить 25 г смазки (а на автомобилях марки «Жигули» гайку следует застопорить, вдавливая лунки на гайке в пазы на конце цапфы). Для регулировки ступицы правого колеса затяжку необходимо выполнять в обратном направлении, поскольку гайка имеет левую резьбу. Правильность регулировки подшипников окончательно проверяется по нагреву ступиц колес при движении автомобиля. Если подшипники затянуты слишком сильно, то после 10 км пробега ощущается довольно сильный нагрев ступиц автомобиля. При правильной регулировке зазор в подшипниках будет находиться в пределах от 0,02 до 0,08 мм. Из-за вытекания смазочного материала через поврежденный сальник или из-за ухудшения качества смазки в результате длительного пробега автомобиля возникает необходимость повторно заполнять подшипники смазкой. Для того чтобы заменить масло, необходимо отвернуть болты, затем отвести в сторону суппорт и, не отсоединяя шланг подвода жидкости, снять колпак ступицы. После этого нужно при помощи домкрата приподнять соответствующую часть автомобиля и снять колесо. Потом нужно отвернуть регулировочную гайку подшипников ступицы и снять ее шайбу. Затем необходимо снять ступицу вместе с тормозным диском, сальником и подшипником. После этого внутреннюю полость ступицы подшипника следует промыть керосином, а также заменить сальник, если он поврежден. После промывки нужно установить на поворотную цапфу внутреннее кольцо внутреннего подшипника и заложить в сепараторы подшипников и во внутреннюю полость ступицы 40 г смазки. Смазку следует равномерно распределить по всей полости ступицы. После смазки устанавливают ступицу на цапфу, устанавливают также внутреннее кольцо наружного подшипника, затем надевают шайбу и заворачивают новую гайку (поскольку после снятия регулировочную гайку необходимо заменять на новую). После регулировки зазора подшипников ступицы, перед установкой колпака нужно заложить в него 25 г смазки. Если автомобиль сильно бросает из стороны в сторону на неровной дороге или долго качает после толчка, значит, в автомобиле неисправен амортизатор, либо снизилось количество жидкости в нем, либо произошло загрязнение клапанов, или произошла поломка, или значительный износ пружин, клапанов, сальников, поршня или штока. Нормальная работа амортизатора может нарушиться из-за избытка или недостатка жидкости в нем, поэтому в амортизаторы следует наливать строго определенное количество жидкости. Работу амортизатора проверяют следующим образом: 1) снимают амортизатор вместе с его нижним кронштейном; 2) устанавливают амортизатор вертикально, зажав кронштейн ногами; 3) несколько раз подряд вытягивают и отпускают шток. Если амортизатор находится в исправном состоянии, то сопротивление движению вверх будет примерно втрое сильнее сопротивления движению вниз. Кроме того, в исправном амортизаторе в близких к крайним положениях штока не будет ощущаться сопротивление или упругость. Если вышеуказанные дефекты возникают, то это значит, что в рабочий цилиндр амортизатора попал воздух. Свободное перемещение штока является следствием недостатка жидкости в амортизаторе. Кроме того, амортизаторы должны находиться в. сухом состоянии, любое подтекание жидкости ухудшает его работу, а также является причиной стуков и скрипов. Если гайка резервуара ослаблена, ее необходимо подтянуть. Не рекомендуется самостоятельно подливать жидкость в амортизаторы, ее должны добавлять профессионалы. При наличии подтеканий, деформации, а также в том случае, если амортизатор не работает, его необходимо заменить на новый. При проверке амортизатора следует обратить особое внимание на состояние его верхнего и нижнего креплений. Не допускается применять амортизатор с разрушенными резиновыми подушками и втулками. Неисправные втулки следует заменить на новые. Если при движении автомобиль склоняется в сторону, то это говорит о поломке пружины. Кроме того, наклон автомобиля может быть вызван поломкой листа рессоры или ее осадкой. В этом случае для устранения неполадки нужно заменить неисправные детали. Если при движении автомобиля возникают посторонние шумы, которые исходят из ходовой части, то в этом случае необходимо проверить состояние резиновых буферов, втулок, хомутов креплений рессор, противоскрипных полиэтиленовых шайб между листами рессоры, а также кронштейнов крепления концов рессор. Кроме того, при возникновении посторонних шумов следует убедиться в том, что между листами рессор имеется смазка. Для устранения этой неисправности необходимо смазать листы рессор и заменить изношенные детали. Перегрев ступиц в процессе движения автомобиля свидетельствует об отсутствии смазки в подшипниках ступицы. Смазка может вытечь через поврежденный сальник или просто «износиться» в процессе эксплуатации. Кроме того, перегрев ступицы может возникнуть из-за неправильной регулировки" подшипников ступицы колес. Это можно проверить следующим образом: если тыльная сторона ладони не выдерживает продолжительного прикосновения к наружной поверхности ступицы, то это говорит о том, что подшипники слишком сильно затянуты. В этом случае подшипники необходимо отрегулировать еще раз, пока смазка не разжижилась от повышенной температуры и не вытекла через сальник в тормозной барабан. Ослабленные подшипники также могут вызывать перегрев ступицы. Слишком, сильное затяжение подшипников может привести к тому, что разрушатся их ролики, и подшипники придется менять. Нарушенная управляемость и устойчивость автомобиля чаще всего является следствием неисправных колес, однако в некоторых случаях причиной этого бывает люфт в шарнирах передней подвески. Для того чтобы обнаружить люфт, необходимо приложить продольное усилие поочередно к верхнему и нижнему рычагам подвески, затем к верхнему и нижнему шаровым шарнирам. Такую проверку проще всего осуществлять при снятых пружине и амортизаторе, а также при снятом или «вывешенном» колесе. Обнаруженные изношенные узлы и детали (например, разрывы в шарнирах, износ резины в торцах) подлежат замене на новые. При большой величине люфта шарниры необходимо заменить вместе с наконечниками рулевых тяг.
Ремонтузловидеталеймеханизмовуправления
Характерные неисправности передних осей — изгиб и скручивание, износ отверстий под пальцы (шкворни), под стопор шкворня, износ опорных торцовых поверхностей бобышек и площадок крепления рессор.
Устранение неисправностей. Передние оси, имеющие трещины, выбраковывают.
Изгиб и скручивание передних осей проверяют при помощи стендов и специальных приспособлений. Балки правят в холодном состоянии, не нарушая термическую обработку.
Изношенные отверстия под шкворень развертывают до ремонтного размера или запрессовывают в них втулки. При развертывании необходимо обращать особое внимание на соблюдение углов наклона отверстий, так как от правильного расположения углов наклона в значительной мере зависят легкость управления машиной и износ покрышек. Для сохранения нормальных углов наклона при развертывании отверстий используют кондуктор или специальное приспособление.
