











ДЕПАРТАМЕНТ ОБРАЗОВАВАНИЯ И НАУКИ
БРЯНСКОЙ ОБЛАСТИ
Государственное бюджетное профессиональное учреждение “Региональный железнодорожный техникум”
Техническая эксплуатация подвижного состава
КУРСОВАЯ РАБОТА
“Технология ремонта автосцепки СА-3”
Выполнил студент:
Группы ТПС-946
Курский Кирилл Юрьевич
Научный руководитель:
Першукевич Виктор Наумович
Брянск
2020
Содержание
Введение
1. Устройство и конструкция автосцепки СА-3………………….
2. Работа автосцепки СА-3 (принцип действия)………………....
3. Ремонт автосцепки СА – 3……………………………………...
3.1. Основные неисправности и причины их появления……….
3.2.Разборка механизма автосцепки СА-3………………………
3.3. Ремонт автосцепки СА-3……………………………………..
3.4. Сборка автосцепки СА-3……………………………………...
3.5. Испытание после ремонта (обмеры)…………………………
3.6. Организация рабочего места…………………………………
4. Техника безопасности…………………………………………..
4.1. Общие требования охраны труда……………………………
4.2. Техника безопасности при осмотре и ремонте ……………
4.3. Пожарная безопасность……………………………………….
4.4. Экология………………………………………………………..
5. Заключение……………………………………………………….
Используемая литература…………………………………………..
Введение
Ударно – тяговые приборы предназначены для сцепления вагонов между собой и с локомотивом, удержания их на определенном расстоянии друг от друга, восприятия, передачи и смягчения действия в поезде и при маневрах.
Современным ударно – тяговым прибором является автосцепное устройство, выполняющее основные функции ударных и тяговых приборов.
Автосцепка СА-3 обеспечивает:
- автоматическое сцепление при соударении вагонов; автоматическое запирание замка у сцепленных автосцепок;
- расцепление подвижного состава без захода человека между вагонами и удержание механизма в расцепленном положении до разведения автосцепок;
- автоматическое возвращение механизма в положение готовности к сцеплению после разведения автосцепок; восстановление сцепления случайно расцепленных автосцепок, не разводя вагоны;
- производство маневровых работ (положение на "буфер"), когда при соударении автосцепки не должны соединяться. До сцепления автосцепки могут занимать различные взаимные положения:
- оси их находятся на одной прямой;
- оси могут быть смещены по вертикали или горизонтали.
1. Устройство и конструкция автосцепки СА-3
Автосцепное устройство типа СА-3 (рис. 1) грузовых вагонов размещается в консольной части хребтовой балки рамы кузова и состоит из следующих основных частей: корпуса автосцепки с деталями механизма сцепления, ударно-центрирующего прибора, упряжного устройства с поглощающим аппаратом и опорных частей.
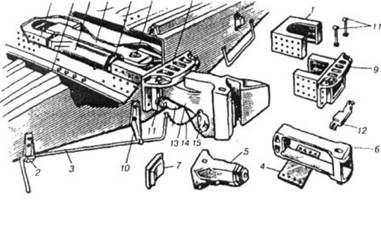
Автосцепное устройство четырехосного вагона.
Корпус автосцепки 13 с механизмом сцепления предназначен для сцепления и расцепления вагонов, восприятия и передачи ударно-тяговых усилий упряжному устройству. Корпус автосцепки (рис. 2) представляет собой пустотелую фасонную отливку, состоящую из головной части и хвостовика.
Внутри головной части размещены детали механизма сцепления. Она имеет большой 1 и малый 4 зубья, которые соединяясь образуют зев. На вертикальной стенке зева, возле малого зуба имеется окно для замка 3, а рядом - окно для замкодержателя 2.
В верхней части отлит выступ 5, который воспринимает жесткие удары при полном сжатии поглощающего аппарата. Внутри корпуса со стороны малого зуба отлита полочка для верхнего плеча предохранителя, а со стороны большого зуба имеется шип для навешивания замкодержателя. В нижней части выполнено горизонтальное отверстие для постановки валика подъемника. В пустотелом хвостовике сделано продолговатое отверстие 6 для соединения корпуса автосцепки с тяговым хомутом. Торец хвостовика 7 служит для передачи ударных нагрузок и имеет цилиндрическую поверхность.
Большой зуб имеет три усиливающих ребра : верхнее, среднее и нижнее, плавно переходящие в хвостовик и соединенные между собой перемычкой. Голова автосцепки заканчивается сзади упором, предназначенным для передачи при неблагоприятном сочетании допусков на основные размеры жесткого удара на хребтовую балку через концевую балку рамы вагона и ударную розетку.
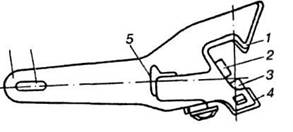
Рис. 5 Корпус автосцепки в сборе.
Корпус удерживается маятниковым подвешиванием, состоящим из: ударной розетки, двух подвесок, центрирующей балочки.
