












 Санкт-Петербургский
политехнический университет
Санкт-Петербургский
политехнический университет
Петра Великого
Институт металлургии, машиностроения и транспорта
Кафедра "Технология машиностроения"
 |
Пояснительная записка
к курсовой работе
"Программирование станков с ЧПУ"
Преподаватель
Шабалин Д. Н.
Студент гр. 43321/1 Филиппов Н.А.
«___» __________ 2016 г.
Санкт-Петербург
2016
Оглавление
1...... Токарная часть. 3
1.1...... Заготовка. 3
1.2...... Технологические переходы при обработке. 3
1.3...... Режущий инструмент, используемый при обработке. 4
1.4...... Текст программы.. 5
2...... Фрезерная часть. 8
2.1...... Заготовка. 8
2.2...... Технологические переходы при обработке. 8
2.3...... Режущий инструмент, используемый при обработке. 9
2.4...... Текст программы.. 9
3...... Приложение. 12
1. Токарная часть 1.1. Заготовка
В качестве заготовки выберем стальной горячекатанный пруток диаметром 35 мм и длиной 169 мм по ГОСТ 2590-88.
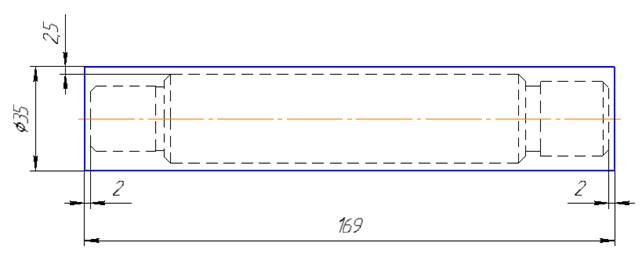
Рис.1. Эскиз заготовки
1.2. Технологические переходы при обработке
Таблица 1
|
№ п/п |
Наименование технологического перехода |
|
1 |
Подрезание торца |
|
2 |
Черновое точение |
|
3 |
Точение канавки |
|
4 |
Чистовое точение |
|
5 |
Сверление отверстия |
|
6 |
Нарезание внутренней резьбы |
|
7 |
Переустанов детали |
|
8 |
Подрезка торца |
|
9 |
Черновое точение |
|
10 |
Точение проточки |
|
11 |
Чистовое точение |
|
12 |
Сверление отверстия |
|
13 |
Нарезание внутренней резьбы |
|
14 |
Нарезание наружной резьбы |
Расчет скоростей резания






1.3. Режущий инструмент, используемый при обработке
Таблица 2
|
№ п/п |
Наименование и параметры |
Режимы резания |
|
1 |
Токарный проходной резец (черновой) R = 0,8 мм |
Частота вращения: 540 об/мин Глубина резания: 2 мм Подача: 0,05 мм/об |
|
2 |
Канавочный (фасонный) резец b = 5 мм |
Частота вращения: 360 об/мин Глубина резания: 0,5 мм Подача: 0,05 мм/об |
|
3 |
Токарный проходной резец (чистовой) R = 0,2 мм |
Частота вращения: 970 об/мин Глубина резания: 2 мм Подача: 0,03мм/об |
|
4 |
Сверло спиральное d = 5 мм |
