











МИНИСТЕРСТВО НАУКИ И ВЫСШЕГО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ
федеральное государственное бюджетное образовательное учреждение
высшего образования
«Тольяттинский государственный университет»
____________________________________________________________
(институт)
____________________________________________________________
(кафедра)
КУРСОВАЯ РАБОТА (КУРСОВОЙ ПРОЕКТ)
по учебному курсу «___________________________________»
Вариант ____ (при наличии)
|
Студент |
Н.В. Герасименко (И.О. Фамилия) |
|
|
Группа |
(И.О. Фамилия) |
|
|
Преподаватель |
(И.О. Фамилия) |
Тольятти 20__
СОДЕРЖАНИЕ
ВВЕДЕНИЕ.. 3
1 Анализ содержания научно-исследовательских работ. 4
1.1 Анализ технических решений сварки алюминия и его сплавов. 4
1.2 Ручная аргонодуговая неплавящимся вольфрамовым электродом. 7
1.3 Дуговая сварка угольным электродом без защиты.. 9
1.4 Сварка трубопроводов под слоем флюса. 11
1.5 Волоконно-лазерно-дуговая гибридная сварка. 12
1.6 Электронно-лучевая сварка без вакуумной камеры.. 16
2 Анализ возможности применения результатов рассмотренных научно-исследовательских работ в выпускной квалификационной работе. 23
ЗАКЛЮЧЕНИЕ.. 25
СПИСОК ИСПОЛЬЗУЕМЫХ ИСТОЧНИКОВ.. 26
ВВЕДЕНИЕНекоторые производства требуют сжатых газов высокой чистоты. В частности чистый воздух требуется на предприятиях фармацевтической, приборостроительной электронной промышленности. Помимо многоступенчатой системы фильтрации для подачи воздуха в помещения и зоны требуются трубопроводы из алюминия, реже из нержавеющей стали.
В области разработки процессов сварки и соединения трубопроводов были описаны последние достижения в использовании процессов с силовым пучком, таких как гибридная лазерно-дуговая и электронно-лучевая сварка, и был продемонстрирован их потенциал для повышения производительности.
Известно, что до 70 % мирового потребления металлопроката приходится на производство сварных изделий, конструкций и сооружений. Это обусловлено тем, что сварные металлоконструкции благодаря хорошей способности к рециклингу сохраняют перспективы для широкого применения в ближайшем будущем. Отмеченные особенности определяют общую положительную тенденцию роста мирового производства сварных конструкций, динамичного развития мирового и региональных рынков сварочной техники, а также объемов научных исследований и разработок по совершенствованию сварки и родственных технологий.
Таким образом, определим цель настоящей работы следующим образом – обзор научно исследовательских работ по технологиям сваривания алюминиевых сплавов.
1 Анализ содержания научно-исследовательских работ 1.1 Анализ технических решений сварки алюминия и его сплавов
Сварка алюминиевых сплавов является непростым по технологии процессом. Сварочными работами могут заниматься лишь дипломированные сварщики, имеющие действительное (не просроченное) удостоверение. Перед зачином работ специалист обязан сварить пробный стык, характерный для реализации предстоящего объекта.
К методам соединения стальных газопроводов относятся:
- Дуговая сварка (автоматическая под слоем флюса, полуавтоматическая или ручная)
- Газовая сварка
- Контактная стыковая сварка оплавлением
- Высокотемпературная пайка
Сварка стальных труб требует разработки технологической карты, учитывающей такие факторы, как диаметр и толщина стенок труб, направление сварки и расположение шва.
Технологический процесс сварки стальных газопроводов состоит из подготовительных работ, сборки стыков и сварки труб в «нитку».
Размеры, конструктивные элементы и типы выполненных сваркой соединений должны отвечать тезисам данной статьи и ГОСТ 16037-80. Подземные газопроводы монтируются лишь при помощи угловых и стыковых соединений.
Соответствие СНиП III-42-80 обязательно для конструктивных размеров разделки (придания необходимой формы) кромок при сварке труб равного наружного диаметра, но отличающихся толщиной стенок.
Трубы из цветных металлов и их сплавов сваривают газовой, электродуговой и аргонодуговой сваркой. Газовая сварка в настоящее время вытесняется другими, более эффективными и производительными способами, однако объем ее применения при сварке трубопроводов из цветных металлов остается значительным. Это объясняется невысокой стоимостью оборудования, материалов и простотой технологического процесса, а также возможностью сварки труб с малыми толщинами стенок (0,5—2 мм), что особенно важно при сварке труб малых диаметров. Сварщик обязательно ставит свое клеймо (рисунок 1.1)

Рисунок 1.1 – Клейма сварщиков
Сборку стыков труб из алюминия и его сплавов выполняют на прихватках с предварительным подогревом кромок до 200—250° С. После наложения прихваток их поверхность непосредственно перед сваркой зачищают при аргонодуговой сварке металлическими щетками, а при других способах сварки остатки шлака удаляют, промывая водой. После очистки поверхность прихваток тщательно осматривают и в случае обнаружения дефектов (трещин, пор) прихватки вырубают и стыки труб прихватывают повторно.
Трубы со стенками толщиной до 2—2,5 мм сваривают газовой или аргонодуговой сваркой по отбортовке без присадочного металла. При толщине стенок до 6 мм трубы под сварку соединяют встык, без скоса кромок, с зазором 1—2 мм; при толщине стенок 6 мм и более делают скос кромок под углом 60—70° с притуплением в вершине угла разделки шва, равным Д толщины стенки.