Центрирующий прибор воспринимает от корпуса автосцепки избыточную энергию удара после полного сжатия поглощающего аппарата и центрирует корпус автосцепки. Состоит из ударной розетки 9, двух маятниковых подвесок 11 и центрирующей бал очки 12. Ударная розетка отлита за одно целое с передними упорами и приклепано или приварено к концевой балке рамы. Розетка имеет окно для постановки корпуса автосцепки и отверстия для маятниковых подвесок. Маятниковые подвески 11 имеют вид стержня диаметром 25мм с двумя Т-образными головками (верхней более широкой и нижней). Верхняя головка подвески опирается на ударную розетку, а на нижнюю уложена центрирующая балочка омегообразной формы. На расстоянии 625 мм от упорных плоскостей переднего упора к хребтовой балке приклепан или приварен задний упор 1, который также представляет собой П-образную отливку с ребрами жесткости.
Расцепной привод состоит из: расцепного рычага, цепочки, полочки, кронштейна.
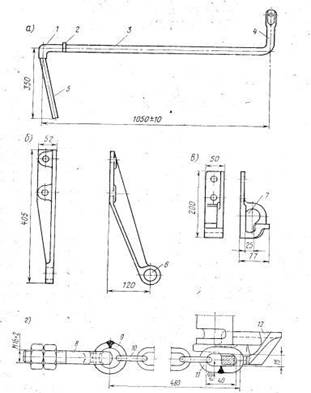
Детали расцепного привода : а) расцепной рычаг, б) державка, в) кронштейн, г) цепь расцепного привода.
2. Работа автосцепки СА-3 (принцип действия)
При сцепленном положении в зеве каждой автосцепки размещаются выходящая из ее полости часть замка, а также малый зуб и часть замка соседней автосцепки. Вагоны могут расцепиться, если произойдет значительный вертикальный толчок, в результате которого одна из автосцепок "выскользнет" из другой вверх или если хотя бы один из замков уйдет внутрь корпуса. Чтобы исключить саморасцеп автосцепок от вертикальных колебаний, ограничивают величину самих колебаний за счет улучшения содержания пути, рессорного подвешивания, а также соблюдения норм взаимного расположения соседних автосцепок между собой и относительно головок рельсов.
В исправном механизме замок не может самопроизвольно уйти внутрь корпуса, это исключается взаимным расположением деталей. В сцепленном состоянии малый зуб соседней автосцепки постоянно нажимает на лапу замкодержателя, поэтому противовес расположен горизонтально так, что торец лежащего на полочке верхнего плеча предохранителя находится против упора замкодержателя. Следовательно, замок может повернуться относительно своего направляющего зуба в глубь корпуса только на расстояние "а", равное зазору между упором замкодержателя и торцом предохранителя. Дальнейшее перемещение невозможно, поскольку торец плеча предохранителя, двигающегося вместе с замком, упрется в замкодержатель.
Чтобы расцепить вагоны, необходимо выключить предохранитель. Для этого с помощью расцепного привода поворачивают валик подъемника одной из автосцепок. Вращаясь вместе с валиком, надетый на его квадратную часть подъемник своим широким пальцем отклоняет нижнее плечо предохранителя. В результате верхнее плечо также поворачивается и устанавливается выше противовеса замкодаржателя. Замок получает возможность перемещаться внутрь корпуса. Широкий палец подъемника при дальнейшем вращении нажимает на выступ замка и уводит его из зева. Одновременно узкий палец подъемника при дальнейшем вращении нажимает на выступ замка и уводит его из зева.
Одновременно узкий палец подъемника поднимает замкодержатель, который за счет овального отверстия идет вверх, а затем, пропустив подъемник, опускается, закрепляя его в поднятом положении. На этом процесс расцепления заканчивается. Замок прочно удерживается внутри корпуса, малый зуб и замок автосцепки могут выйти из зева. При разведении вагонов лапа замкодержателя освобождается, и механизм возвращается в положение готовности к сцеплению.
Не разводя вагоны, можно восстановить сцепление ошибочно расцепленных автосцепок. Для этого достаточно через отверстие в нижней части корпуса автосцепки ломиком или рукояткой молотка приподнять замкодержатель, лишив опоры узкий палец подъемника.
В результате подъемник, замок, и предохранитель вернутся в нижнее положение. Если по окончании процесса расцепления закрепить механизм, положив рукоятку рыча на горизонтальную полку кронштейна, то автосцепка будет работать на буфер – воспринимать удар нагрузки без сцепления вагонов.
При сцеплении малый зуб соседней автосцепки, входя в зуб, утапливает замок, а затем освобождает его от нагрузки и, проходя дальше, перемещает внутрь лапу замкодержателя, включая предохранитель от саморасцепа.
Конфигурация зубьев обеспечивает сцепление вагонов при отклонении осей автосцепок по горизонтали до 175 мм.
3. Ремонт автосцепки СА – 3
3.1. Основные неисправности и причины их появления
Велико влияние исправного состояния автосцепных устройств на безопасность движения подвижного состава. Не выявленные своевременно износы приводят к саморасцепу автосцепок или падению поврежденных деталей на путь, вызывая угрозу схода подвижного состава с рельсов.
Основными причинами неисправностей автосцепных устройств являются:
Значительные динамические нагрузки, которые особенно велики при торможениях и трогании с места, при маневровых работах, при проходе составом кривых участков пути и сортировочных горок:
Износы из-за постоянного трения деталей друг о друга;
Нарушение технологии изготовления и ремонта;
Большие перепады температур;
Незащищенность деталей от попадания в зоны трения абразивных частиц.