Частота вращения: 1000 об/мин Глубина резания: 2,5 мм Подача: 0,03 мм/об |
|
5 |
Метчик М6 |
Частота вращения: 50 об/мин Глубина резания: 1 мм Подача: 1 мм/об |
|
6 |
Резьбонарезной резец α = 60° |
Частота вращения: 1140 об/мин Глубина резания: 0,2 мм Подача: 2 мм/об |
|
7 |
Канавочный (фасонный) резец b = 3 мм |
Частота вращения: 410 об/мин Глубина резания: 3 мм Подача: 0,05 мм/об |
Первый установ
O1611
N010 G40 G80 G18 G99;
N020 G28 U0 W0;
N030 T0101 G42;
N040 G0 Z3 X37;
N050 S540 M3 F0.05 M8 G96;
N060 G94 Z0 X-2;
N070 G71 U2 R1;
N080 G71 P090 Q150 U0.5 W0.5;
N090 G0 Z0 X18;
N100 G1 Z-2 X22;
N110 Z-18;
N120 G1 X26;
N130 G1 Z-20 X30;
N140 G1 Z-83;
N150 G0 X37;
N160 G28 U0 W0;
N170 T0707;
N180 S410 F0.05;
N190 G0 Z-18 X32;
N200 G1 X21.5;
N210 G0 X32;
N220 G28 U0 W0;
N230 T0303;
N240 S950 F0.03;
N250 G0 X36 Z2;
N260 G70 P090 Q150;
N270 G28 U0 W0;
N280 T0404;
N290 S1000 F0.03;
N300 G0 X0 Z5;
N310 G1 Z-21.33;
N315 G0 Z5;
N320 G28 U0 W0;
N330 T0505;
N335 S50;
N340 G0 X0 Z5;
N350 G32 Z-12 F1;
N360 M5;
N370 M4 G32 Z5;
N390 G28 U0 W0;
N420 M5 M9;
N430 M0;
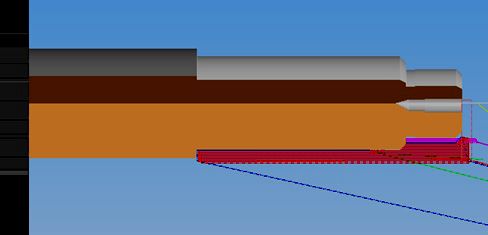
Рис.2. Деталь после обработки на первом установе
Второй установ
N440 T0101;
N450 G0 Z3 X37;
N452 S540M3 F0.05 M8;
N454 G94 Z0 X-2;
N460 G71 U2 R1;
N470 G71 U0.5 W0.5 P480 Q530;
N480 G0 Z0 X21;
N490 G1 Z-2 X25;
N500 G1 Z-27;
N510 G1 Z-29.5 X30;
N520 G1 Z-83;
N530 G0 X37;
N540 G28 U0 W0;
N560 T0202;
N570 S360 F0.05;
N580 G0 Z-27 X32;
N590 G1 X22;
N600 G0 X32;
N610 G28 U0 W0;
N620 T0303;
N630 S970 F0.03;
N640 G0 X37 Z2;
N650 G70 P480 Q540;
N660 G28 U0 W0;
N670 T0404;
N680 S1000 F0.03;
N690 G0 X0 Z5;
N700 G1 Z-21.33;
N705 G0 Z5;
N710 G28 U0 W0;
N720 T0505;
N725 S50;
N730 G0 X0 Z5;
N740 G32 Z-12 F1;
N742 M5;
N744 M4 G32 Z5;
N750 G28 U0 W0;
N751 T0606;
N752 S1140 M3;
N753 G0 Z5 X25;
N754 G76 P022060 Q200 R0;
N755 G76 X22.835 Z-26 P1083 Q400 F2 R0;
N756 G28 U0 W0;
N760 M5 M9;
N770 M30;
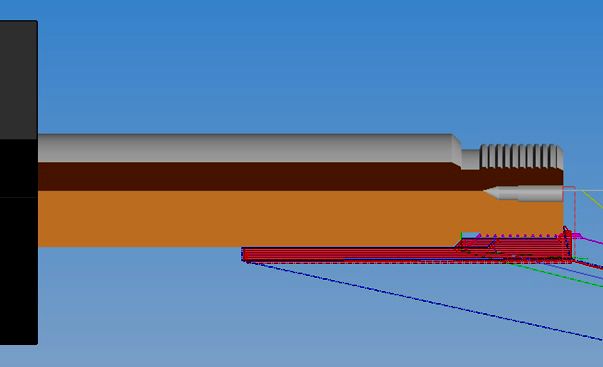
Рис.3. Деталь после обработки на втором установе
2. Фрезерная часть 2.1. Заготовка
В качестве заготовки выберем стальной горячекатанный пруток квадратного сечения 101 мм и высотой 37 мм по ГОСТ 2590-88.
