












ФЕДЕРАЛЬНОЕ АГЕНТСТВО ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТА
Великолукский техникум железнодорожного транспорта имени К.С. Заслонова
- структурное подразделение
Великолукского филиала федерального государственного бюджетного
образовательного учреждения высшего образования «Петербургский
государственный университет путей сообщения Императора Александра I»
|
Разработал: Савченков Т.А
«_5__» Апреля 2020г.
Проверил: Титенкова О.С.
«___»____________2020 г.
Содержание
Введение………………………………………………………………..……………..…..2
1. Назначение и условия работы группового контактора……..……………..3
2. Основные неисправности группового, причины их возникновения, способы предупреждения………………………………………………….…………….5
3. Периодичность, сроки и объем плановых технических обслуживаний и текущих и средних ремонтов с разборкой и без нее…………………………………...7
4. Способы очистки, осмотра и контроля технического состояния………….9
5. Технология ремонта…………………………...……………………………..12
6. Предельно допускаемые размеры деталей при эксплуатации и различных видах технического обслуживания и ремонта. Предельно допускаемые размеры в сопряженных деталях…………………………………………………………………...14
7. Приспособление, технологическая оснастка, средства механизации оборудования, применяемое при ремонте…………………...………………………...15
8. Особенности сборки, проверки и испытаний электропневматического контактора……………………………………………………………………………….18
9. Организация рабочего места. Техника безопасности при ремонте, сборке, испытании…………………………………………………………………………….….20
Заключение ………………………………………………………………….…..22
Источники…………………………………………………………..………....…23
Приложение ………………………………………………………………..……24
Введение
Железнодорожная дорога занимает и будет занимать ведущую роль в транспортной системе страны.
Среди преимуществ железнодорожного транспорта главное это относительно низкая стоимость проезда, безопасность и надежность большая перевозочная способность, довольно большая скорость. На поезде эффективно и удобно перевозить тяжёлый груз на большое расстояние. Кроме того, поезда меньше загрязняют окружающую среду, чем любые другие виды транспорта. Работа такого транспорта не останавливается никогда. Железнодорожный транспорт не зависит ни от погоды, ни от времени года. Поезда всегда будут перевозить пассажиров и груз. На такой вид транспорта всегда можно положиться.
Все эти преимущества обеспечиваются благодаря своевременным ремонтам и обслуживанием, и проводятся ремонтными депо, которые несут ответственность за приводимые ремонты каждого элемента тепловоза, в том числе и группового контактора. Он предназначен для подключения резисторов ослабления возбуждения тяговых электродвигателей. В процессе движения групповой контактор должен работать стабильно. Это возможно только при его полной исправности. Поэтому так важно проводить периодическое обслуживание и ремонт.
В данном курсовом проекте рассматриваются вопросы: назначение и условия работы группового контактора, основные его неисправности, причины их возникновения и способы предупреждения, периодичность, сроки и объем плановых технических обслуживаний и ремонтов с разборкой и без неё и т.д.
1. Назначение и условия работы детали(сборочной единицы)
Групповой контактор ПКГ-565 предназначен для подключения резисторов ослабления возбуждения тяговых электродвигателей. Он представляет собой многополюсный аппарат с шестью главными контактными элементами мостикового типа и двумя вспомогательными блоками контактов.
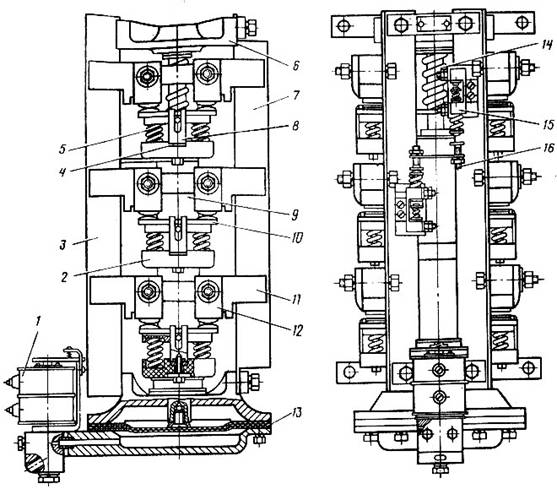
Рисунок 1. Групповой электропневматический контактор ПКГ-565: 1 - электропневмзтический вентиль; 2 - контактодержатель главных подвижных контактов; 3 - передняя рама; 4 - прокладка; 5 - контактная пружина; 6 - фланец; 7 - задняя рама; 8 - скоба; 9 - шток; 10 - главный подвижной контакт; 11 - контактодержатель главного неподвижного контакта; 12 - главный неподвижный контакт; 13 - привод; 14 - возвратная пружина; 15 "- вспомогательные контакты; 16 - регулировочный болт.