Указанные неисправности приводят к образованию в деталях автосцепных устройств значительных выработок трущихся мест, трещин, отколов, обрывов и изгибов.
Не допускается эксплуатация вагонов, в автосцепных устройствах, которых имеются следующие неисправности:
Трещины, изломы, отсутствие деталей;
Уширение зева и износы деталей, при которых возможен саморасцеп автосцепок;
Высота автосцепки над уровнем головок рельсов более 1080 мм у порожних вагонов, менее 950 мм у загруженных грузовых вагонов, менее 980 мм у пассажирских вагонов;
Разность по высоте между продольными осями сцепленных автосцепок более 100 мм у грузовых вагонов и более 70 мм у пассажирских вагонов, а для пассажирских вагонов курсирующих со скоростью свыше 120км/ч – более 500 мм. Разность между продольными осями автосцепок локомотива и первого груженого грузового вагона более 110 мм, а между локомотивом и первым пассажирским вагоном более 100 мм;
Расстояние от упора головы автосцепки до ударной розетки, имеющей длину выступающей части 185 мм, менее 60 и более 90 мм, при укороченных розетках с длиной выступающей части 130 мм и поглощающих аппаратах Ш -2В, Ш-6-ТО-4, ПМК-110А, 73ZW – менее 110 мм и более 150 мм, у восьмиосных вагонов менее 100 мм и более 140 мм;
Сквозные протертости корпуса поглощающего аппарата, вызывающие потерю упругих свойств;
Длинная или короткая цепь расцепного привода;
Зазор между потолком розетки и хвостовиком корпуса автосцепки менее 25 мм;
Повреждение или отсутствие ограничителей у автосцепок вагонов, на которых предусмотрена постановка автосцепок с ограничителями вертикальных перемещений;
Неправильная постановка маятниковых подвесок.
Повреждения в деталях автосцепных устройств в эксплуатации выявляют визуально с использованием шаблонов. При этом обращают внимание на характерные признаки неисправностей.
Трещины находят по следам коррозии, наличию валика из пыли в летнее время, инея – в зимнее.
Признаком неисправности является наличие посторонних предметов под головками маятниковых подвесок и под хвостовиком автосцепки.
Несоответствие расстояния от упора головы автосцепки до ударной розетки помогает выявить просадку поглощающего аппарата, обрывы тягового хомута, изломы клина тягового хомута, упорной плиты или поглощающего аппарата. Провисание автосцепки более 10 мм свидетельствует об изломе клина тягового хомута или верхней полосы.
Наличие полосы с металлическим блеском на тяговом хомуте или на хвостовике автосцепки около центрирующей балочки размером более 100 мм является признаком неисправного поглощающего аппарата.
Изгиб болтов, поддерживающих клин тягового хомута, свидетельствует об изломе клина или обрыве тяговых полос хомута. Излом клина тягового хомута можно выявить по наличию двойного удара при остукивании его молотком снизу.
Длина цепи расцепного привода больше нормы, если при постановке рукоятки расцепного рычага на горизонтальную полочку кронштейна замыкающая часть замка выступает за ударную стенку зева автосцепки. Короткая цепь, если невозможно положить рычаг на горизонтальную полочку кронштейна.
Действие предохранителя от саморасцепа проверяют специальным ломиком. При проверке ломик заостренным концом вводят между ударной стенкой зева одной автосцепки и замком другой автосцепки. Поворачивая выступающий конец ломика, нажимают заостренным концом на замок. Уход замка должен быть не более 20 мм. При этом должен быть слышен четкий металлический стук от удара предохранителя в противовес замкодержателя. Если сверху ввести ломик невозможно, например, у пассажирских вагонов, его вводят снизу через грязевое отверстие и нажимают на замок в нижней части.
Если уход замка составляет более 20 мм или он выходит за кромку ударной поверхности малого зуба, то необходимо проверить исправность полочки и предохранителя. Для этого ломик изогнутым концом заводят за выступ замка и пытаются вытолкнуть замок из кармана корпуса. Если замок неподвижен или его свободный ход значительно уменьшился, то это означает, что предохранитель соскочил с полочки.
Чтобы проверить замкодержатель, ломик вводят между ударными поверхностями автосцепок сверху или снизу через отверстие корпуса, предназначенное для восстановления сцепления у ошибочно расцепленных автосцепок, и нажимают на лапу замкодержателя.
Если замкодержатель свободно качается, то противовес отломан. Наличие верхнего плеча предохранителя проверяют ломиком, который вводят изогнутым концом в карман корпуса через отверстие для сигнального отростка. Упирают ломик в предохранитель и перемещают его к полочке. Если при опускании ломика слышен металлический звук от удара предохранителя о полочку, то верхнее плечо исправно. Если ломик не упрется в полочку, значит она отломана.