Газовую сварку труб из алюминия и его сплавов обычно выполняют ацетиленокислородным пламенем. Для растворения а удаления в шлак окислов применяют специальные флюсы. Большое распространение получил флюс АФ-44.
При сварке алюминиевых сплавов АМц и АМг хорошие результаты дает флюс № 8. Флюсы изготовляют в виде порошков и разводят в дистиллированной воде до состояния пасты. Наносят флюс на поверхность присадочного прутка и свариваемые кромки труб кистью тонким слоем.
Для дуговой сварки применяют угольные или графитовые электроды, имеющие форму стержней длиной 200—700 мм и диаметром 6—25 мм. Ручная дуговая сварка металлическим обмазанным электродом в настоящее время находит незначительное применение. Дуговую сварку в среде защитных газов применяют для труб из алюминия и его сплавов с толщиной стенки от 1 мм и выше. Этот способ сварки высокопроизводителен и позволяет сваривать трубы в любом пространственном положении. В качестве защитных газов при дуговой сварке трубопроводов из алюминия и его сплавов используют аргон. Сварку выполняют неплавящимся (вольфрамовым) электродом на переменном токе и плавящимся электродом на постоянном токе обратной полярности. Сварку неплавящимся электродом труб с толщиной стенки до 8 мм можно осуществлять вручную или механизированным способом (автоматами типа АТВ и полуавтоматами). Для сварки целесообразно применять вольфрамовые электроды ВТ-5, ВТ-10 и ВТ-15, содержащие 1,5—2% окиси тория, или цирконизированные электроды.
На сегодняшний день можно выделить пять технических решений сварки трубопроводов из цветных металлов и алюминия, которые дают наиболее хороший технологический и экономический результат:
- ручная аргонодуговая неплавящимся вольфрамовым электродом;
- дуговая сварка угольным электродом без защиты;
- сварка трубопроводов под слоем флюса;
- волоконно-лазерно-дуговая гибридная сварка трубопроводов;
- электронно-лучевая сварка без вакуумной камеры.
1.2 Ручная аргонодуговая неплавящимся вольфрамовым электродомОсновной способ сварки трубопроводов из алюминия, меди, титана и их сплавов — ручная аргонодуговая неплавящимся вольфрамовым электродом.
Научным исследованиям по ручной аргонодуговой сварке посвящены работы [9], [11] и [12].
Дуговая сварка в защитном кожухе инертным газом с нерасходуемым вольфрамовым электродом (TIG - вольфрамовый инертный газ или GTAW - газовая вольфрамовая дуговая сварка) - это процедура, при которой тепло, необходимое для сварки, подается электрической дугой, которая поддерживается между нерасходуемый электрод и заготовка.
Электрод, используемый
для проведения тока, выполнен из вольфрама или вольфрамового сплава. Зона
сварки, расплавленный металл и нерасходуемый электрод защищены от атмосферных
воздействий благодаря инертному газу, который подается горелкой держателя
электрода.
Процедура сварки TIG может использоваться с добавлением внешнего сварочного
материала (сварочного стержня) или путем плавления основного материала с
помощью теплового эффекта, создаваемого электрической дугой.
Это процесс, который обеспечивает точный контроль сварочной теплоты и поэтому обычно используется для сварки тонкого основного металла и нанесения корневых проходов сварных швов более толстого сечения. Основным недостатком процесса GTAW является производительность, так как скорость осаждения металла сварного шва при ручной сварке низкая.
На этапе становления сварочного производства как науки, двухпроцентные торированные вольфрамовые электроды (AWS A5.12 EWTh-2) традиционно использовались для GTAW из сплавов на основе Ni/Co, но теперь другие составы становятся все более распространенными из-за возможных проблем со здоровьем, связанных с EWTh-2 и другими торированными вольфрамовые электроды [9].
Оксид тория, содержащийся в электроде EWTh-2, представляет собой радиоактивный материал низкого уровня, который представляет небольшую опасность внешней радиации и внутреннюю опасность при проглатывании или вдыхании. Наибольший риск для сварщика связан с вдыханием радиоактивной пыли при шлифовании наконечника вольфрамового электрода для поддержания желаемой конической формы. Следовательно, необходимо использовать местную вытяжную вентиляцию для контроля пыли в источнике, дополненную при необходимости средствами защиты органов дыхания, и должны быть приняты меры предосторожности для того, чтобы контролировать любые риски воздействия во время удаления пыли из шлифовальных устройств.
В результате этих проблем со здоровьем определенные руководящие органы и организации постепенно отказываются от применения торированных вольфрамовых электродов. К счастью, есть альтернативы, которые обеспечивают сравнимую производительность с EWTh-2, в том числе двухпроцентные (AWS A5.12 EWCe-2) и лантанированные (AWS A5.12 EWLa-2) электроды [11].
Для большинства сварочных ситуаций рекомендуется использовать защитный газ аргоновой сварки с минимальной чистотой 99,996%. Гелий или смеси аргон / гелий или аргон / водород могут быть полезны в определенных ситуациях, таких как высокая скорость перемещения, высокомеханизированные сварочные операции, для увеличения проникновения сварного шва. Расход защитного газа имеет решающее значение; слишком низкая скорость не обеспечит адекватную защиту сварочной ванны, в то время как слишком высокая скорость может увеличить турбулентность и забрать воздух.