Главные контактные элементы (подвижные и неподвижные) расположены на изолирующих контактодержателях, закрепленных соответственно па подвижном штоке и сварной раме. Шток перемещается и замыкает контакты под воздействием пневматического диафрагменного привода , которым управляет электропневматический вентиль. После прекращения подачи напряжения на вентили возвратная пружина перемещает шток в исходное положение, размыкая контакты. Пневматический привод — диафрагменного типа, соединен четырьмя уголками с кронштейном. На уголках установлены пластмассовые контактодержатели с неподвижными контактами. Подвижные контакты закреплены на штоке. При включении вентиля воздух поступает в диафрагменную камеру пневмопривода. Диафрагма прогибается и перемещает шток вверх, что приводит к замыканию одновременно всех шести силовых контактов. При снятии напряжения с катушки вентиля диафрагменная камера соединяется с атмосферой, и под действием отключающей пружины шток перемещается вниз, размыкая контакты. Перемещение штока приводит также к переключению двух пар блокировочных контактов мостикового типа, установленных на уголках. Силовые контакты имеют металлокерамические накладки, обладающие высокой дугостойкостью и малым переходным сопротивлением. Хороший контакт сохраняется даже при значительной степени обгара и почернения, что повышает надежность работы контактора в эксплуатации. Поскольку напряжение на обмотках возбуждения тяговых электродвигателей невелико, силовые контакты не имеют специального дугогасящего устройства.
2.Основные неисправности группового контактора, причины их возникновения и способы предупреждения
Таблица 1.- Основные неисправности, причины их возникновения и способы предупреждения
|
Коммутационные аппараты. |
Основные неисправности |
Способы определения и устранения повреждений |
|
Утечка воздуха в системе пневматического привода |
Утечка воздуха через манжеты устраняют разведением лепестков бронзовых уплотнительных шайб или сменной кожаных манжетов. Утечка воздуха через шпильку штока ликвидирует сменой медной шайбы, проложенной между упором штока и поршнем привода. Утечка между крышкой и корпусом цилиндра устраняют заменой паронитовой прокладки. |
|
|
Появление трещин в дугогасительном роге. |
Начало трещины засверливают сверлом, диаметр которого равен толщине стенки. |
|
|
Повреждения изоляционной тяги привода |
Изоляционную тягу промывают спиртом и бензином, протирают чистой безворсовой материей и полируют. При наличие трещин, сколов, выработки в верхнем пазу (под валик) более чем на 1,5 мм тягу заменяют |
|
|
Выгорание, трещины дугогасительной камеры |
Состоящий из равных частей гипсового порошка и асбесбового волокна, или эпоксидным компаудом. |
|
|
Износ, ослабление пальцев и загрязнение сегментов блокировочного устройства. |
При большем износе допускают постановку на колодки фибровых вставок, укрепленных заклепками. |
|
|
Выработка и нарушение профиля кулачковых шайб |
Профили кулачковых шайб проверяют шаблонами. Профиль заменяемой шайбы предварительно обрабатывают по шаблону. Окончательно обработку профиля производят после сборки аппарата при подгонке диаграммы замыканий. |
|
|
Ослабление крепления кронштейнов контакторных элементов на стержнях |
К неподвижному кронштейну с дугогасительным рогом, рычагу подвижного контакта, изоляционному стержню контакторного элемента предъявляются такие же требования, как и к аналогичным деталям электропневматических контакторов. |
|
|
Выработка и оплавление блокировочных контактов |
Незначительному выработку блокировочных пальцев зачищают личным напильником и шлифуют. Пальцы с износом более 0,25 мм, трещинами, потерей упругости заменяют |
|
Коммутационные аппараты |
Основные неисправности |
Способы определения и устранения повреждений |
|
Износ внутренних поверхностей пневматического привода |