Автосцепки концевых и отдельно стоящих вагонов проверяют шаблоном 873. Ширина зева нормальная, если шаблон, приложенный к углу малого зуба, не проходит мимо носка большого зуба. Износ малого зуба не превышает нормы, если шаблон соответствующим вырезом не надевается полностью на зуб. Расстояние от ударной стенки зева до тяговой поверхности большого зуба в пределах нормы, если шаблон не входит в пространство между ними. Две последние проверки выполняют на расстоянии 80 мм вверх и вниз от продольной оси автосцепки. Толщина замка достаточна, если размер выреза в шаблоне меньше толщины замка. Для проверки предохранителя от саморасцепа шаблон устанавливают перпендикулярно ударной стенки зева так, чтобы он одним концом упирался в лапу замкодержателя, а угольником – в тяговую поверхность большого зуба. Автосцепка исправна, если замок при нажатии уходит в карман корпуса не менее чем на 7 мм и более чем на 20 мм.
В таком же положении шаблона проверяют удержание замка в расцепленном состоянии. Поворотом валика подъемника устанавливают автосцепку в расцепленное положение, а затем валик отпускают. Автосцепка годна, если замок удерживается в верхнем положении, а после прекращения нажатия на замкодержатель отпускается в нижнее положение.
Для проверки разницы по высоте между продольными осями автосцепок шаблон выступом упирают в замок автосцепки, расположенной выше.
Если между выступом шаблона и низом замка, расположенной ниже автосцепки, есть зазор, то разность по высоте между продольными осями автосцепок не превышает 100 мм.
В пунктах формирования и оборота пассажирских поездов износ контура зацепления при растянутых вагонах контролируют ломиком- калибром. Ломик не должен входить своими выступами в соответствующие зазоры. Крестообразная часть ломика имеет размеры (22 0,1) мм для контроля зазора "а" и (25 0,1) мм для проверки зазора "б".
Если ломик проходит в какой-то зазор, необходимо разъединить вагоны и проверить обе автосцепки шаблоном 940 Р.
 Шаблон 940 Р.
Шаблон 940 Р.
3.2 Разборка механизма автосцепки СА-3
Разборка механизма автосцепки СА-3 осуществляется в следующей последовательности: разъединяют цепь расцепного привода, освобождают расцепной механизм, затем вытаскивают запорный болт. Вытаскивают валик подъемника через отверстие в стенке корпуса, вытаскивают из корпуса замок с предохранителем. Затем снимают с полочки и извлекают замкодержатель. Далее с опоры стенки корпуса снимают подъемник.
При деповском ремонте вагона разборке подлежат только неисправные поглощающие аппараты, при капитальном ремонте все аппараты должны быть разобраны.
3.3. Ремонт автосцепки СА-3
Изгибы хвостовика корпуса автосцепки и уширение зева ремонтируют правкой.
Для определения величины изгиба корпус подлежит разметке.
Для этого находят и обозначают середину хвостовика на расстоянии 20 мм от упора, а также в средней части и на торце. Затем соединяют линией точки, обозначающие середину хвостовика. Изгибом является отклонение указанной линии от середины хвостовика в его средней части.
Правке подлежат изгибы более 3 мм как в вертикальной, так и в горизонтальной плоскостях. Если в зонах изгибов имеются заваренные или не заваренные трещины, то корпус подлежит сдаче в металлолом.
Правку выполняют с предварительным нагревом до температуры 800 – 850°C с выдержкой в печи не менее 1 часа для равномерного прогрева корпуса. Заканчивать правку необходимо при температуре выправляемых зон не менее 650°C для предотвращения образования термических трещин.
Правку производят на специализированных гидравлических прессах. При устранении уширения зева в корпус вставляют ограничитель, исключающий сужение зева больше нормы.
Охлаждение корпусов производят в помещениях при отсутствии сквозняков, не применяя воду или другую охлаждающую среду.
Трещины и износы, выявленные в корпусе автосцепки, ремонтируют сваркой и наплавкой. Разрешается при всех видах ремонта вагонов:
- заваривать вертикальные трещины сверху и снизу в углах зева, если они не выходят за положение верхнего или нижнего зуба;
- заваривать трещины в углах окон для замка и замкодержателя, если после разделки трещины в верхней части не выходят на горизонтальную поверхность головы и за положение верхнего ребра со стороны большого зуба, а в нижней части имеют длину не более 20 мм;
- вырубать трещины глубиной до 5 мм в хвостовике корпуса с плавным переходом на поверхность без заварки. Трещины перемычки глубиной не более 8 мм можно заваривать при условии, что после их разделки толщина перемычки будет не менее 40 мм;
- заваривать трещину перемычки между отверстиями для направляющего зуба и сигнального отростка замка, если трещина не выходит на вертикальную стенку корпуса;
- заваривать трещину хвостовика автосцепки. Общая длина ремонтируемых трещин хвостовика в зоне от упора до передней кромки отверстия для клина не более 100 мм у корпусов, проработавших свыше 20 лет и более 150 мм для остальных корпусов;
- наплавлять изношенные поверхности 6 контура зацепления так чтобы сварочные швы не доходили до мест закруглений ближе 15 мм.
Переход от отремонтированной наплавкой ударной поверхности стенок зева к неизношенной должен быть плавным, по длине не менее 15 мм. Твердость наплавленного металла ударно-тяговых поверхностей должна быть не менее 250 НВ для грузовых вагонов и не менее 450 НВ для пассажирских и рефрижераторных. Для обеспечения необходимой твердости наплавку следует выполнять электродами ОЗН-400, порошковой проволокой ПП-ТН350, ПП-ТН500 или пластичными электродами с использованием легирующих присадок.