Изношенное отверстие под стопор шкворня развертывают до ремонтного размера и в него вставляют увеличенный стопор.
Изношенные опорные торцовые поверхности бобышек наплавляют до номинального размера электродуговой сваркой.
Наплавленные поверхности обрабатывают на сверлильном или фрезерном станке. В некоторых случаях при износе бобышек используют стальные шайбы, компенсирующие износ.
Изношенные опорные поверхности площадок крепления рессор наплавляют и затем шлифуют абразивными кругами.
Восстановление поворотных кулаков. Эти детали в зависимости от характера дефекта ремонтируют или выбраковывают. Основные дефекты: износ посадочных мест под подшипники и отверстий под втулки шкворней, износ или срыв резьбы, износ шпоночных канавок, обломы, трещины и поломки.
Устранение неисправностей. На изношенные посадочные шейки под кольца подшипников переднего колеса наносят слой металла хромированием, осталиванием, твердым никелированием.
Поврежденную резьбу под гайку перерезают на резьбу ремонтного размера или наплавляют слой металла и нарезают резьбу нормального размера.
Поворотные кулаки выбраковывают при обломах и трещинах на цапфе, значительном износе конусных отверстий под поворотные рычаги, проушины, под балку передней оси и шпоночных канавок.
Восстановление шкворней поворотных кулаков. У шкворней изнашиваются наружные поверхности, сопрягаемые со втулками.
Изношенные шкворни восстанавливают хромированием или осталиванием. Толщина слоя хрома не должна превышать 0,3 мм на диаметр.
Шкворни можно перешлифовывать до ремонтного размера. В этом случае отверстие оси растачивают и в него запрессовывают втулку, а втулки поворотного кулака заменяют новыми с уменьшенным отверстием.
Восстановление червяков и роликов рулевого управления. Червяки и ролики с раковинами и трещинами, обломами, ступенчатым износом и отслоенным металлом на рабочих поверхностях выбраковывают.
Ролики с изношенными торцовыми поверхностями шлифуют, а при сборке применяют упорные шайбы увеличенной толщины.
В весьма редких случаях червяки с мелкими раковинами и выработкой на конических опорных поверхностях шлифуют или протачивают резцом с пластинкой из твердого сплава, а при сборке между картером и подшипниками помещают дополнительные шайбы.
Ремонт рессор. В зависимости от характера дефекта рессорные листы либо восстанавливают, либо заменяют новыми.
Характерные дефекты. У рессор уменьшается стрела прогиба из-за потери упругости, появляются трещины и ломаются отдельные листы. Кроме того, у них изнашиваются отверстия под втулки, торцы ушков и сами листы по толщине.
Коренные листы работают в более тяжелых условиях и поэтому чаще ломаются. Кроме нагрузки от веса, на коренные листы некоторых машин действуют добавочные усилия.
Устранение неисправностей. Листы, потерявшие нормальную форму и упругость, отжигают и выгибают по шаблону (в качестве шаблона можно использовать новый лист). После этого их закаливают и отпускают до требуемой твердости.
В случае износа отверстий под втулки подгибают ушки. Незначительное нарушение формы листов устраняют наклепом в холодном состоянии ударами молотка со стороны вогнутой поверхности листа.
Листы с трещинами заменяют новыми или изготовленными из рессорной стали. Для изготовления листов отрезают заготовки соответствующих размеров прессовыми ножницами или предварительно нагревают и отрубают. Затем размечают и сверлят отверстия под стяжные болты.
У коренных листов делают ушки, предварительно нагревая эти места до температуры 950—1000°С. После этого лист вновь нагревают в печи до температуры 950—1000°С, укладывают на специальный шаблон и изгибают до получения соответствующего радиуса кри-визны. Затем закаливают листы. При этом их нагревают до температуры 870—900° С и опускают в масло, нагретое до температуры 60° С. Отпускают листы при температуре 400—500° С.
Перед сборкой листы зачищают, промывают и смазывают графитной смазкой или смесью из 70—80% солидола и 20—30% графита. Собранные рессоры испытывают на прессе для проверки стрелы прогиба или расстояния, на которое она удлиняется при прогибе.
При определенной нагрузке стрела прогиба должна равняться нулю. После снятия нагрузки рессора должна иметь первоначальную стрелу прогиба.
Восстановление крестовин вилок карданных валов. У крестовин карданных валов изнашиваются шипы и резьба, у вилок — отверстия под подшипники и шлицы, а также повреждается резьба.
Изношенные крестовины восстанавливают хромированием, наплавкой, напрессовкой втулок и способом пластической деформации.
Твердость наплавленных шипов должна быть не менее НРС 45.
Шипы крестовин при восстановлении напрессовкой втулок предварительно шлифуют. Стальные втулки напрессовывают с натягом 0,03—0,06 мм.
Вилки восстанавливают следующими способами: протягиванием шлицев до ремонтного размера и электродуговой наплавкой поверхностей отверстий под подшипники; заменой шлицевой части и запрессовкой втулок в отверстия под подшипники или вибродуговой наплавкой поверхностей отверстий под подшипники; обжатием вилок на прессе.
Во время обжатия в вилку вставляют стержень, чтобы избежать последующей механической обработки шлицев.
Восстановление шаровых опор поворотных кулаков передних ведущих колес. У кулаков шарниров передних ведущих мостов изнашиваются беговые дорожки шариков, шлицы и другие поверхности.
Беговые дорожки восстанавливают следующим образом. Нагревают головку кулака в печи до температуры 550—600° С, а затем наплавляют при помощи газовой горелки № 3 или № 4. В качестве присадочного материала применяют прутки из сормайта № 2 диаметром 2—3 мм. При наплавке перекрывают изношенный участок на 2—3 мм. Выступаиие наплавленного слоя допускается не более 0,5 мм. По окончании наплавки головку еще раз нагревают в печи до температуры 800—820° С и закаливают в масле на длине 60 мм. Затем шарнир отпускают, нагрев до температуры 400—450° С. Твердость на участке наплавки должна находиться в пределах НЯС 58—65. После отпуска деталь шлифуют абразивными наконечниками.
Предварительно качество обработки проверяют прокатыванием шарика нормального размера, покрытого тонким слоем краски.
Окончательно форму восстановленных беговых дорожек проверяют при сборке с шариками. Шарики не должны отличаться по диаметру более чем на 0,04 мм. Собранный шарнир должен поворачиваться на угол 10—15° от прямолинейною положения после приложения усилия 150 Н на плече 450 мм.
Восстановление тормозных барабанов. В результате неоднократных торможений изнашивается внутренняя поверхность тормозных барабанов. Изношенные поверхности протачивают до ремонтного размера при помощи специального приспособления на токарном станке или непосредственно на автомобиле.