Риски на внутренней поверхности цилиндра устраняют шлифовкой. Зубомером определяют износ зубьев рейки и шестерен. Негодные кожаные манжеты и пружинные шайбы поршня, имеющие трещины и излом лепестков, заменяют. |
|
|
Трещины и выгорания стенок дугогасительных камер |
Повреждения стенок дугогасительной камеры устраняют так же, как и аналогичные повреждения в электропневматических контакторах. |
|
|
Износ и перекос зубчатой передачи |
Профиль зуба шестерни вала проверяют зубометром. Радиальные зазоры в шариковых подшипниках вала допускается не более 0,2 мм. Ось подшипников должна прочно сидеть в отверстиях рычага и быть расклепана. |
|
|
Утечка воздуха в пневматическом приводе воздухопроводе |
Герметичность привода проверяют по величине утечки сжатого воздуха из резервуара емкостью 1л с помощью специального приспособления. |
Продолжение таблицы 1
3.Периодичность, сроки и объем плановых технических обслуживаний группового контактора и текущих и средних ремонтов с разборкой и без нее.
Таблица 2.-Периодичность плановых технических обслуживаний.
|
Серия тепловоза |
ТО -2 |
ТР- 1 |
ТР 2 |
ТР 3 |
СР |
КР |
|
Часов |
Тысяч километров |
|||||
|
3ТЭ10М |
72 |
27,5 |
220 |
440 |
800 |
2400 |
При техническом обслуживании ТО – 2 производится внешний осмотр аппаратов. Проверяется отсутствие повреждений аппаратов, состояние контактов, блокировок крепежных деталей. Оплавленные контакты должны быть зачищены или заменены. Проверяется четкость работы аппаратов при подаче питания. Аппараты должны переключаться без задержки в промежуточном положении.
При текущем ремонте ТР – 1 проверяется крепление аппаратов и их деталей, отсутствие трещин. Снимаются дугогасительные камеры. Аппараты очищаются от пыли, грязи и подгаров.
Дугогасительные камеры осматриваются, проверяется прочность болтовых соединений, камеры очищаются от металлического налета и копоти. Изношенные детали камер из асбоцемента разрешается ремонтировать с применением специальной смазки или вставок из термодугостойких материалов.
Проверяется состояние разъемных силовых и вспомогательных контактов. Обожженные, оплавленные или окислившиеся контактные поверхности контактов обрабатываются при помощи напильников с мелкой насечкой и шлифовальной шкуркой с сохранением профиля контактов.
Мелкие оплавления деталей зачищаются с использованием стеклянного полотна, крупные - при помощи личного напильника.
Толщина, раствор, провал, смещение и нажатие силовых и вспомогательных контактов должны соответствовать техническим требованиям чертежей и нормам допусков и износов. Проверяется четкость срабатывания, отсутствие заеданий в подвижных частях аппаратов и прочность их крепления.
При текущем ремонте ТР-2 должны быть выполнены все работы предусмотренные текущим ремонтом ТР -1.
При текущем ремонте ТР-3 электропневматические контакторы полностью разбирают. Снимают дугогасительную камеру, блокировочные колодки с кронштейном и рычагом, изоляционную тягу, верхний и нижний кронштейны, пневматический привод. Кронштейны и рычаги контактора осматривают. Разработанные отверстия в них заваривают и обрабатывают согласно чертежным размером, Допускается рассверливать эти отверстия до большого диаметра, с установкой в них бронзовых втулок. Изношенные втулки заменяют новыми. Трещины в дугогасительном роге неподвижного кронштейна разделывают и заваривают газовой сваркой, а профиль рога проверяют специальным шаблоном. В случае наличия на нем подгара или обгорания, дефектное место наплавляют латунью. Металлические прокладки под болты, крепящие кронштейны, не должны иметь острых краев и заусенцев, которые могут явиться причиной нарушения или пробоя изоляции стержня. Такие прокладки ремонтируют или заменяют. Допускается восстановление дефектной поверхности рога по длине напайкой медно-вольфрамового наконечника.