Как правило, скорости потока для 100% защитного газа Ar находятся в диапазоне от 20 до 30 кубических футов в час (CFH) (от 9 до 14 л/мин). Обычно чашка защитного газа должна быть настолько большой, насколько это практически возможно, чтобы защитный газ мог подаваться с более низкой скоростью. Также рекомендуется, чтобы сварочная горелка была оснащена газовой линзой, чтобы стабилизировать поток газа и обеспечить оптимальное покрытие защитным газом. Хотя защитные газы сварочного качества имеют очень высокую чистоту, даже небольшое количество воздуха может нарушить защитное экранирование и вызвать окисление и обесцвечивание и пористость металла сварного шва. Это может быть вызвано движением воздуха от вентиляторов, систем охлаждения, сквозняков [12].
В дополнение к защитному газу сварочной горелки предлагается обратная продувка на корневой стороне сварного соединения с помощью аргона для сварки. Скорость потока обычно находится в диапазоне от 5 до 10 куб.ч/час (от 2 до 5 л/мин). Медные опорные стержни часто используются, чтобы помочь в форме сварного шва на корневой стороне сварного шва. Защитный газ часто вводится через небольшие отверстия по всей длине поддерживающего стержня. Существуют ситуации, когда бэк-бары не могут быть использованы. В этих условиях часто выполняется сварка встык. Такие условия сварки часто встречаются во время круглой стыковой сварки трубы. В этих условиях, когда доступ к корневой стороне соединения невозможен, были созданы особые условия подачи газа. В этих условиях сварки встык, скорость потока в горелке снижается примерно до 10 куб.ч/час (5 л/мин), а скорость обратной продувки увеличивается до примерно 40 куб.ч/час (19 л/мин) [12].
1.3 Дуговая сварка угольным электродом без защитыДуговая сварка угольным электродом (способ Бенардоса) принципиально отличается от сварки металлическим электродом. При дуговой сварке угольным электродом дуга горит между свариваемыми элементами и электродом. Электрод в этом случае является только проводником электричества, присадочный же металл по мере надобности вводится в сварочную ванну дополнительно [14].
Для сварки угольным электродом используют графитовые электроды или угольные, рабочий конец которых в зависимости от диаметра на длине 10—20 мм затачивают на конус с притуплением 1,5—2 мм. Дуга горит между рабочим концом электрода и изделием — дуга прямого действия. Дуга косвенного действия горит между двумя электродами.
Графитовый или угольный электрод в процессе сварки угольным электродом не расплавляется, его расход незначителен и связан только с испарением. Шов образуется за счет расплавления кромок основного металла или присадочного прутка (если он используется). Сварку дугой прямого действия обычно ведут на постоянном токе прямой полярности, что обеспечивает достаточную устойчивость дуги, меньший расход электрода и предохраняет металл от науглероживания при коротких дугах [14].
Кромки под сварку обычно имеют отбортовку, собирают их с помощью точечной сварки, струбцин, зажимов, прихваток и др., обеспечивающих плотное прилегание отбортованных кромок.
При сварке угольным электродом кромки расплавляют без присадочного металла. Однако при повышенных зазорах или случайных прожогах следует использовать проволоку диаметром 1,5—2 мм, подавая ее в дугу для подварки. При необходимости использования присадочного металла его можно предварительно укладывать на свариваемые кромки [14].
Сварку угольным электродом обычно выполняют только в нижнем положении. При ручной сварке дуга возбуждается касанием электродом кромок, электрод перемещают с короткими поперечными колебаниями. При автоматической сварке угольным электродом дугу возбуждают замыканием дугового промежутка угольным или графитовым стержнем. Электрод перемещается без поперечных колебаний. Вылет электрода из держателя обычно не превышает 75 мм. Для стабилизации дуги применяют пасты или порошки, содержащие легко-ионизирующиеся компоненты, наносимые на кромки. В некоторых случаях для улучшения качества швов можно использовать флюсы, по составу такие же, как и при газовой сварке. Величину сварочного тока (А) для угольных и графитовых электродов выбирают в зависимости от диаметра электрода [14].
1.4 Сварка трубопроводов под слоем флюсаСпособ автоматической сварки под слоем флюса применяют при изготовлении в заводских условиях узлов, секций и других сборочных единиц трубопроводов из всех марок сталей. Его используют также при укрупнении сборочных единиц в монтажные блоки на строительно-монтажной площадке [8].
Сваркой под флюсом сваривают поворотные вертикальные стыки труб и деталей трубопроводов диаметром 219 мм и более при толщине стенки не менее 7 мм. При автоматической сварке под флюсом стальных трубопроводов выполняют общие требования к сборке и сварке конструкций. Принимая во внимание специфические условия процесса сварки под флюсом, а также конструктивные особенности трубопроводов, сварку труб и трубных деталей рекомендуется проводить по предварительно наложенному варочному шву (корневому слою), т.е. применять комбинированный способ сварки. При этом корневой слой (и прихватки) можно ыполнять ручной дуговой сваркой покрытыми электродами или в аргоне (при сварке всех марок сталей), механизированной сваркой в углекислом газе (при сварке преимущественно углеродистых и низколегированных сталей). Толщина корневого слоя (или слоев) должна быть не менее 6 мм, в противном случае при последующей сварке под флюсом может получиться прожог [10].
Сварка под флюсом трубопроводов осуществляется с помощью сва-рочного манипулятора, обеспечивающего равномерное перемещение сварочной ванны со скоростью, равной скорости сварки. Мундштук стандартного сварочного автомата или другого сварочного механизма устанавливается таким образом, чтобы электрод (сварочная проволока) был смещен от верхней вертикальной точки в сторону, обратную направлению вращения труб. Это смещение зависит от диаметра труб и равно 15-20 мм.