Барабаны растачивают при износе поверхности более чем на 0,6 мм и выбраковывают при увеличении диаметра на 4—6 мм. Барабаны с трещинами и обломами выбраковывают.
Восстановление дисков колес и ступиц. У ступиц изнашиваются гнезда под подшипники колес и резьбовые отверстия под шпильки крепления фланца полуоси заднего колеса. Изношенные посадочные места под подшипники в ступицах растачивают и в них запрессовывают втулки, изготовленные из полосовой стали, трубы или стальной заготовки. Втулки запрессовывают с натягом 0,05—0,15 мм и растачивают до номинального размера.
Изношенную резьбу в отверстиях под шпильки крепления фланца полуоси заднего колеса пере нарезают на резьбу ремонтного размера или сверлят отверстия в новом месте и в них нарезают резьбу нормального размера. При нарезании рекомендуется пользоваться кондуктором, чтобы не нарушить взаимозаменяемость и избежать дальнейшей подгонки.
В дисках колес изнашиваются конусные отверстия. Их раззенковывают и приваривают конусные шайбы (втулки).
Вмятины и изгибы устраняют правкой в холодном состоянии или после нагрева поврежденного места пламенем газовой горелки.
Ремонтавтомобильныхшин
1. Определение объема ремонта покрышек и камер
В отличие от других агрегатов автомобиля объем ремонта покрышек и камер определяется количеством так называемых ремонтных единиц, и их ремонт не подразделяется на капитальный, средний, текущий. Чем более сложный ремонт, требующий большего количества затрат времени и материалов, тем большим количеством ремонтных единиц он оценивается.
По ремонтным единицам определяются стоимость ремонта,, потребное количество ремонтных материалов и трудоемкость наполнения ремонта. При этом различаются ремонтные единицы по ремонту покрышек и камер.
Для практического определения в каждом отдельном случае, какому количеству ремонтных единиц соответствует тот или иной ремонт, служат специальные таблицы для камер. Количество ремонтных единиц зависит от вида повреждения, размера повреждения и размера ремонтируемой покрышки. Количество ремонтных единиц тем больше, чем сложнее повреждение, чем больше его размер и размер самой покрышки, т. е. чем больше трудности выполнения ремонта и чем больше .затрачивается ремонтных материалов.
Для ремонта сквозного повреждения, расположенного по протектору, у покрышки 12,00—20 автомобиля МАЗ-205 размером 100 мм потребуется больше материалов и времени, чем для такого же ремонта покрышки автомобиля «Москвич» 5,00—16. Поэтому в таблице для первого случая указано 12 ремонтных единиц, а для второго — всего лишь 3 ремонтные единицы. Для определения величины повреждения замеряется его длина в миллиметрах в наибольшем направлении. Если ремонтируемые покрышка или камера имеют несколько повреждений, то объем ремонта определяется как сумма объемов отдельных повреждений.
Допустим, покрышка 6,50—20 имеет два сквозных повреждения по протектору, одно из которых размером до 100 мм и второе — до 200 мм.
В соответствии с приведенной выше таблицей объем ремонта первого повреждения оценивается в 3 ремонтные единицы, второго — в 5 единиц. Общий объем ремонта составит 8 ремонтных единиц.
2. Ремонт покрышек
Технологический процесс ремонта покрышек состоит из подготовки поврежденных участков для наложения починочных материалов, наложения починочных материалов на поврежденные участки и вулканизации ремонтируемых мест.
Мойка является первой подготовительной операцией при ремонте покрышек. Эта трудоемкая операция цол.ностью механизируется при помощи специальных моечных машин. При небольшом объеме работ мойка может выполняться вручную в ванне с помощью шланга и жесткой щетки.
Сушка необходима для избежания при вулканизации пористости наложенных починочных материалов и ухудшения их сцепления с покрышкой вследствие наличия влаги. У непросушенных покрышек с обнаженными нитями корда влага всегда находится в известных количествах, так как нити корда впитывают ее подобно фитилям.
Для сушки в отделении подготовки имеется сушильная камера, в которой поддерживается температура 40—60°, создаваемая радиаторами, обогреваемыми паром или горячей водой. Покрышки располагаются на стеллажах не ближе 1 м от отопительных приборов и находятся в камере в течение 24 часов. Камера оборудуется естественной или принудительной вентиляцией.
В случае отсутствия сушильной камеры покрышки можно сушить над вулканизационным оборудованием на вешалках. Время сушки в этом случае увеличивается до 2—3 суток.
Вырезка служит для удаления отслоенных и поврежденных участков резины. Вырезкой создается необходимая площадь контакта ремонтируемого участка покрышки с починочными материалами и заплатами. Применяются следующие способы вырезки резины и корда вокруг повреждения: внутренним конусом, наружным конусом, встречным конусом и в рамку.
Границы вырезки определяются из расчета удаления всех поврежденных и отслоенных участков резины и корда, а также с учетом достаточно отлогого угла среза.
Для вырезки внутренним конусом покрышку устанавливают на мостике расширителя и ее борты раздвигают. Поврежденные участки покрышки вырезают с внутренней ее стороны, скашивая края к центру на всю глубину прорыва. Угол скоса, в зависимости от характера прорыва, допускается от 30 до 90°.
Для вырезки наружным конусом покрышку надевают на болванку или устанавливают на верстак. Ножом, смоченным водой, вырезают резину от краев к центру под углом 30—40°, не увеличивая при этом окна прорыва.
Для вырезки встречным конусом каркас изнутри покрышки до подушечного слоя вырезают внутренним конусом, а с наружной стороны протектор и подушечный слой — наружным конусом.
Для вырезки в рамку покрышка располагается на мостике расширителя или на верстаке со вставленными распорками между бортов. Вырезка заключается в последовательном ступенчатом снятии -слоев корда. Величина ступенек по направлению нитей 20 мм и поперек нитей корда 10 мм. Последний нижний слой корда не снимается. Расстояние от окна прорыва до границы снятия первого слоя корда для четырехслойных покрышек по направлению нитей 40 мм и поперек нитей 80 мм, для шестислой-ных — соответственно 70 и 110 мм.
Рис. 1. Схемы вырезки повреждений: А — внутренним конусом; Б — наружным конусом; В — встречным конусом; Г — в рамку; 1 — протектор покрышки; 2 — подушечный слой; 3 — каркас; 4 — внутренний конус; 5 — наружный конус; 6 — встречный конус
Рис. 2. Инструмент вырезчика:
1 — нож с длинным лезвием; 2 — изогнутый нож; 3, 4 — специальные ножи; 5 — крючок; 6 — клещи
Применяемый для вырезки инструмент показан на рис. 2. Шероховка необходима для увеличения прочности соединения заплаты с покрышкой за счет увеличения сцепления и более глубокого проникновения клея. Шероховке подвергаются
поверхности вырезанных повреждений и прилегающие к ним поверхности наружных резин или корда. В начале шерохуются повреждения с внутренней стороны покрышки, а затем с наружной.