4. Способы очистки, осмотра и контроля технического состояния группового контактора

Рисунок 2.- Способы очистки.
Подгары на контактах зачищают бархатным напильником, снимая возможно наименьший слой метала и не изменяя профиля контакта. Контакты с металлокерамическими напайками зачищают металлическими пластинами или стеклянной бумагой, а напайки с износом более 1мм перепаивают.
Дугогасительные камеры разбирают. Стенки и перегородки очищают на дробеструйной установке или специальным приспособлением с закрепленной на нем механической щеткой, вставляемым в патрон сверлильного станка. Небольшие подгары перегородок и стенок заделывают смесью, состоящей из равных долей гипсового порошка и асбестового волокна, или эпоксидным компаундом.
Компаунд — термоактивная, термопластическая полимерная смола (отверждаемая в естественных условиях) и эластомерные материалы с наполнителями и (или) добавками или без них после затвердевания. Используется в качестве электроизоляционного материала и как средство взрывозащиты. Компаундом также называют материал для заполнения кабелей и вант в висячих и вантовых мостах для защиты материала кабелей (вант) от агрессивного воздействия среды.
Поверхность, подлежащей восстановлению, очищают от нагаров и копоти наждачным полотном или металлической щеткой, тщательно промывают ацетоном, а затем поврежденное место заполняют компаундом. После полного отвердения компаунда восстановленную поверхность обрабатывают напильником и зачищают наждачным полотном. Асбоцементные стенки и перегородки гигроскопичны, поэтому после окончательной обработки их подвергают сушке и пропитке. Стенки, перегородки с трещинами и прогарами глубиной более 1/4 их толщины подлежат замене.
Изоляционный стержень очищают от копоти и пыли техническими салфетками, смоченными спиртом или бензином. Поверхностную изоляцию с трещинами, сколами, прожогами или поврежденную на глубину, равную 1/3 ее толщины, снимают полностью или частично.
Если оставшиеся слои изоляции удовлетворяет всем требованиям, то вдоль повреждения полосами нарезают и накладывают заготовки из формовочного миканита и пропитанной бакелитом в бумаге. После накатки на стержень накладывают бандаж из киперной ленты и пропитывают его глифталиевым лаком. Затем стержень помещают в полость специальной пресс формы, опресовывают на гидравлическом прессе, запекают, образовавшиеся неровности зачищают стеклянной бумагой и дважды покрывают эмалью ГФ-92-ХК.
Осмотр и контроль электропневматического контактора:
Пневматический привод разбирают, все детали промывают в бензине и осматривают. Внутреннею поверхность цилиндра при наличии на нем рисок шлифуют, при износе по диаметру более 0,5мм заменяют или восстанавливают хромированием. Новые и годные старые манжеты прожировывают, резиновые манжеты промывают в горячей воде, а через каждые три года заменяют. При сборке приводы манжеты и внутренние поверхности цилиндра смазывают маслом МВП или смазкой ЖТ-72, ЖТКЗ-65. После сборки привода проверяют его на возможную утечку воздуха. Утечки воздуха устраняют.
Втулки с разработанным отверстием в контактодержателе, якоре распрессовывают и устанавливают новые. Оси и валики очищают от грязи, окалины, подгаров, оцинковывают и вперед постановкой в аппарат смазывают. Изоляционные планки и панели оснований, рычаги, стойки должны иметь глянцевую поверхность или быть окрашены эмалью ГФ-92-ХК. Изоляционные детали с трещинами заменяют. Пружины снимают и проверяют по основным размерам. Пружины со следами ржавчины оцинковывают и выдерживают в печи при температуре 200 градусов в течение 1 часа. Пружины с трещинами или не соответствующие характеристике заменяют. Кабельный наконечник и дистанционная перегородка должна быть прочно стянута медными трубками между стенками. Выработку паза кабельного наконечника наплавляют латунью Л-62. Места крепления подводящих проводов обслуживают припоем ПОС-40, а образовавшиеся неровности зачищают напильником.
5.Технология ремонта группового контактора.