Широкое применение находит автоматическая сварка под слоем флюса поворотных стыковых труб. Однако основными затруднениями ее применения считаются:
1) затекание металла шва внутрь трубы, во избежание чего необходимо применить технологическую прокладку внутри стыка либо предварительно произвести заварку корня шва вручную;
2) при сварке стыков труб средних диаметров и особенно при сварке стыков труб, диаметр которых менее 150 мм происходит стекание расплавленного металла и шлака;
3) отсутствие возможности наблюдения за формированием шва в процессе такой сварки [13].
Для обеспечения требуемого качества сварочного шва существует несколько способов автоматической сварки поворотных стыковых труб:
1) сварка с подкладным кольцом;
2) сварка со свободным формированием корня шва внутри трубы и с принудительным формированием шва снаружи;
3) двухсторонняя сварка под флюсом;
4) сварка в среде углекислого газа.
Для сварки магистральных трубопроводов наибольшее распространение получили дуговые методы сварки. Более 60% всех стыков на магистралях свариваются автоматической дуговой сваркой под флюсом. Дуговая сварка под флюсом используется только в тех случаях, когда существует возможность вращения стыка. Сварку трубопроводов под слоем флюса, в основном автоматизированным способом, применяют при изготовлении двух- и трехтрубных секций диаметром 219..1420 мм. Когда применение механизированных методов невозможно, используется ручная дуговая сварка [21].
1.5 Волоконно-лазерно-дуговая гибридная сваркаПроцесс сварки, используемый для изготовления кольцевых сварных швов на участке трубопровода, существенно влияет на общую стоимость. Современная практика заключается в использовании механизированной сварки активным газом. Однако этот процесс требует высокого уровня укомплектования персоналом, и затраты на его обеспечение и необходимую поддержку в отдаленных регионах являются существенным компонентом общих затрат. Последние разработки, направленные на повышение производительности, включают использование нового тандемного оборудования, а также новый интерес к спирально-сварным трубам [17].
Этот раздел, основанный на работе Howse et al (2005), посвящен прогрессу, достигнутому с использованием процессов лазерной сварки [18].
Лазерная сварка и, в частности, лазерная сварка с доставкой волокон, в настоящее время развита до такой степени, что она предоставляет возможности для экономии затрат, которые возникают в результате сокращения трудоемкости, несмотря на ощутимые высокие капитальные затраты. Было продемонстрировано (Howse et al, 2002; Booth et al, 2002), что концепция мощной лазерной сварки наземных трубопроводов вполне осуществима. Были разработаны сварочные процедуры, которые дают сварные швы хорошего качества с удовлетворительной устойчивостью к стыковке. Кроме того, были разработаны технологии для сварки под углом 360 ° и для обеспечения хорошего сварного шва в положении начала и окончания сварки внахлест [17].
До недавнего времени существовало два основных типа промышленных лазеров, которые использовались на больших мощностях для сварки глубоких отверстий в замочной скважине. Это были лазеры на CO2 и лазеры на иттрии и алюминиевом гранате (Nd: YAG), легированные неодимом. С точки зрения обработки материалов, основное различие между Nd: YAG-лазерами и CO2-лазерами заключается в разнице в длине волны испускаемого света. Лазеры Nd: YAG излучают свет, который может передаваться на заготовку по оптоволоконному кабелю. Это гораздо более гибкая система подачи луча, чем для CO2-лазеров, которые требуют более громоздких отражающих или пропускающих оптических систем.
Тем не менее, Nd: YAG-лазеры имеют существенный недостаток, заключающийся в том, что они неэффективны - они преобразуют только около 3% входной энергии для получения мощности лазерного луча. Это не является серьезной проблемой для некоторых производственных применений, но использование лазеров для сварки магистральных трубопроводов зависит от портативности процесса, и поэтому лазерный процесс Nd: YAG очень трудно обосновать экономически. Одним из основных достижений в области лазерных технологий в последнее время является внедрение волоконных лазеров на основе иттербия (Yb). Среда генерации для этих лазеров содержится в волокне, и отдельные блоки, генерирующие 200-300 Вт, могут быть объединены для производства одиночных лазеров мощностью до 10 кВт и выше. Длина волны генерируемого света аналогична длине волны лазеров на Nd: YAG, и, следовательно, используется доставка энергии по волокну.
TWI недавно добавила волокнистую систему Yb мощностью 7 кВт к своим объектам лазерной обработки. Лазер способен выдавать мощность до 7 кВт по оптоволоконному кабелю диаметром 0,3 мм и способен создавать сфокусированное пятно с плотностью мощности 5,6 x 106 Вт / см2. Он работает на длине волны с хорошим взаимодействием материала с лазерами на Nd: YAG. Лазер также относительно компактен с размерами по длине, ширине и высоте 0,8, 1,2 и 1,6 м соответственно. Этот лазер является высокоэффективным источником энергии, который может быть упакован в контейнер и использоваться для трубопроводов [19].