Размеры шерохуемой внутренней поверхности покрышки зависят от размеров повреждения после вырезки и размеров самой покрышки и устанавливаются с таким расчетом, чтобы они были больше размеров накладываемых манжет и пластырей К
Участки каркаса и подушечного слоя шерохуются дисковой проволочной щеткой, а участки резиновой поверхности — дисковым рашпилем. Щетка перемещается по направлению нитей корда от краев к центру повреждения. Внутреннюю шероховку удобно выполнять, используя подвесной электродвигатель с хиб-ким валом. Зашерохованные участки должны иметь ровный ворс, матовую поверхность, без признаков подгорания и следов от среза ножом; разлохмаченные нити корда должны быть срезаны.
У каждого рабочего места по шероховке должны быть установлены местные пылеотсосы. Персонал, работающий на шеро-ховальных станках, обязан применять защитные очки. Шерохо-вальный инструмент должен быть огражден металлическим кожухом.
Подготовка поврежденных участков для наложения починочных материалов заканчивается контролем качества выполненных работ.
Для удобного осмотра внутри покрышки ее борты предварительно расширяют и между ними ставят распорки.
При контрольном осмотре проверяется, нет ли пропущенных повреждений или незашерохованных участков; проверяются качество зашерохованной поверхности и ее размеры; проверяется качество вырезки повреждений, после чего покрышка может быть подвергнута последующим операциям ремонта.
Клей на поврежденные участки наносят кистью из тонкой щетины равномерным тонким слоем, без подтеков и пропусков так, чтобы он хорошо проникал в зашерохованные поверхности.
Жидким клеем концентрации 1 : 8 промазывают зашерохованные участки сначала на внутренней, а затем на наружной поверхности покрышки.
Промазанные покрышку, манжету или подманжетник помещают в сушилку с температурой 30—40° на 25—30 мин. или же производят их сушку в помещении цеха в течение не менее 60 мин. По истечении времени сушки производят вторую промазку клеем концентрации 1 : 5 и таким же образом — сушку.
Резину, прорезиненные ткани и пластыри промазывают клеем концентрации 1 : 8 в том случае, если они потеряли свою первоначальную клейкость, которая не может быть восстановлена освежением. При наличии клейкости они только освежаются.
Для освежения поверхность починочных материалов и пластырей протирается тампоном из миткаля, смоченным в бензине. После освежения починочные материалы помещаются под вытяжным зонтом до полного удаления запаха бензина.
Электрическое освещение помещения, где производится промазка и сушка, должно быть оборудовано закрытой проводкой и герметической арматурой, а электродвигатели должны быть взрывобезопасными. Во время сушки промазанных клеем покрышек и починочных материалов обязательно включение вытяжной вентиляции.
Заделка починочными материалами вырезанных, промазанных клеем и просушенных повреждений производится на отдельном рабочем месте с применением инструмента, показанного на рис. 3.
Рис. 3. Инструмент заделыцика:
1 — нож; 2, 3, 6 — прикаточпые ролики; 4 — ножницы; 5 — шило
Перед заделкой между бортами покрышки устанавливаются распорки и промазанная клеем поверхность освежается бензином. Распорки не должны искажать профиль покрышки вследствие чрезмерного расширения бортов. Покрышка ремонтируется сперва с внутренней стороны, а затем с наружной. Манжеты, пластыри и подманжетники изготовляются с различным количеством слоев корда в них и разных размеров, что позволяет подбирать их в зависимости от величины повреждения и размера ремонтируемой покрышки.
Так, например, для ремонта сквозного повреждения размером 80 мм у покрышки 6,50—20 необходимо наложить у места прорыва шестислойный пластырь размером 330 X 330 мм. Если у такой покрышки ремонтируется сквозное повреждение, например, 170 мм, то в этом случае необходимо наложить шестислой-ную манжету размером 450 мм. Наконец, если ремонтируется покрышка с таким же сквозным повреждением, но сама покрышка большего размера, 7,50—20, то в данном случае необходимо наложить не только шестислойную манжету размером 550 мм, а до нее должны быть наложены четырехслойный подманжетник размером 400 мм и поверх него манжета. Одна манжета в этом случае не обеспечивает требуемой прочности. Для подбора манжет, пластырей и подманжетников существуют таблицы, в которых они предусматриваются для всех возможных случаев ремонта.
Заделка сквозных повреждений начинается с обкладки их стенок прослоечной резиной толщиной 0,7 мм. Этой резиной должны быть покрыты выпуклая сторона манжеты, обе стороны подманжетника и ступенчатая сторона пластыря. Это необходимо для обеспечения надежного соединения накладываемых починочных материалов с покрышкой.
После этого вырезанные участки протектора и подушечного слоя заполняются протекторной резиной, а вырезанные участки каркаса — прослоечной резиной толщиной 2 мм.
Наложение пластырей, подманжетников или манжет производится таким образом, чтобы центры их совпадали с центром повреждений и направление нити наружного слоя покрышки соответствовало направлению нитей наружного слоя пластыря или манжеты. Наложенные пластыри и манжеты прикатываются роликом, а их края перекрываются сверху лентой прослоечной резины толщиной 0,7 мм.
Чтобы исключить образование пузырей воздуха, наложение починочного материала производят не всей поверхностью, а постепенно с одного конца с легким натяжением материала и при-каткой роликом. Образовавшиеся пузыри воздуха прокалывают шилом.
При заделке участков каркаса, вырезанных в рамку, на всю ступенчатую рамку накладывается ленточка прослоечной резины толщиной 0,7 мм, шириной 15—20 мм и прикатывается роликом. Затем в соответствии с размерами удаленных слоев корда вставляются новые, заранее вырезанные из корда заплаты. Поверх вставленных в рамку слоев корда накладывается последний слой, перекрывающий кромки рамки на 35—50 мм с каждой стороны.
При заделке наружных повреждений покрышки весь ремонтируемый участок оклеивается прослоечной резиной толщиной 0, 7 мм, а углубления по каркасу заполняются прослоечной резиной толщиной 2 мм. Вырезанный участок протектора заполняется кусками протекторной резины размером соответственно величине и форме повреждений. При заделке несквозных повреждений грузовых покрышек все операции выполняются так же, как и при заделке сквозных повреждений.
Перед тем как покрышки подвергнуть вулканизации, устанавливается доброкачественность выполнения заделки.
Покрышка не должна иметь незаделанных повреждений; все наложенные починочные материалы должны быть плотно прикатаны и перекрывать повреждения на необходимую величину; наружные участки наложенной починочной резины должны быть выше поверхности покрышки на 2—3 мм, а по краям срезаны под уровень покрышки; борты и боковины покрышки после ремонта не должны быть утолщены за счет излишне наложенного починочного материала.