Осмотр и проверки контакторов при техническом обслуживании и текущих ремонтах. На ТО-3 и ТР-1 контакторы ПКГ-565 обдувают сжатым воздухом и очищают от пыли и грязи так же, как и другие контакторы.
Процесс ремонта главных и вспомогательных контактов, снабженных металлокерамическими накладками, не отличается от процесса ремонта контактов электромагнитных контакторов.
Проверяют герметичность привода. Для этого к контактору подают сжатый воздух и нажимают на кнопку электропневматического вентиля Пропуск воздуха через клапан вентиля, через диафрагму привода или по ее периметру не допускается. Срабатывание контактора должно быть четким, подвижные части должны двигаться свободно, без перекосов и заеданий. При обнаружении повреждения диафрагмы и трещин в крышке или корпусе привода контактор снимается с тепловоза и ремонтируется в электроаппаратном отделении депо. Неисправный электропневматический вентиль заменяют.
Сопротивление изоляции контакторов ПКГ-565 измеряют мегаомметром на 500 В. Минимально допустимые значения сопротивления указаны ранее.
На ТР-2 и ТР-3 контакторы ПКГ-565 снимают с тепловоза. В электроаппаратном отделении их обдувают сжатым воздухом, очищают от пыли и грязи салфетками, увлажненными бензином и сухими, и разбирают. Разборку начинают со снятия электропневматического вентиля и двух блоков вспомогательных контактов.
Отвинчивают болты и снимают контактодержатели главных неподвижных контактов с контактами и крышку привода. Удаляют диафрагму привода и со штока снимают диск. Затем отвинчивают четыре болта крепления рам и к фланцу, снимают фланец, верхнюю планку, возвратную пружину, шайбу и вынимают шток с контактодержателями подвижных контактов. Вынимают шплинт и последовательно снимают со штока гайку, контактодержатели подвижных контактов, переключатель вспомогательных контактов и дистанционные втулки. Отвинчивают четыре болта и снимают с корпуса привода нижнюю планку и рамы. Затем разбирают контактодержатели неподвижных и подвижных контактов и блоки вспомогательных контактов,
Электропневматические вентили проверяют и ремонтируют по технологии, приведенной ранее. Детали контактора очищают от грязи и осматривают.
Главные контакты с полностью изношенными металлокерамическими накладками, а также с сильными оплавлениями заменяют. Контакты с неравномерным износом и незначительными подгарами и оплавлениями опиливают надфилем и зачищают стеклянной шлифовальной бумагой, как указано ранее. После зачистки толщина накладки должна быть не менее 3,25 мм. Контактодержатели с трещинами и изломами заменяют. Скобы подвижных контактов с большим износом и трещинами, контактные пружины с изломами и потерявшие упругость также заменяют. Контактная пружина в свободном состоянии должна иметь длину 42- 46 мм.
Блоки вспомогательных контактов ремонтируют так же, как и вспомогательные контакты электромагнитных контакторов. У отремонтированного блока раствор контактов должен быть не менее 2,5 мм, провал - не менее 2 мм, нажатие — 1,1 — 1,3 Н.
Привод и корпусные детали. Ремонт деталей привода группового контактора выполняют так же, как и деталей привода реверсора. Трещины в рамах и заваривают, фланец с трещинами и подшипник фланца с зазором на масло более 2 мм заменяют. Возвратная пружина должна иметь длину в свободном состоянии 80-84 мм, а под нагрузкой 300-330 Н - 76 мм.
|
Наименование |
Параметр |
Значение параметра |
|
Контакты |
Номинальный ток, А |
450 |
|
Номинальное напряжение, В |
900 |
|
|
Номинальное напряжение изоляции, В |
900 |
|
|
Количество контактных групп |
6 |
|
|
Контакты |
Номинальный ток, А |
2 |
|
Номинальное напряжение, В |
110 |
|
|
Номинальное напряжение изоляции, В* |
110 |
|
|
Количество контактов: |
||
|
замыкающих |
2 |
|
|
размыкающих |
2 |
|
|
Пневматический |
Номинальное давление, мПа |
0,5 |
|
Максимальное давление, мПа |
0,675 |
|
|
Минимальное давление, мПа |
0,35 |
|
|
Номинальное напряжение катушки вентиля, В |
75 |
|
|
Масса, кг |
30 |
6.Предельно допускаемые размеры деталей при эксплуатации и различных видах технического обслуживания и ремонта группового контактора. Предельно допускаемые размеры в сопряженных деталях.