Исходя из этого, TWI провела испытания сварки в материале трубопровода API 5L X80. Работа построена на ранних исследованиях, в которых исследовалась автогенная Nd: YAG лазерная сварка. Хотя сварка была возможна при толщине стенки до 12,7 мм, скорости были низкими. Были использованы более высокие скорости, необходимые для того, чтобы процесс поддерживал производительность, но аутогенный процесс не был терпим к изменению в суставном зазоре. Кроме того, в результате автогенного процесса были получены сварные швы с очень низкой ударной вязкостью. Чтобы решить проблемы с плохой устойчивостью к сборке на высоких скоростях и низкой ударной вязкостью, были разработаны гибридные сварочные процессы Nd: YAG с лазером-MAG, как сообщалось как Howse et al (2002), так и Booth et al (2002). Работа показала, что было возможно использовать мощную Nd: YAG-лазерную сварку в сочетании с процессом MAG для получения сварочных проходов с глубоким проникновением в серийно выпускаемых трубных сталях, которые удовлетворяли требованиям спецификации трубопровода, таким как BS 4515 и API 1104, с точки зрения критерии приемлемости пределов несовершенства. Сварные швы также показали приемлемые значения твердости и хорошую ударную вязкость при низких температурах [18].
Поэтому возможность гибридной сварки волоконным лазером была разработана с использованием волоконного лазера Yb в сочетании с программируемым источником питания дуги MAG. В обрабатывающих головках использовалась фокусирующая линза длиной 250 мм, обеспечивающая сфокусированное пятно диаметром 0,6 мм и удельную мощность 2,5 × 106 Вт / см2. Пример поперечного сечения сварного шва показан на рисунке 1 (примечание: стенка трубы была скошена для достижения желаемой толщины стенки).
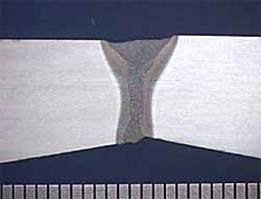
Рисунок 1.2 – Макросекция гибридного сварочного шва из волоконного лазера Yb и MAG в стальной трубе Х80 со скоростью 1,8 м / мин.
Сварные швы были проверены как визуально, так и с помощью рентгенографии, и было установлено, что они хорошего качества без внутренних дефектов. Образцы также были взяты из этих сварных швов и использовались для испытания на прочность при перекрестном сварном шве и испытания на удар по Шарпи. Образцы дали приемлемую ударную вязкость и разрушение при растяжении произошло в исходном материале во всех случаях. Однако твердость этих сварных швов относительно высока, и использование этой технологии для коррозионно-критических применений потребует дальнейшего рассмотрения.
Надежность процесса в промышленных приложениях требует тщательной оценки. Несмотря на то, что лазер TWI выглядит относительно надежной конструкцией и обеспечивает очень высокую готовность к обработке, это первая коммерческая система такого размера, которая подвергается оценке, и потребуется больше данных, прежде чем отрасль полностью убедится в ее возможностях. Аналогичным образом, необходимо выполнить работу для полной разработки интегрированной системы сварки труб, пригодной для использования в производственных условиях [].
1.6 Электронно-лучевая сварка без вакуумной камерыДанный раздел основан на работах Паншона и Сандерсона (2007) [16], [20].
Электронно-лучевая (ЭЛ) сварка предлагает много преимуществ для изготовления толстых профилей, особенно применительно к крупным конструкциям, где ожидается значительная экономия благодаря быстрой достижимой скорости соединения. Примеры этого включают использование EB-сварки для будущего изготовления конструкций, таких как моноблоки для морских ветряных турбин, изготовленных из прокатного проката толщиной более 80 мм. Ожидается, что надлежащее применение сварки EB за один проход приведет к экономии затрат и времени более чем на 50% по сравнению с более традиционной практикой изготовления. На сегодняшний день, однако, коммерчески не реализован полный потенциал процесса EB для сварки толстого сечения и крупных конструкций из-за ограничений, связанных с работой в высоком вакууме, когда вся структура, подлежащая сварке, заключена в вакуумную оболочку.
TWI продемонстрировал, что работа процесса EB в диапазоне пониженного давления 0,1-10 мбар, а не в высоком вакууме (~ 10-3 мбар), дает возможность устранить необходимость в вакуумной камере, позволяя практическое использование местного герметизация и накачка на большую конструкцию. При принятии варианта процесса с электронным пучком пониженного давления (RPEB) проблемы достижения адекватного уплотнения на компоненте значительно уменьшаются, а влияние выбросов сварочной ванны и выделения газа на характеристики пистолета устраняется. До настоящего времени сварка RPEB применялась в промышленности только в нескольких конкретных случаях. Предполагается, что дальнейшее развитие практических локальных уплотнительных устройств может способствовать еще большему количеству применений этого процесса.
В дополнение к процессу RPEB в TWI была разработана другая система, которая позволяет передавать мощные лучи в воздух (то есть без каких-либо требований вакуума). Эта система способна сваривать сталь и медь толщиной более 25 мм на скоростях, приближающихся к 2 м / мин за один проход, и недавно была настроена для работы в импульсном режиме.
Далее описывается разработка локальных вакуумных систем для развертывания в полевых условиях сварки RPEB и оптимизации процесса невакуумной (NV) ЭЛ, иллюстрируя возможность использования обоих методов в экономически выгодном изготовлении толстого сечения большого диаметра трубопроводы [15].