Вулканизация ремонтируемых мест является одной из самых важных операций при ремонте покрышек.
Сущность вулканизации заключается в том, что при нагреве до известной температуры в невулканизованной резине протекает физико-химический процесс, в результате которого резина приобретает эластичность, прочность, упругость и другие необходимые качества.
При вулканизации двух кусков резины, склеенных резиновым клеем, они превращаются в монолитную конструкцию и прочность их соединения не отличается от прочности сцепления основного материала внутри каждого куска. При этом для обеспечения необходимой прочности куски резины должны быть прижаты — опрессованы 1под давлением 5 кг/см2.
Для того чтобы совершился процесс вулканизации, недостаточно произвести только нагрев до необходимой температуры, т. е. до 143+2°; процесс вулканизации не совершается мгновенно, поэтому нагретые покрышки необходимо выдержать определенное время при температуре вулканизации.
Вулканизация может произойти и при более низкой температуре, чем 143°, но при этом требуется больше времени. Так, например, при снижении температуры против указанной всего лишь на 10° время вулканизации должно быть увеличено в два раза. С целью сокращения времени на предварительный прогрев при вулканизации применяют электроманжеты, позволяющие вести прогрев одновременно с двух сторон покрышки, сокращая при этом время вулканизации и улучшая качество ремонта. При одностороннем прогреве покрышек большой толщины происходит перевулканизация участков резин, соприкасающихся с вулкани-зационным оборудованием, и недовулканизация резин с противоположной стороны. Время вулканизации в зависимости от вида повреждения и размера покрышки колеблется от 30 до 180 минут — для покрышек и от 15 до 20 минут для камер
Для вулканизации в автохозяйствах применяется стационарный вулканизационный аппарат модели 601, выпускаемый трестом ГАРО.
В рабочий комплект вулканизационного аппарата входят корсеты для секторов, затяжки корсетов, протекторные и бортовые профильные ioдкладки, струбцины, прижимные накладки, песочные 1мешки, матрацы,.
При давлении пара в котле 4 кг/см2 обеспечивается необходимая температура поверхности вулканизационного оборудования 143’+2°. При давлении 4,0—4,1 кг!см2 предохранительный клапан должен открываться.
Вулканизационные аппараты перед пуском в эксплуатацию должны быть осмотрены инспектором котлонадзора.
Внутренние повреждения покрышек вулканизуются на секторах, наружные — на плитах с применением профильных подкладок. Сквозные повреждения (при наличии электроманжет вулканизуются на плите с профильной подкладкой, при отсутствии электроманжет раздельно: сначала с внутренней стороны на секторе, затем с наружной на плите с профильной накладкой.
Электроманжета состоит из нескольких слоев резины и наружного слоя прорезиненного чефера, в середине которых помещена спираль из нихромовой проволоки для нагрева и терморегулятор для поддержания постоянной температуры (150°).
Рис. 4. Стационарный вулканизационный аппарат ГАРО модели 601:
1 — сектор; 2 — бортовая плита; 3 — котел-парообразователь; 4 — малые струбцины для камер; 5 — кронштейн для камер; 6 — манометр; 7—струбцина для покрышек; 8 — топка; 9 — водомерное стекло; 10 — ручной плунжерный насос; 11 — всасывающая трубка
Перед вулканизацией отмечают границы ремонтируемого участка покрышки. Для устранения прилипания тальком опудри-вают его, а также песочный мешочек, электроманжету и вулка-низационное оборудование (секторы, профильные подкладки и др.), соприкасающиеся с покрышкой.
При вулканизации на секторе опрессовка достигается с помощью затяжки корсета, а при вулканизации на плите с помощью мешка с песком и струбцины.
Профильные подкладки (протекторные и бортовые) подбираются в соответствии с ремонтируемым местом покрышки и ее размером.
Электроманжета при вулканизации располагается между покрышкой и песочным мешком.
Время начала и конца вулканизации отмечается мелом на специальной доске, установленной у вулканизационного оборудования.
Отремонтированные покрышки должны отвечать следующим требованиям:
1) покрышки не должны иметь не-отремоитированных мест;
2) на внутренней стороне покрышки не должно быть вздутий и следов отслоений заплат, недовулканизации, складок и утолщений, ухудшающих работу камеры;
3) наложенные по протектору или боковине участки резины должны быть полностью свулканизованы до твердости по Шору 55—65;
4) восстановленные в процессе ремонта участки протектора размером более 200 мм должны иметь рисунок, одинаковый со всем протектором покрышки; рисунок типа «Вездеход» должен быть нанесен независимо от размера восстановленного участка протектора;
5) форма бортов покрышки не должна быть искажена;
6) утолщения и впадины, искажающие наружные габариты и поверхность покрышки, не допускаются;
7) отремонтированные участки не должны иметь отставаний; допускается наличие раковин или пор до 20 мм2 по площади и до 2 мм глубиной в количестве не более двух на квадратный дециметр;
8) качество ремонта покрышек должно обеспечивать гарантийный их пробег после ремонта.
3. Ремонт камер
Подобно технологическому процессу ремонта покрышек технологический процесс ремонта камер состоит из подготовки поврежденных участков для наложения заплат, наложения заплат и вулканизации.
В объем работ по подготовке поврежденных участков для наложения заплат входят: выявление скрытых и видимых повоеж-дений, снятие старых невулканизованных заплат, закругление краев с острыми углами, шероховка резин вокруг повреждения, очистка камер от шероховальной пыли.
Рис. 5. Сектор для вулканизации покрышек:
1 — сектор; 2 — покрышка; 2 — корсет; 4 — затяжка
Рис. 6. Вулканизация бортовых повреждений покрышки на бортовой плите:
1 — покрышка; 2 — бортовая плита: 3 — бортовая подкладка; 4 — мешок с песком; 5 — металлическая накладка; 6 — струбцина
Видимые повреждения выявляются внешним осмотром при хорошем освещении и обводятся химическим карандашом.
Для выявления скрытых повреждений, т. е. небольших проколов, незаметных на глаз, камера в надутом состоянии погружается в ванну с водой, и по выходящим пузырькам воздуха определяется место прокола, которое также обводится химическим карандашом. Поврежденная поверхность камеры подвергается шероховке карборундовым камнем или проволочной щеткой на ширине 25—35 мм от границ повреждения, не допуская попадания шероховальной пыли во внутрь камеры. Зашерохованные места очищаются щеткой.