Разрешается при всех видах ремонта:
- наплавлять поверхности корпуса, соприкасающиеся при работе с центрирующей болочкой, тяговым хомутом, ударной розеткой и клином тягового хомута при износе более 3 мм, но не более 8 мм;
- наплавлять изношенную полочку предохранителя и шип для замкодержателя или приваривать новые в случае их излома;
- наплавлять оба изношенных отверстия для валика подъемника;
- наплавлять места опоры стенки замкодержателя на корпус, нижней перемычки в окне для замка и задней наклонной части дна карманов;
- наплавлять изношенный торец хвостовика, если его длина менее 645 мм для автосцепки СА-3 и менее 654 мм для автосцепки СА-3М;
- наплавлять изношенную перемычку хвостовика, если ее толщина в средней части не менее 40мм – для СА-3М.
Разделка кромок трещин производится с применением ручного или пневматического зубила, электродуговой или газокислородной резкой. При ремонте трещин в зеве необходим подогрев головы автосцепки до температуры 250 – 300°C, что улучшает качество наплавленного металла и снижает термические напряжения.
Ограничители вертикальных перемещений вагонов не должны иметь изгибов и износов более 5 мм. Автосцепки вагонов для перевозки опасных грузов оборудованы как нижними, так и верхним ограничителями.
3.4. Сборка автосцепки СА-3
Сборка механизма автосцепки осуществляется в такой последовательности. Подъемник укладывают широким пальцем вверх на опору стенки корпуса со стороны большого зуба. Затем на шип этой же стенки навешивают замкодержатель.
Далее вставляют внутрь корпуса замок с предохранителем. При этом металлическим крючком поднимают нижнее плечо предохранителя так, чтобы верхнее прошло над полочкой со стороны малого зуба. Пропустив валик подъемника через отверстие в стенке корпуса, овальный вырез замка и квадратное отверстие подъемника, фиксируют эти детали от выпадения.
Затем вставляют запорный болт, закрепляют механизм и соединяют цепь расцепного привода с отверстием в балансире валика подъемника.
В правильно собранной автосцепке:
- ударная поверхность лапы замкодержателя и часть замка выходят в зев. При таком положении деталей механизм готов к автоматическому сцеплению;
- замок уходит внутрь от усилия, направленного со стороны зева или приложенного к рукоятке расцепного рычага, и возвращается в первоначальное положение при снятии этих усилий;
- нельзя утопить замок в корпус, если туда предварительно введена лапа замкодержателя.
3.5. Испытание после ремонта (обмеры)
Проверка деталей автосцепного устройства шаблонами.
После ремонта автосцепок их детали осматривают и обмеряют шаблонами.
Шаблоны имеют установленные номера и действуют по принципу проходных и непроходных.
Замок автосцепки:

Рис. 9 Замок автосцепки.
Проверяется замок шаблонами в соответствии с Инструкцией № ЦВ-ВНИИЖТ-494-97. При этом проверяют:
· проходной вырез а шаблоном 852р; Замок признают годным, если он свободно проходит через вырез а этого шаблона.
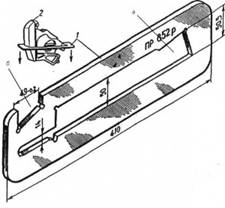
Рис. 10 Шаблон 852р.
· толщину замыкающей части замка по всей её высоте проверяют до ремонта непроходным шаблоном 899р; Замок признают годным после ремонта, если замыкающая часть его не входит вырез б шаблона 852р и негодным, если она входит в вырез б шаблона 852р (поз. 2)
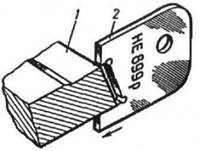
Рис. 11 Шаблон 899р
· положение задней кромки К овального отверстия относительно торца замка на соответствие шаблону 839р; который накладывают на замок так, чтобы шаблон своим основанием 2 плотно прилегал к плоскости замка. Затем перемещением шаблона за рукоятку 3 в направлении стрелки А обеспечивают плотное прилегание опорных площадок 4 к торцевой поверхности замка, а угольника 5 – к его нижней опорной части. Удерживая шаблон в таком положении, поворачивают за рукоятку мерительный сектор 1 по часовой стрелке. Замок считают годным, если проходная часть мерительного сектора 1 свободно проходит мимо кромки отверстия замка, а непроходная часть не проходит (упирается в кромку отверстия).
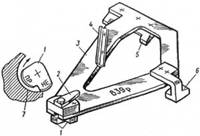
Рис. 12 Шаблон 839р
· положение шипа, его диаметр и кромку прилива на соответствие шаблону 833р.
При этом износ прилива шипа по поверхности очерченной радиусом 24 мм не допускается более 3 мм.
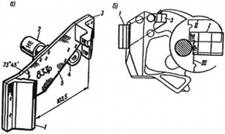
Рис. 13 Шаблон 833р
При проверке расстояния от торцевой поверхности замка до задней боковой кромки шипа для предохранителя шаблон надвигают на замок сверху так, чтобы опорная поверхность угольника 1, была прижата к торцевой поверхности замка. Замок признают годным, если при перемещении шаблона вниз проходная часть гребенки 3 проходит мимо шипа предохранителя, а непроходная не проходит.