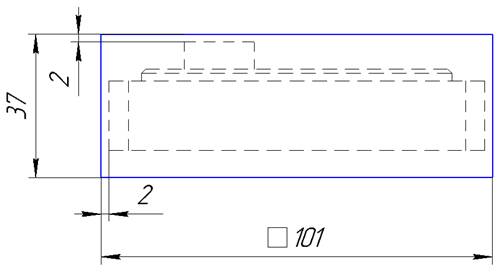
Рис.4. Эскиз заготовки
2.2. Технологические переходы при обработке
Таблица 1
|
№ п/п |
Наименование технологического перехода |
|
1 |
Фрезерование верхней плоскости |
|
2 |
Фрезерование наружного контура |
|
3 |
Черновое фрезерование квадрата □18 |
|
4 |
Чистовое фрезерование квадрата □18 |
|
5 |
Фрезерование круглого уступа Ø80 |
|
6 |
Фрезерование канавки Ø90 |
|
7 |
Сверление отверстий Ø9 |
Расчет скоростей резания




2.3. Режущий инструмент, используемый при обработке
Таблица 2
|
№ п/п |
Наименование и параметры |
Режимы резания |
|
1 |
Торцевая фреза d = 63 мм, z =5 |
Частота вращения: 300 об/мин Глубина резания: 2 мм Подача: 0,05 мм/об |
|
2 |
Концевая фреза d = 20 мм, z =6 |
Частота вращения: 950 об/мин Глубина резания: 2 мм Подача: 0,05 мм/об |
|
3 |
Концевая фреза d = 5 мм, z =3 |
Частота вращения: 1000 об/мин Глубина резания: 2,6 мм Подача: 0,05 мм/об |
|
4 |
Сверло спиральное d = 9 мм |
Частота вращения: 880 об/мин Глубина резания: 4,5 мм Подача: 0,03 мм/об |
2.4. Текст программы
O1611;
G80 G99 G40 G49 G17 G54;
G0 Z250;
T01 M6;
S300 F0.05 M3 M8;
G0 X85 Y25;
G0 Z5 G43 H1;
G1 Z0;
G1 X-85;
G0 Z5 G43 H1;
G0 X85 Y-25;
G1 Z0 G43 H1;
G1 X-85;
G0 Z20 G43 H1 M5;
T02M6;
S950 M4;
G0 X65 Y58.5;
G0 Z92;
G1 X-48.642;
G1 X-58.5 Y48.642;
G1 Y-48.642;
G1 X-48.642 Y-58.5;
G1 X48.642;
G1 Y-48.642 X58.5;
G1 Y48.642;
G1 X48.642 Y58.5;
G0 Y85;
Z250;
T01 M6;
S300 M3;
G0 X21.5 Y-85;
G0 Z5 G43 H1;
G1 Z-3.5;
G1 Y85;
G0 Z5 G43 H1;
G0 Y-41.5 X-65;
G1 Z-3.5 G43 H1;
G1 X30;
G0 Z5 G43 H1;
G0 X-85 Y41.5;
G1 Z-3.5 G43 H1;
G1 X30;
G0 Z5 G43 H1;
G0 X-61.5 Y-15;
G1 Z-3.5 G43 H1;
G1 Y15;
G0 Z5 G43 H1;
G0 X21.5 Y-85;
G0 Z5 G43 H1;
G1 Z-7;
G1 Y85;
G0 Z5 G43 H1;
G0 Y-41.5 X-85;
G1 Z-7 G43 H1;
G1 X30;
G0 Z5 G43 H1;
G0 X-85 Y41.5;
G1 Z-7 G43 H1;
G1 X30;
G0 Z5 G43 H1;
G0 X-61.5 Y-15;
G0 Z-7 G43 H1;
G1 Y15;
G0 Z5 G43 H1;
G0 X71.5 Y0;
G1 Z-10 G43 H1;
G3 I-71.5 J0 X71.5 Y0;
G0 Z5 G43 H1;
T02M6;
S950;
G0 X-1 Y-20;
G0 Z125 G43 H2;
G1 Z113;
G1 Y19;
G1 X-39;
G1 Y-19;
G1 X39;
G0 Z125;
T03 M6;
S1000
G0 X42.5 Y0;
G0 Z125;
G1 Z107.4;
G3 I-42.5 J0 X42.5 J0;
G0 Z125;
T04 M6;
S880 F0.03;
G0 X40.305 Y40.305;
G0 Z125;
G1 Z86.5;
G0 Z125;
G0 X40.305 Y-40.305;
G1 Z86.5;
G0 Z125;
G0 X-40.305 Y-40.305;
G1 Z86.5;
G0 Z125;
G0 X-40.305 Y40.305;
G1 Z86.5;
G0 Z125;
M5 M9 M30;
Данная программа написана без учета коррекции на радиус.
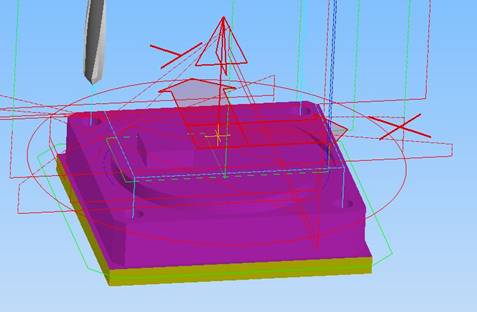
Рис. 5. Деталь после обработки
3. Приложение
В состав приложения входят чертежи деталей «Вал» и «Переходник»
 (zip - application/zip)
(zip - application/zip)