Починочными материалами для ремонта камер являются: не-вулканизованная камерная резина толщиной 2 мм, резина камер, негодных для ремонта, и прорезиненный чефер. Сырой, невулкани-зованной резиной заделываются все проколы и разрывы размером до 30 мм. Резиной для камер ремонтируются повреждения более 30 мм. Эта резина должна быть эластичной, без трещин и механических повреждений. Сырую резину освежают бензином, промазывают клеем концентрации 1 : 8 и просушивают в течение 40—45 минут. Камеры шерохуют проволочной щеткой или карборундовым камнем на шероховальном станке, после чего их очищают от пыли, освежают бензином и просушивают в течение 25 минут, затем промазывают два раза клеем концентрации 1 : 8 и просушивают после каждой намазки в течение 30—40 минут при температуре 20—30°. Чефер промазывают один раз клеем концентрации 1 : 8, затем просушивают.
Заплату вырезают с таким расчетом, чтобы она со всех сторон перекрывала отверстие на 20—30 мм и была меньше границ зашерохованной поверхности на 2—3 мм. Накладывается она на ремонтируемый участок камеры одной стороной и постепенно прикатывается роликом по всей поверхности, так, чтобы между ней и камерой не осталось пузырьков воздуха. При наклейке заплат необходимо следить, чтобы склеиваемые поверхности были совершенно чистыми, свободными от влаги, пыли и жирных пятен.
В тех случаях, когда камера имеет разрыв свыше 500 мм, ее можно отремонтировать путем вырезки поврежденного куска и вставки на его место такого же куска из другой камеры того же размера. Этот метод ремонта получил название стыкования камер. Ширина стыка должна быть не менее 50 мм.
Поврежденная у корпусов вентилей наружная резьба восстанавливается с помощью плашек, а внутренняя — метчиками.
При необходимости замены вентиля его вырезают вместе с фланцем и привулканизовывают на новом месте другой вентиль. Место расположения старого вентиля ремонтируют, как обычное повреждение.
Вулканизация поврежденных мест производится на вулкани-зационном аппарате модели 601 или на вулканизационном аппарате ГАРО для вулканизации камер. Время вулканизации заплат—15 минут и фланцев — 20 минут при температуре 143+2°.
При вулканизации камера прижимаётся струбциной через деревянную накладку к поверхности плиты. Накладка должна быть больше заплаты на 10—15 мм.
Если ремонтируемый участок не помешается на плите, то вулканизуется он в две-три последовательные установки (ставки).
После вулканизации наплывы на незашерохованную поверхность срезают ножницами, а края заплат и заусенцы снимают на камне шероховального станка.
Отремонтированные камеры должны отвечать следующим требованиям:
1) камера, наполненная воздухом, должна быть герметична как по телу камеры, так и в месте крепления вентиля;
2) заплаты должны быть плотно привулканизованы, не иметь пузырей и пористости, их твердость должна быть одинаковой с резиной камеры;
3) края заплат и фланцев не должны иметь утолщений и отслоений;
4) резьба вентиля должна быть исправной.
4. Ремонт покрышек и камер в дорожных условиях
Ремонт покрышек в пути заключается в наложении с внут-ренней стороны временных пластырей или манжет, приклеиваемых невулканизующимся резиновым клеем. Недостаток такого ремонта заключается в том, что наложенные заплаты плохо держатся при нагреве покрышки, поэтому он является временным ремонтом и служит для того, чтобы доехать до гаража, где покрышка должна быть отремонтирована с помощью вулканизации.
Место разрыва и прилегающие к нему участки тщательно очищаются от грязи, пыли (при наличии влаги просушиваются) и шерохуются металлической щеткой или рашпилем. Границы шероховки должны быть не ближе 100 мм от краев повреждения. В размер с зашерохованной площадью подбирают пластырь или манжету, поверхность которой шерохуют с выпуклой стороны. Покрышка промазывается два раза клеем концентрации 1 : 8, а манжета или пластырь один раз.
Клей считается просушенным, когда исчезнет запах бензина. После наложения манжет или пластырей их края скашивают ножом для плавного перехода и сверху припудривают тальком.
Проколы покрышки могут быть качественно отремонтированы в дорожных и стационарных условиях с помощью так называемых резиновых грибков, по своей форме напоминающих гриб с конусной шляпкой и тонкой ножкой.
Грибок вводится ножкой в прокол до плотного прилегания его шляпки к внутренней поверхности покрышки. Шляпка прикатывается металлическим роликом и опудривается тальком, а выступающий наружу конец ножки срезается в уровень с поверхностью покрышки.
Камеры могут быть отремонтированы в пути с помощью не-вулканизующегося клея и резиновых заплат или с помощью вул-канизационных брикетов. В первом случае ремонт будет носить временный характер, во втором случае качество ремонта может быть таким, как и при ремонте в стационарных условиях.
При ремонте с применением невулканизующегося клея зачистка и шероховка поверхности камеры, промазка клеем, размеры заплат и их наложение производятся, как и в стационарных условиях.
При ремонте с помощью вулканизацион-ных брикетов поверхность камеры вокруг повреждения шерохуют рашпилем, наждачным полотном или металлической щеткой. Если размер повреждения более 5 мм, то края его обрезают ножом или ножницами и отверстию придают круглую или овальную форму; затем из утильной камеры вырезают заплату, так, чтобы она плотно разместилась в вырезанном отверстии. Одну сторону заплаты подвергают шероховке, после чего заплату из сырой резины прижимают к донышку металлической чашечки, так, чтобы ее края везде одинаково отстояли от краев чашечки. Прижимая заплату к донышку чашечки, нельзя прикасаться к ней руками,— надо пользоваться целлофаном, который затем снимают с заплаты. Зашерохованные места и заплаты из сырой резины должны охраняться от попадания на них пыли, грязи и влаги. Размер заплаты должен обеспечивать перекрытие повреждения камеры со всех сторон на 15 мм. Затем камеру укладывают на площадку струбцины зашерохованной поверхностью вверх. Вулканизационный брикет накладывают резиновой заплатой на камеру, после чего небольшой участок горючей массы разрыхляют и поджигают. Количество массы и скорость ее сгорания подобраны так, чтобы обеспечить необходимую температуру и время вулканизации. Струбцину следует снимать через 10—15 мин. после полного сгорания горючей массы; в течение этого времени завершается процесс вулканизации.
Для ремонта покрышек и камер в дорожных условиях выпускаются специальные аптечки (АР-4), в которых содержатся все необходимые материалы и инструменты, кроме струбцины.