Диаметр шипа замка для предохранителя проверяют непроходным и проходным стаканами этого шаблона.
Шип 1 считают годным, если проходной стакан 2 свободно надевают на него до упора торцом в замок у основания шипа, а непроходной стакан 3 не надевается или надевается частично так, что торец шипа не выступает за верхнюю кромку кольца непроходного стакана.
Износ прилива для шипа по поверхности, очерченной радиусом 24 мм, проверяется шаблоном 833р как показано на рисунке. Зазор а более 3 мм не допускается.
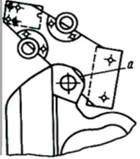
Рис. 14 Шаблон 833р.
Излом шипа не допускается;
- направляющий зуб на соответствие шаблону 943р, причем суммарный зазор между кромками зуба и шаблоном не должен превышать 2 мм

Рис. 15 Шаблон 943р.
- наличие трещин в верхней перемычке для прохода нижнего плеча предохранителя от саморасцепа;
- наличие трещин, погнутости и изломов сигнального отростка;
Проверяют диаметр валика замка, который не должен быть меньше 15,5 мм, не допускаются на нем трещины или изгибы.
При несоответствии шаблонам или при наличии других неисправностей – замок ремонтируют.
Шаблон 821Р-1 предназначен для проверки ширины зева (рис. 23)

Рис. 16 шаблон 821р-1.
Шаблон прикладывают одним концом к углу малого зуба, а другой подводят к носку большого зуба. Если шаблон входит зев, то он расширен и подлежит правке. При ТО-3 и деповском ремонте вагонов длину малого зуба и расстояния от ударной стенки зева до тяговой кромки большого зуба проверяют шаблоном 893Р.
Проверка выполняется в средней части корпуса на расстоянии 80 мм вверх и вниз от продольной оси автосцепки. Шаблон надевают на малый зуб, а также вводят в пространство между ударной стенкой и тяговой поверхностью большого зуба. Корпус исправен, если между ним и шаблоном имеются зазоры.
Контур зацепления корпуса проверяют проходным шаблоном 827Р. Шаблон пропускают через контур. Корпус исправен, если шаблон свободно проходит через него по всей высоте корпуса.

Рис. 17 шаблон 827Р.
Шаблон 852Р служит для контроля толщины и прямолинейности замка. Замок должен пройти в проходной вырез шаблона и не проходить после ремонта в непроходной.

Рис. 18 шаблон 852Р.
Толщину замыкающей части замка проверяют непроходным шаблоном 899Р. замок исправен, если его замыкающая часть не проходит в контрольный вырез шаблона.

Рис. 19 шаблон 899Р.
Исправность предохранителя проверяют шаблоном 800Р-1, подъемника - 847Р.
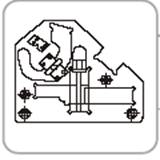
Рис. 20 шаблон 800Р-1.
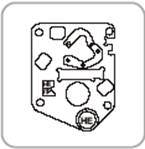
Рис. 21 шаблон 847Р.
После ремонта и проверки шаблонами на замок, замкодержатель, предохранитель, подъемник, валик подъемника, тяговый хомут, валик, клин тягового хомута, ударную розетку, центрирующую балочку, маятниковые подвески, упорную плиту, корпус поглощающего аппарата, собранную автосцепку, вкладыш и поддерживающую плиту центрирующего прибора ставят клейма. Клейма на деталях ставят в определенных местах. Например, на собранной автосцепке клеймо должно быть расположено на расстоянии 180 мм от упора и на 80 мм от верха головы корпуса. Все старые клейма должны быть зачищены. Клеймо состоит из номера ремонтного пункта и даты ремонта цифрами высотой не менее 6 мм на глубину 0,25 мм (например, 385. 08. 00. ).
Установить на вагоны детали автосцепного устройства без клейм не допускается.
После приемки детали автосцепного устройства окрашивают черной краской, за исключением внутренних поверхностей зева корпуса и поглощающего аппарата, а также деталей механизма.
При установке автосцепного устройства на вагон необходимо проверить расстояние от упора головки корпуса до ударной розетки, которое должно быть у грузовых вагонов с ударной розеткой, выступающей от концевой балки на 185 мм, не менее 70 мм при полностью утопленном положении автосцепки и не более 90 мм – при выдвинутом положении. Для грузовых вагонов, имеющих розетку, выступающую от концевой балки на 130 мм, эти расстояния должны быть соответственно не менее 120 мм и не более 140 мм.
3.6. Организация рабочего места
На рабочем месте должны находиться рабочие и контрольно- измерительные инструменты, необходимые для выполнения заданной операции. К размещению инструментов, заготовок и материалов на рабочем месте предъявляются определенные требования:
- на рабочем месте должны находиться только те инструменты, материалы и заготовки, которые необходимы для данной работы;
- инструменты и материалы, которые рабочий использует часто, должны располагаться ближе к нему;
- инструменты и материалы, используемые реже, должны располагаться дальше, приблизительно на 500 мм;
- досягаемость инструментов и материалов, используемых крайне редко обеспечивается только при наклонах корпуса работника.