TWI впервые разработала свою технологию RPEB в 1990-х годах, которая позволила эксплуатировать мощную электронную пушку с заготовкой при пониженном давлении в диапазоне 0,1-10 мбар. В этой системе геометрия электрода электронной пушки была тщательно спроектирована так, чтобы поддерживать вакуумное давление в корпусе электрода пушки ~ 10-6 мбар, в то время как луч подавался при пониженном давлении ~ 1 мбар. Когда балка выходит из колонны, в качестве опции можно использовать подачу газа гелия с избыточным давлением, которая уменьшает рассеивание балки и обеспечивает фоновую сварочную атмосферу гелия, которая помогает предотвратить окисление сварочной ванны. Благодаря этой разработке появилась возможность работать либо с большими камерами, накачиваемыми до низкого давления вакуума, минимизируя таким образом время откачки, стоимость системы и чувствительность к эксплуатации, либо с местными уплотнениями и откачкой, применяемыми к сварным соединениям на компонентах, слишком больших для того, чтобы их можно было удерживать полностью в вакуумной камере [15].
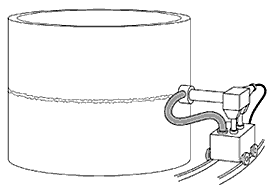
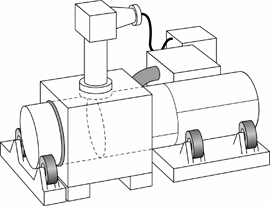
Эта концепция была апробирована и успешно продемонстрирована в лаборатории TWI для применения на морских трубопроводах толстостенного трубопровода большого диаметра (рис. 2) и показала, что сварные швы могут производиться в этом режиме давления с неизменно высоким качеством и значительно улучшенными технологическими допусками. по сравнению с обычной высоковакуумной сваркой EB. В частности, для диапазона рабочих расстояний 50-500 мм было показано, что сварочные характеристики не зависят от рабочего расстояния (рис. 2.3). Целевое давление 1 мбар было выбрано в качестве лучшего компромисса для работы при пониженном давлении с точки зрения упрощения вакуумной техники и надежных сварочных характеристик.

Рисунок 1.3 – Локальная вакуумная сварочная система с электронным пучком пониженного давления, изготовленная для морских трубопроводов

Рисунок 1.4 – Поперечные сечения сварных швов RPEB в стальной трубе X65 диаметром 10,75 дюйма на 25 мм и диаметром 28 дюймов на 41 мм толщиной стенки, выполненной с помощью пистолета для рабочего расстояния 270 мм и 50 мм соответственно
Предыдущая работа показала, что почти со времени первого промышленного использования электронно-лучевой сварки возникло желание применить этот процесс к крупным компонентам с использованием локальной накачки и герметизации. За исключением работы TWI / Saipem (Punshon et al, 1998), все другие попытки применять сварку EB с использованием локального вакуума включали системы, предназначенные для работы при вакуумном давлении ниже 5x10-2 мбар [16]. Попытки работать в высоком вакууме, хотя и были достаточно успешными в краткосрочной перспективе, в конечном итоге были сорваны из-за непоследовательной работы уплотнения и насоса.
Способность работать при пониженном давлении значительно повышает потенциальную надежность локальных уплотнений и насосов, поскольку устраняется необходимость в высоких уровнях чистоты и сложной технологии насосов и уплотнений. Разработанная система использует стальные щетки в качестве основного уплотнения (рис. 2.5). С двумя ступенями дифференциальной перекачки уровень давления менее 1 мбар может быть надежно достигнут на плите с типичной обработкой горячекатаной поверхности. При таком расположении было установлено, что давление менее 1 мбар может быть надежно достигнуто за время накачки менее 10 с и может поддерживаться при перемещении стальной пластины со сварным швом на поверхности [16].


(а) (б)
Рисунок 1.5 – Пониженное давление EB в местной вакуумной головке: а) концентрические щеточные уплотнения; б) работа на пластине толщиной 45 мм
Использование мощного ЭЛ с локальной подвижной вакуумной головкой открывает ряд промышленных применений, которые до настоящего времени требовали строительства очень больших вакуумных камер. Кроме того, возможна полевая сварка крупных трубопроводных конструкций. Это может быть достигнуто либо с помощью локальных подвижных уплотнений, либо с помощью вакуумной камеры с местной накачкой и скользящих уплотнений. В обоих случаях операция становится проще, экономичнее и надежнее благодаря работе при пониженном давлении.
(а) (б)
Рисунок 1.6 – Схема потенциальных применений для сварки РПЭЛ трубопроводных конструкций: а) местное, мобильное вакуумное уплотнение; б) герметично закрытая вакуумная камера
Ранние попытки использовать сварку NVEB для толстых материалов сдерживались непрактичным требованием к очень коротким отступам (~ 10 мм) и снижению качества сварного шва из-за большей степени рассеяния луча, которое происходит при атмосферном давлении. Однако последние события значительно улучшили эту ситуацию (Sanderson, 2007) [20].
Степень рассеяния может быть уменьшена, а диапазон рабочих расстояний увеличен за счет использования более высоких ускоряющих напряжений. Однако это увеличивает размеры, вес и объем оборудования, делая его менее удобным для установки пистолета на роботе. Одним из многообещающих направлений исследований является импульс электронного пучка, так что уровень плазмы и газа в окрестности сварного шва может снижаться, когда пучок выключен, но с достаточно высоким рабочим циклом и уровнем мощности, что делает сварочная ванна не разрушаться и не затвердевать. Такой подход существенно увеличивает производительность проникновения. Было обнаружено, что диапазон проникновения может быть увеличен для данного среднего уровня мощности с использованием высоких пиковых уровней мощности. Сандерсон (2007) показал, что глубина проникновения в сталь может быть увеличена на 50% в сочетании с соответствующим уменьшением ширины сварного шва, особенно вблизи верхнего валика [20]. Пульсация также, по-видимому, изменяет механизм затвердевания, который часто приводит к трещинам затвердевания в глубоких сварных швах NVEB [19].