Рис. 7. Струбцина ручная:
1 — корпус струбцины;
2 — прижимной винт;
3 — прижимная звездочка
—
Своевременный и высококачественный ремонт увеличивает пробег автомобильных шин и обеспечивает снижение затрат на их эксплуатацию. Необходимым условием для качественного ремонта шин является тщательность выполнения каждой ремонтной операции. Технологический процесс ремонта покрышек следующих операций: приема в ремонт, мойки и с СТО подготовки поврежденных участков к ремонту, 1-го осмотра, намазки клеем и сушки, 2-го контрольного троль заделки повреждений, 3-го контрольного осмотра, вулканизации, отделки, окончательного контроля. Ремонту не подлежат покрышки, у которых изношено больше двух лоев каркаса по всей окружности, покрышки с вытянутыми бортами и с поломанной проволокой в бортах, с затвердевшей и протрескавшейся в результате старения резиной, с расслоениями или сквозными разрывами каркаса больше 250 мм у покрышек грузовых автомобилей и более 200 мм у покрышек легковых автомобилей, а также покрышек с резиной, пропитанной керосином, маслом или нефтью.
Рис. 8. Способы ремонта сквозных повреждений шин: I — внутренним конусом; II — внешним конусом; III — встречным конусом) IV—в рамку.
Покрышки моют в специальной ванне или шлангом, жесткой щеткой и тряпкой. После мойки покрышка должна быть тщательно просушена в сушильных камерах при температуре 40—60 °С в течение 24—36 ч. При отсутствии сушильной камеры покрышку можно сушить на специальных вешалках, расположенных над вулканизационным оборудованием.
На качество ремонта покрышки исключительно большое влияние оказывает их сушка. При ремонте недостаточно просушенных покрышек резко ухудшается качество их вулканизации вследствие образования паровых пробок.
При подготовке покрышки к ремонту поврежденные участки вырезают в соответствии с намеченным способом ремонта и производят их шероховку. В зависимости от резмера сквозного повреждения применяется способ ремонта вставкой «в рамку» Для легковых автомобилей и «внутреннего», «наружного» или «встречного» конуса для грузовых автомобилей. Опыт показал, что, кроме пластыря, целесообразно применять с внутренней стороны и манжет, который предохраняет каркас от разрушения и увеличивает срок службы отремонтированных шин.
Гвоздевые сквозные проколы ремонтируют с помощью спе. циального резинового грибка.
Для удобного доступа к внутренней части покрышки при вы-резании сквозных повреждений применяют механические, гид. равлические или пневматические борторасширители. Поврежден-ные края вырезают специальным .ножом под углом 30—40°. Участки, подготовляемые к ремонту, подвергают шероховке внутри и снаружи покрышки.
Шероховка обеспечивает прочное сцепление починочных материалов с поверхностью покрышки. Для внутренней шероховки применяют специальное приспособление, состоящее из электродвигателя мощностью 0,8—1,0 кет с гибким валом, на котором закрепляется стальная дисковая щетка диаметром 100—110 мм и шириной 30 мм.
Для наружной шероховки применяют шероховальный станок, состоящий из электродвигателя (N == 2,2 f 3,0 кет; п = — 1400 об/мин), на одном конце которого укреплен дисковый рашпиль, а на другом — стальная щетка. После окончания шероховки покрышку очищают от шероховальной пыли и производят первый контрольный осмотр подготовленной поверхности, обращая внимания на качество произведенной вырезки и шероховки. Затем подготовленную поверхность покрышки промазывают два раза ^леем концентрации 1 :5 (одна часть клея на 5 частей бензина), а поверхность пластыря — клеем концентрации 1 :
10.
После каждой промазки нанесенный слой клея просушивают при температуре 30—40 °С в течение 35—50 мин. Промазанную клеем и просушенную покрышку подвергают второму контрольному осмотру, а затем заделывают повреждения и производят третий контрольный осмотр и вулканизацию. Вулканизация предназначена для создания прочного соединения починочных материалов с покрышкой и превращения сырой починочной резины в упругоэластичное состояние. Для вулканизации наружных повреждений покрышек, расположенных по протектору, боковине и борту, применяют секторную форму, а вулканизацию внутренних и сквозных повреждений покрышек по каркасу производят на секторе. Вулканизационное оборудование обогревают паром от вулканизационного аппарата или парогенератора.
Проколы бескамерных шин (обычных и арочных) ремонтируют без демонтажа их с колеса. Отверстия мелких проколов (диаметром 2—3 мм) заполняют специальной пастой с помощью шприца. Проколы больших размеров (диаметром до 5 мм) ремонтируют с помощью резиновых пробок, на наружной поверхности которых имеются кольцевые выступы, или пробок, изготовленных в виде грибка.
При постановке пробок в виде грибка необходимо снять обода.
Ремонткабиныикузова
Кабины и кузова грузовых автомобилей общего назначения и специализированных. Кабина металлическая, собрана из каркаса, верхней панели, боковых панелей, панели крыши и задней панели, соединенных сваркой. В кабине расположены сиденья водителя и пассажиров и все органы управления. Она оборудована противосолнечными козырьками, стеклоочистителями, приспособлением для обмыва ветрового стекла, отопителем. Двери кабины снабжают замками, поворотными форточками и опускающимися стеклами.
Кабины автомобилей ГАЗ-53А, ЗИЛ-130, КрАЗ, «УРАЛ» крепят к раме на резиновых подушках за двигателем. У автомобилей ГАЗ-66, КамАЗ, МАЗ-500А и других кабина расположена над двигателем. При таком расположении кабины может быть уменьшена колесная база, что приводит к повышению маневренности, улучшается обзорность у водителя. Для доступа к двигателю кабину, расположенную над двигателем, делают откидывающейся.
Кузов и оперение грузовых автомобилей. Кузова грузовых автомобилей могут быть универсальными и специализированными. Устанавливают их на раме за кабиной.
Универсальный кузов предназначен для перевозки различных грузов и состоит из деревянной с металлической оковкой грузовой платформы, переднего, заднего и боковых бортов. Задний и оба боковых борта откидываются на петлях, а в поднятом положении удерживаются запорными крюками.
Грузовая платформа усиливается металлическими поперечными брусьями и при помощи стремянок и кронштейнов крепится к раме.
Специализированные кузова приспособлены для перевозки какого-либо одного вида грузов. Чаще всего это закрытые кузова-фургоны, кузова-самосвалы и кузова-цистерны.
К оперению относится капот, крылья, подножки, облицовка радиатора.
Кузова легковых автомобилей могут быть несущей, т. е. воспринимающей силовые нагрузки, и рамной конструкции. Кузовами несущей конструкции оборудуют автомобили особо малого (4 человека) и малого (4—5 человек) класса. Автомобили среднего (5—6 человек) и высшего (5—7 человек) могут иметь рамный кузов.
Кузов автомобиля ГАЗ-24 «Волга» четырехдверный, несущей конструкции и состоит из основания, передней части, задней стенки, боковин и крыши. К передней части кузова прикреплена короткая рама, к которой снизу крепится поперечина передней подвески.
В кузове установлены перед-нне и задние сиденья со спинками Для вентиляции кузова предусмотрен люк воздухопритока, установленный перед ветровым стеклом. В кузове устанавливается устройство для его обогрева.