Правила содержания рабочего места.
В связи с тем, что рациональная организация рабочего места и правильное размещение инструментов и материалов в процессе работы играют существенную роль в обеспечении ее качества, следует соблюдать перечисленные ниже правила.
До начала работы необходимо:
- проверить исправность верстака, тисков, приспособлений, индивидуального освещения и механизмов, используемых в работе;
- ознакомиться с инструкцией или технологической картой, чертежом и техническими требованиями к предстоящей работе;
- отрегулировать высоту тисков по своему росту; проверить наличие и состояние инструментов, материалов и заготовок, используемых в работе;
- расположить на верстаке инструменты, заготовки, материалы и приспособления, необходимые для работы.
Во время работы необходимо:
- иметь на верстаке только те инструменты и приспособления, которые используются в настоящий момент;
- возвращать использованный инструмент на исходное место;
- постоянно поддерживать чистоту и порядок на рабочем месте.
По окончании работы необходимо:
- очистить инструмент от стружки, протереть, уложить в футляры и убрать в ящики верстака;
- очистить от стружки и грязи столешницу верстака и тиски;
- убрать с верстака неиспользованные материалы и заготовки, а также обработанные детали;
- выключить индивидуальное освещение.
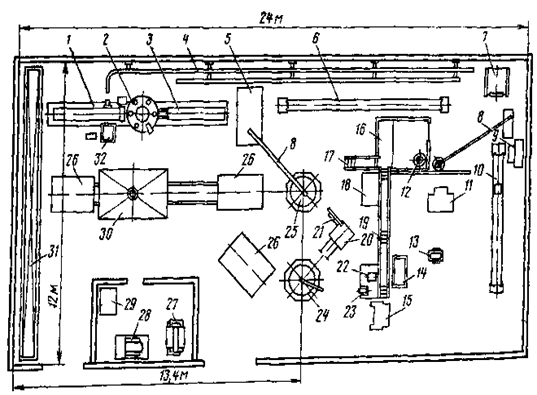
Схема размещения оборудования в контрольном пункте автосцепки с применением стендов карусельного типа
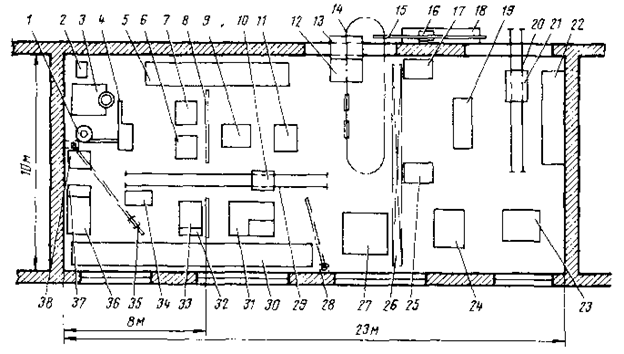
Схема размещения оборудования в контрольном пункте автосцепки с применением подвижных кассет для разборки и сборки автосцепки:
1 - пылеулавливающий агрегат; 2 - сварочное оборудование; 3 - сварочный стенд для ремонта корпуса автосцепки; 4 - шлифовальный станок; 5, 30 - транспортеры; 6, 7 - стеллажи для деталей; 8 - перегородка; 9 - обдирочно-шлифовальный станок; 10, 21 - вагонетки; 11 - проверочный стол; 12 - камера сушки; 13 - камера обмывки; 14 - монорельс конвейера; 15 - монорельс, 16- манипулятор; 17, 22 - стеллажи; 18 - стенд-накопитель; 19 - стенд для ремонта поглощающих аппаратов; 20, 29 - узкоколейные рельсовые пути; 23- нагревательная печь; 24- пресс; 25- контейнер; 26- кран-балка; 27- фрезерный станок; 28, 35 - консольные краны; 31 - стенд для обработки элементов корпуса автосцепки; 32 - стеллаж шаблонов; 33 - сварочный стол; 34 - стол для автоматической наплавки; 36, 37 - приспособления для наплавки тягового хомута; 38 - сварочное оборудование.
4. Техника безопасности
4.1.Общие требования охраны труда
Основные требования по охране и режиму труда и отдыха работников определяется Трудовым кодексом. Особое внимание уделено сохранению здоровья женщин и подростков. Так, запрещается использовать труд женщин и подростков на тяжелых и опасных работах. На предприятиях вагонного хозяйства к таким работам относятся клепальные и кузнечные, по промывке и пропарке котлов цистерн, замене и ремонту клапанов внутри них. Для подростков до 18 лет установлен сокращенный рабочий день. Кроме того, запрещается привлекать к работам в ночное время и к сверхурочным.
Основой обеспечения безопасных условий труда на железнодорожном транспорте является четкое выполнение каждым работником требований ПТЭ, правил и инструкций по производственной санитарии и технике безопасности.
Руководство работами по охране труда в вагонном хозяйстве осуществляют начальники и главные инженеры вагонных служб, управлений железных дорог, пунктов технического обслуживания и других подразделений. Эти работники несут ответственность за соблюдение и правильное применение трудового кодекса, обеспечение безопасных условий труда.