На рис. 2.7 показан ход расплава, выполненный при средней мощности 36 кВ и скорости сварки 480 мм / мин в плоском положении из низколегированной стали с использованием импульсного пучка невакуумных электронов. Следует отметить, что зона слияния почти параллельна с хорошо закругленным кончиком. Помимо мелких пор, зона слияния была здоровой.
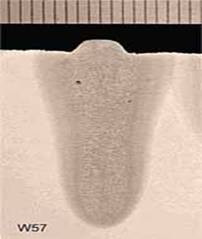
Рисунок 1.7 – Плоское положение, глубина расплава 22 мм, изготовлена из низколегированной стали с импульсной балкой NVEB
В заключение, способность сваривать толстослойный материал (25-150 мм) за один проход была одной из движущих сил развития мощных сварочных систем EB с потенциалом для высокопроизводительного и высокоточного изготовления. Требование работать в высоком вакууме исключает использование процесса при изготовлении очень больших конструкций, поскольку конструкцию и эксплуатацию больших вакуумных камер может быть трудно обосновать экономически. Возможность иметь переносное местное вакуумное оборудование, которое может быть доставлено на площадку и эксплуатироваться на условиях аренды / проката, повышает практичность и экономичность сварки толстослойными ЭЛ. Работа при пониженном давлении, когда надежность и производительность процесса лучше, чем в высоком вакууме, делает это практическим предложением, и в настоящее время ведутся работы по изготовлению промышленной системы, которая будет реализовывать эту возможность [20].
Аналогичным образом, возможность работать при атмосферном давлении с помощью невакуумной системы одинаково привлекательна, особенно когда речь идет о более тонких материалах (то есть <50 мм). В связи с недавними разработками в области пульсации пучка и конфигурации пистолета, вероятно, что в ближайшем будущем высокоскоростная сварка еще более толстых материалов будет осуществляться при атмосферном давлении [20].
2 Анализ возможности применения результатов рассмотренных научно-исследовательских работ в выпускной квалификационной работеРучная дуговая сварка вольфрамовым электродом в защитных газах очень экономичная и поистине универсальна, но имеет ряд недостатков. К наиболее важным для проекта по сварке алюминиевого трубопровода можно отнести:
- большая теплопроводность, интенсивный отвод тепла от зоны сварки;
- низкая температура плавления и кипения, жидкотекучесть;
- малая прочность и большая хрупкость при высокой температуре;
- большая теплоемкость и необходимость применения высоких тепловых режимов;
- способность жидкого металла поглощать вредные газы (кислород, водород, азот).
Дуговая сварка угольным электродом применяется гораздо реже в силу специфических особенностей строения электроода, и, хотя она имеет ряд преимуществ, основной недостаток это трудоемкость технологического процесс изготовления электрода, а значит, удорожания стоимости конечного изделия.
Угольные и графитовые электроды применяют только при сварке на постоянном токе. Вольфрамовые электроды применяют при сварке на постоянном и переменном токе, при атомноводородной сварке и при сварке в атмосфере инертного газа.
Сварка под флюсом имеет очевидные плюсы.
Хороший контакт шлака и металлической поверхности, наличие изолированного от внешней среды пространства обеспечивают благоприятные условия для защиты, металлургической и тепловой обработки ванны и тем самым способствуют получению швов с высокими механическими свойствами.
Тем не менее, при автоматической сварке стыковых трубопроводных соединений под флюсом на весу, практически сложно получить шов с проваром по всей длине стыка из-за вытекания в зазор между кромками расплавленного металла и флюса и, как результат, — образования прожогов.
За последние десять лет лазерная технология развилась до такой степени, что в настоящее время доступны надежные, мощные и эффективные источники питания на основе волоконного лазера на основе Yb, способные повысить производительность.
Дуговой процесс гибридного Yb-волоконного лазера-MAG можно использовать при высокой скорости обработки (1,8 м / мин) для сварки 9-мм связки за один проход сварки с низкими и приемлемыми уровнями дефектов.
Сварные отложения были испытаны на прочность и ударную вязкость, и было доказано, что они соответствуют современным стандартам применения трубопроводов.
Разработанная процедура была продемонстрирована в вертикальной, вертикальной и плоской сварочных позициях, которые могут быть переведены в процедуру вертикальной кольцевой сварки 5G в трубопроводе.
По итогам исследований, можно сделать следующий вывод:
Наиболее перспективными в плане надежности показателей свариваемости можно отметить волоконно-лазерно-дуговую гибридную сварку трубопроводов и электронно-лучевую сварку без вакуумной камеры.
И хотя оба метода имеют достаточно трудоемкое исполнение, но по характеристикам не разрушаемости конструкций имеют наибольшие показатели, перед всеми перечисленными методами, что имеет главное значение на данном объекте исследования – свариваемых алюминиевых изделий и изделий из цветных металлов.
Результатом выполнения курсовой работы является получение практических навыков поиска литературных источников по теме научного исследования.
В данной работе представлен обзор исследований наиболее перспективных направлений сварки цветных металлов и алюминия.
Актуальность работы заключается в подборе наилучшей технологии, с целью ее дальнейшего использования в выпускной квалификационной работе.
На сегодняшний день можно выделить пять технических решений сварки из цветных металлов и алюминия, которые дают наиболее хороший технологический и экономический результат:
- ручная аргонодуговая неплавящимся вольфрамовым электродом;
- дуговая сварка угольным электродом без защиты;
- сварка трубопроводов под слоем флюса;
- волоконно-лазерно-дуговая гибридная сварка трубопроводов;
- электронно-лучевая сварка без вакуумной камеры.