Оперение кузова составляют передние и задние крылья, капот, брызговики, передний и задний буфера и облицовка радиатора.
На легковых автомобилях среднего и высшего класса (ЗИЛ-114, ЗИЛ-117, ГАЭ-13 «Чайка») кузова имеют рамную конструкцию.
Дополнительное оборудование кузова (кабины). Система отопления и вентиляции. Система отопления обогревает в холодное время кузов легкового или кабину грузового автомобиля.
В кабине автомобилей ГАЭ-53А, ЗИЛ-130 и в кузове автомобилей ГАЗ-24 «Волга» устанавливают систему отопления, использующую теплоту от системы охлаждения двигателя.
На автомобиле ГАЗ-53А отопи-тель кабины установлен под щитком приборов и состоит из радиатора, наружного люка воздухопритока, рукоятки управления крышкой люка, крышки наружного люка, воздухопровода подачи теплого воздуха для обдува ветрового стекла и соединительных шлангов.
Радиатор отопителя шлангами соединен с рубашкой охлаждения головки блока цилиндров и с водяным насосом двигателя.
При движении автомобиля, когда открыта крышка наружного люка воздухопритока, встречный поток воздуха входит в люк и далее через сетку и кожух к радиатору. Проходя сквозь радиатор, воздух нагревается и поступает через распределитель в кабину.
Рис. 122. Кабина:
1 — верхняя панель; 2— боковая панель; 3 — каркас; 4 — задняя панель; 5 — панель крыши.
Рис. 123. Кузов и оперение грузового автомобиля:
а — кузов; б — оперение; 1 — инструментальный ящик; 2 — задний борт; 3 — боковой борт; 4 — передний борт; 5 — вертикальные стойки; 6 — петля запорного крюка; 7 — запорный крюк; 8— поперечные брусья; 9 — стремянка грузовой платформы; 10 — петля борта; 11 — капот; 12 — крыло; 13—подножка; 14 — облицовка радиатора; 15 — рама.
Система вентиляции служит для обмена воздуха в кабине или кузове (легкового) автомобиля. Конструктивно система отопления объединена с системой вентиляции.
Устройства для обдува, очистки и обмыва ветрового стекла кабины (кузова). Для предотвращения обмерзания или запотевания ветрового стекла предусмотрен его обдув при помощи вентилятора системы отопления автомобиля. Воздух подается через вентилятор к радиатору отопителя, там нагревается и поступает по воздухопроводу к двум щелям, расположенным на панели кузова (кабины) с внутренней стороны ветрового стекла. Вентилятор включают переключателем.
Для очистки ветрового стекла от воды и снега на автомобилях устанавливают стеклоочистители. На автомобиле ГАЗ-53А установлен двухскоростной стеклоочиститель с электрическим приводом на две щетки. Электродвигатель через червячный механизм приводит в движение щетки стеклоочистителя. Включают электродвигатель и регулируют частоту вращения его вала переключателем. Стеклоочиститель автомобиля ГАЗ-24 «Волга» устроен и действует аналогично.
Автомобиль ЗИЛ-130 оборудован стеклоочистителем с пневматическим приводом от системы тормозов. Для включения стеклоочистителя и регулировки скорости движения его щеток пользуются краном, головка которого установлена на панели щитка приборов.
Рис. 124. Схема отопления, вентиляции кабины и обдува ветрового стекла автомобиля ГАЭ-53А:
1 — рукоятка крышки люка воздухопритока;
2 — рукоятка крышки внутреннего люка;
5 — переключатель электродвигателя вентилятора;
4 — крышка внутреннего люка;
6 — крышка наружного люка воздухопритока;
6 — вентилятор с электродвигателем;
7 — радиатор отопителя;
8 — распределитель.
Рис. 125. Схема стеклоочистителя с электроприводом:
1 — рычаги; 2 и 6 — щетки; 3 и 4 — тяги; 7 — механизм стеклоочистителя; 8 — электродвигатель; 9 — переключатель.
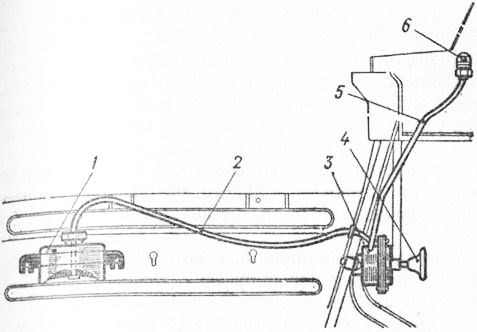
Рис. 126. Схема устройства для обмыва ветрового стекла:
1 —- бачок с водой; 2 и 5 — соединительные шланги; 3 — диафраг-менный насос; 4 — педаль насоса; 6 — жиклер.
Для обмыва ветрового стекла на автомобилях устанавливают специальное устройство (рис. 126). Оно включает: диафрагменный насос с ножным приводом, расположенным в левом углу пола кабины; водяной бачок, смонтированный под капотом; жиклеры, установленные снаружи перед ветровым стеклом. В бачке помещают клапаны с фильтром. Бачок, диафрагменный насос и жиклеры соединяют шлангами. Если нужно обмыть стекло, нажимают несколько раз педаль диафрагменного насоса, вода из бачка подается к жиклерам и опрыскивает ветровое стекло, одновременно включают и стеклоочиститель.
На кабине грузовых автомобилей снаружи установлены два зеркала заднего вида, на легковых автомобилях зеркало устанавливают внутри кузова, а также на левой передней двери кузова или переднем левом крыле.

Рис. 127. Буксирное устройство:
1 — гайка; 2 — резиновый буфер; 3 — корпус; 4 — собачка; о— шплинт; 6 — защелка; 7 — крюк; 8 — пресс-масленка; 9— кронштейн; 10 — шайбы; 11 — колпак.
Буксирное устройство. Грузовые автомобили часто используют как тягачи для буксирования прицепов или других автомобилей. Для этой цели автомобили оборудуют буксирным устройством (рис. 127), представляющим собой стержень с крюком, установленным в задней части рамы автомобиля. Рама автомобиля в месте крепления буксирного устройства усилена дополнительными поперечинами и раскосами.
Крюк буксирного устройства запирают защелкой с собачкой, удерживающей защелку от самопроизвольного открывания, и при закрытом крюке фиксируют шплинтом, вставляемым в отверстие защелки.
Стержень крюка установлен в корпусе, в котором между двумя упорными шайбами помещен резиновый буфер, зажатый гайкой, навернутой на стержень крюка. Такое устройство предохраняет раму автомобиля и соединительные элементы прицепа от резких ударов и толчков при трогании с места и торможении.
 (zip - application/zip)
(zip - application/zip)