Таблица 3.-Параметры группового контактора ПКГ-565.
7. Приспособление, технологическая оснастка, средства механизации оборудование применяемое при ремонте группового контактора.
|
|
|
|
Рисунок 3.- Профильный шаблон. |
Рисунок 4.- Стенд для испытания электропневматического (группового) контактора |
|
|
|
|
Рисунок 4.- Устройство для проверки силовых и электрических цепей УПСЦ5 (измерение активного сопротивления) |
Рисунок 5.- Мегомметр локомотивный универсальный (питание от бортовой сети локомотива или автономное) |



|
|
|
|
Рисунок 6.- Стенд для испытания тепловоза переменного тока, тип А2084-01 Рисунок 8.-Индикатор замыканий
Рисунок 8.-Индикатор замыканий |
Рисунок 7.- Индикатор универсальный "Эллин" (для контроля наличия напряжения переменного и постоянного тока)
Рисунок 9.- Шкаф для нагрева, сушки и прожировки деталейтип А298.02 |




Стенд для испытания электропневматических контакторов серии ПК с системой регистрации параметров испытаний предназначен для испытания электропневматических контакторов серии ПК после ремонта в условиях локомотивных ремонтных депо.
Мегаомметр используется для измерения сопротивления изоляции силовых кабелей, электрических разъёмов, межобмоточного сопротивления трансформаторов, электрических машин и других устройств, а также для измерения поверхностных и объёмных сопротивлений изоляционных материалов (диэлектриков).
Стенд для испытания тепловоза переменного тока предназначен для испытания сетей переменного тока тепловоза
Индикатор универсальный предназначен для дискретной индикации тока, потребляемой нагрузки, работающей в сети переменного тока.
Индикатор замыканий предназначен для фиксации факта прохождения тока короткого замыкания по цепи
8. Особенности сборки, проверки и испытаний комплекта группового контактора.
Сборку контактора ведут в порядке, обратном разборке. Перед сборкой внутреннюю поверхность отверстия корпуса, через которое проходит шток, и подшипник фланца покрывают тонким слоем технического вазелина. При сборке следят, чтобы подвижные детали двигались свободно, без перекосов и заеданий. Под головки всех болтов и под гайки устанавливают простые и пружинные шайбы в соответствии с чертежом.
Собранный контактор устанавливают на стенд А253 и проверяют на герметичность так же, как и электропневматические контакторы. Аппарат считается выдержавшим испытание, если при начальном давлении 0,675 МПа через 10 мин давление в резервуаре объемом 1 л, подключенном к контактору, упало не более чем на 0,034 МПа. Контактор должен четко включаться при давлении воздуха 0,35 МПа и напряжении питания катушки вентиля 53 В и при давлении воздуха 0,5 МПа и напряжении 75 В.
Контактор во включенном положении должен выдерживать давление 0,75 МПа в течение 1 мин.
Ход штока контактора при включении должен быть равен 13-15 мм, раствор главных контактов (кратчайшее расстояние между ними) - не менее 6 мм, провал (расстояние между мостиком подвижного контакта и загнутой частью скобы) - не менее 7 мм. Разница в растворах одного мостика допускается не более 0,5 мм.
Раствор и провал главных контактов при необходимости регулируют путем установки прокладок под скобу. С помощью специальной скобы и динамометра измеряют, нажатие главных контактов, которое при давлении воздуха 0,5 МПа на каждую пару контактов должно быть не менее 120 Н, т. е. сила нажатия контактных пружин должна быть не менее 240 Н. Раствор и провал вспомогательных контактов регулируют болтами .
Измеряют сопротивление токоведущих частей контактора относительно корпуса. Сопротивление цепей главных контактов измеряют мегаомметром на 1000 В, цепей управления и вспомогательных контактов - мегаомметром на 500 В. Сопротивление изоляции во всех случаях должно быть не менее 90 МОм.