Из проведённых исследований по каждому из методов можно сделать следующие выводы:
Наиболее перспективными в плане надежности показателей свариваемости можно отметить волоконно-лазерно-дуговую гибридную сварку трубопроводов и электронно-лучевую сварку без вакуумной камеры.
И хотя оба метода имеют достаточно трудоемкое исполнение, но по характеристикам не разрушаемости конструкций имеют наибольшие показатели, перед всеми перечисленными методами, что имеет главное значение на данном объекте исследования.
СПИСОК ИСПОЛЬЗУЕМЫХ ИСТОЧНИКОВ
1. Инструкция по заварке коррозионных язв металла труб нефтепроводов под давлением до 3,5 МПа. РД 39-0147103-88. - Миннефтепром, ВНИИСПТнефть, 1988. – URL: http://www.normacs.ru/Doclist/doc/10NNO.html (дата обращения: 20.04.2020)
2. Инструкция по приварке заплат и муфт на стенки труб нефтепроводов под давлением перекачиваемой; нефти до 2,0 МПа. РД 39-0147103-330-86. - Миннефтепром, ВНИИСПТнефть, 1986. - URL: https://znaytovar.ru/gost/2/RD_39014710333086_Instrukciya.html (дата обращения: 20.04.2020)
3. ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры (с Изменением N 1). - URL: http://docs.cntd.ru/document/1200004379 (дата обращения: 20.04.2020)
4. ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры (с Изменениями N 1, 2, 3). – URL: http://docs.cntd.ru/document/1200004932 (дата обращения: 20.04.2020)
5. ГОСТ 9466-76. Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия. М., 1988. – URL: http://docs.cntd.ru/document/gost-9466-75 (дата обращения: 20.04.2020)
6. ГОСТ Р ЕН 13479-2010 Материалы сварочные. Общие требования к присадочным материалам и флюсам для сварки металлов плавлением. – URL: http://docs.cntd.ru/document/1200084970 (дата обращения: 20.04.2020)
7. ГОСТ 23949-80 Электроды вольфрамовые сварочные неплавящиеся. Технические условия. – URL: http://www.gost-svarka.ru/gost_svarochnie_material/gost_23949-80.htm (дата обращения: 20.04.2020)
8. Автоматическая дуговая сварка. Сварка с применением сварочных тракторов, флюсов. 2018 – URL: http://www.tdsplav74.ru/avtomaticheskaja- dugovaja-svarka. (дата обращения: 20.04.2020)
9. Виноградов В.С. Оборудование и технология дуговой автоматической и механизированной сварки: Учеб. для проф. учеб. заведений. – М.: Высш. шк.; Изд. центр «Академия», 2017.-319 с.: ил.
10. Ильясова А.Х. Технология современной сварки деталей трубопровода//Экспозиция Нефть Газ. 2015. №3 (21). – URL: https://cyberleninka.ru/article/n/tehnologiya-sovremennoy-svarki-detaley-truboprovoda (дата обращения: 20.04.2020).
11. Потапьевский А.Г. Сварка в защитных газах плавящимся электродом. – М.: Машиностроение, 2015. - 240с
12. Лесков Г.И. Электрическая сварочная дуга. - М.: Машиностроение, 1970. - 335с
13. Технология сварки под флюсом. Строительный справочник: материалы, конструкции, технологии. 2019 – URL: http://build.n0v0sibd0m.ru/n0de/330. (дата обращения: 20.04.2020)
14.
Philip А. Platcow, G.S. Lyndon:
welding and fire cutting; 2015, – URL:
http://base.safework.ru/iloenc?d&nd=857200685&prevDoc=857200689
15. Meyer E and Dorn L: "Electron beam welding at different pressures". Welding and Metal Fabrication, March 1970.
16. Punshon C S, Sanderson A and Belloni A: "Reduced pressure electron beam welding for steel pipelines". 6th International Conference on Welding and Melting by Electron and Laser Beams. Toulon, June 2016. Vol.1, pp.363-371.
17. Schumacher B W, Lowry J F and Smith R C: "High power beams in the atmosphere" 4th International Seminar Long Island, NY, April 1976 by Universal Technology Corporation; 2016. ISBN 0 912426 055, 31pp.
18. Anderl, P, Kappelsberger and Steigerwald K. H: "Electron beam welding of large size work pieces with mobile vacuum unit under nearly practical conditions". Proc. Int. Technology conf. DVS 63 Essen, May 2016.
19. Yamamoto M et al: "Study on local vacuum for low alloy steel". IIW Doc. IV-581-92.
20. Sanderson A. "Four Decades of Electron Beam Development at TWI" IIW Doc 1770-06, Welding in the World, IIW publication, Jan/Feb. 2017.
21. Xolile Fuku , Boitumelo Kgarebe , Emmanuel Iwuoha , Priscilla Baker Spectroscopic and Microscopic Evaluation of Immobilized Cytochrome C Interaction with Cyanide/Arsenic Ligands in Quantitative Analysis // ЭОМ. 2014. №5. – URL: https://cyberleninka.ru/article/n/spectroscopic-and-microscopic-evaluation-of-immobilized-cytochrome-c-interaction-with-cyanide-arsenic-ligands-in-quantitative-analysis (дата обращения: 20.04.2020).
 (zip - application/zip)
(zip - application/zip)