Электрическую прочность изоляции испытывают переменным током с частотой 50 Гц. Изоляция между главными контактами и корпусом контактора и между главными контактами и катушкой вентиля и вспомогательными контактами должна выдержать напряжение 4250 В в течение 1 мин. Изоляция между разомкнутыми вспомогательными контактами, между вспомогательными контактами и корпусом контактора, а также между ними и катушкой вентилятора - 1500 В в течение 1 мин
9. Организация рабочего места. Техника безопасности при ремонте, сборке, испытании группового контактора.
Организация рабочего места по ремонту конкретного узла предусматривает план расположения оборудования с таким расчетом, чтобы соблюдать очередность - выполнения операций при ремонте узла. Оборудование в цехе должно располагаться таким образом, чтобы был обеспечен свободный доступ к нему рабочих; если этого требует технология, должны быть подведены воздушные, водяные, масляные, электрические и другие коммуникации.
Для ремонта и регулировки электропневматических контакторов необходимы следующие инструменты и приспособления: набор ключей, переносная лампа, штангенциркуль, шаблон, динамометр, линейка.
Электроинструмент перед началом работы необходимо проверить внешним осмотром, а затем и при работе. Электроинструмент следует подключать к электрической цепи с помощью соединительного кабеля. При работе кабель должен быть защищен от случайного повреждения.
Запрещается допускать непосредственное соприкосновение кабеля с горячими влажными и загрязненными нефтепродуктами поверхностями, а также его перекручивание и натягивание. При внезапной остановке (например, при заклинивании сверла на выходе из отверстия, снятие напряжения в цепи), а также при каждом перерыве в работе и при переходе с одного рабочего места на другое электроинструмент необходимо отсоединить от электросети.
Перед работой пневмоинструменты следует проверить и убедиться в том, что воздушные резиновые шланги без повреждения, закреплены на штуцерах.
Штуцеры должны быть с исправными гранями и резьбой, обеспечивающими прочное и плотное присоединение шланга к пневмоинструменту и к воздушной магистрали.
Шланги с пневмоинструментом и между собой соединены при помощи штуцеров или ниппелей с исправной резьбой (кольцевыми вытачками) и стяжными хомутиками.
Сменные инструменты (сверла, отвертки, зенкеры) правильно заточены и без трещин, выбоин, заусенцев, и прочих дефектов, без скосов, трещин и других повреждений.
Электроинструмент перед началом работы необходимо проверить внешним осмотром, а затем и при работе на холостом ходу. Электроинструмент следует подключать к электрической цепи с помощью соединительного кабеля. При работе кабель должен быть защищен от случайного повреждения.
Запрещается допускать непосредственное соприкосновение кабеля с горячими влажными и загрязненными нефтепродуктами поверхностями, а также его перекручивание и натягивание.
Заключение
Разработанный курсовой проект по ремонту группового контактора выполнен на основании технических инструкций, заводских и деповских правил ремонта.
В данном курсовом проекте рассмотрены вопросы, касающиеся группового контактора: назначение и условия работы, основные неисправности, причины их возникновения и способы предупреждения, периодичность, сроки и объем плановых технических обслуживаний и текущих и средних ремонтов с разборкой и без нее и т.д.
Рассмотрены вопросы по техники безопасности.
В курсовом проекте 23 листов, 9 рисунков и 3 таблицы.
Курсовой проект содержит также графическую часть: чертеж электропневматического контактора П и технологическую карту по его ремонту.
Источники
1. Назначение и условия работы электропневматического контактора ПК-753[Электронный ресурс] -Режим доступа-https://m.studwood.ru-Заглавие с экрана.
2. Ремонт электропневматического контактора[Электронный ресурс] -Режим доступа-https://xreferat.com - Заглавие с экрана.
3. Преимущества железнодорожного транспорта [Электронный ресурс] -Режим доступа- http://www.transportall.ru -Заглавие с экрана.
4. Технологическая карта ремонта электропневматических контакторов [Электронный ресурс] -Режим доступа-https://xn--1-htbf.xn--p1ai-Заглавие с экрана.
5. Устройство и ремонт тепловозов [Электронный ресурс] -Режим доступа-http://pomogala.ru-Заглавие с экрана.
Приложение
 (zip - application/zip)
(zip - application/zip)