В соответствии с требованиями ПТЭ каждый поступающий на работу должен пройти медицинское освидетельствование, изучить правила и инструкции по технике безопасности и сдать испытания в знании безопасных приемов работы.
Если имелись случаи производственного травматизма или нарушений требований техники безопасности, то для всех работающих проводится внеочередной инструктаж с разбором обстоятельств допущенных случаев и принимаются меры по их предупреждению.
Размеры площадей и объемов производственных и санитарно-бытовых помещений, освещенность рабочих мест и чистота воздуха в помещениях должны соответствовать санитарным и строительным нормам и правилам проектирования промышленных предприятий. Вагонные депо и другие подразделения вагонного хозяйства оснащаются совершенным технологическим оборудованием, обеспечивающим высокую производительность труда и безопасные условия работы.
4.2.Техника безопасности при осмотре и ремонте
При выполнении технического обслуживания и ремонта вагонов на станционных путях осмотрщики вагонов и слесари должны начинать работу после получения от оператора ПТО разрешения, которое он дает после включения системы централизованного ограждения состава или получения информации об ограждении переносными сигналами. При замене деталей автосцепного устройства в составе необходимо раздвинуть состав не менее чем на 10 м и со стороны расцепленных вагонов установить спаренные тормозные башмаки. Детали автосцепного устройства, которые могут упасть на путь во время подачи вагона к месту ремонта, должны быть надежно закреплены или заменены.
Перед началом работы по ремонту автосцепного устройства осмотреть и привести в исправность запоры бортов платформ и крышек люков полувагонов. Крышки люков полувагонов должны быть закрыты, а борта платформы подняты и закреплены или сняты.
Демонтаж и монтаж автосцепок и упряжного устройства должны производиться с применением грузоподъемного крана или специального подъемника. Обстукивать корпус поглощающего аппарата с заклинившимися деталями допускается только до выемки аппарата и упорной плиты из хомута. Не разрешается отвинчивать гайку стяжного болта у заклинившегося поглощающего аппарата. Свинчивание гайки со стяжного болта разрешается производить только на разборочном стенде. Перед удалением двух последних, расположенных по диагонали гаек с болтов поддерживающей планки для снятия с вагона поглощающего аппарата и тягового хомута, под планку должен быть поставлен подъемник. Сборка и разборка поглощающего аппарата должна выполняться только на специальном прессе.
Установку замка с предохранителем при сборке автосцепки производить нажатием на нижнее плечо собачки бородкой или стержнем.
При сборке и разборке автосцепки не класть детали механизма на корпус автосцепки.
4.3.Пожарная безопасность
Слесарь должен выполнять следующие требования пожарной безопасности:
курить только в установленных местах, оборудованных средствами пожаротушения и обозначенных знаком "Место для курения";
не пользоваться открытым огнем вблизи легковоспламеняющихся жидкостей и горючих материалов, у газосварочных аппаратов, газовых баллонов, окрасочных камер и аккумуляторных батарей;
не прикасаться к кислородным баллонам и их редукторам руками, загрязненными маслом, а также промасленной одеждой и ветошью;
не входить с открытым огнем в аккумуляторное отделение и дизельное помещение тепловоза, а также в помещения депо, ПТОЛ с категорией по пожарной и взрывопожарной опасности А, Б, В1 - В4;
не хранить легковоспламеняющиеся, взрывоопасные, ядовитые вещества в помещениях, не отвечающих требованиям пожарной безопасности;
использованные обтирочные материалы собирать в предназначенные для этих целей контейнеры из негорючего материала с закрывающейся крышкой;
не использовать электроплитки, электрочайники и другие электронагревательные приборы, не имеющие устройств тепловой защиты, без подставок из негорючих теплоизоляционных материалов, исключающих опасность возникновения пожара;
не оставлять без присмотра включенными в электрическую сеть электронагревательные приборы, а также электроприборы, в том числе находящиеся в режиме ожидания, за исключением электроприборов, которые могут и (или) должны находиться в круглосуточном режиме работы в соответствии с инструкцией завода-изготовителя;
не размещать (не складировать) в электрощитовых (у электрощитов), у электродвигателей и пусковой аппаратуры горючие (в том числе легковоспламеняющиеся) вещества и материалы;
не использовать для затемнения электроламп (светильников) бумагу, ткань и другие горючие материалы;
не использовать некалиброванные плавкие вставки или другие самодельные аппараты защиты от перегрузки и короткого замыкания;
не применять для освещения открытый огонь (факелы, свечи, керосиновые лампы и другие);
не допускать загромождения тарой, материалами и оборудованием проходы и проезды к средствам пожаротушения, эвакуационным выходам.
4.4Экология
Эволюция развития человечества и создание индустриальных методов хозяйствования привели к образованию глобальной техносферы, одним из элементов которой является железнодорожный транспорт. Природная среда при функционировании элементов техносферы является источником сырьевых и энергетических ресурсов и пространством для размещения ее инфраструктуры.
Функционирование любого элемента техносферы, в том числе и железнодорожного транспорта, должно основываться на следующих принципах:
1. Проведение количественной и качественной оценки общего и локального потребления природных ресурсов исходя из местных региональных и федеральных возможностей;
2. Проведение количественной и качественной оценки влияния различных видов деятельности общества на состояние экологических систем, природных комплексов и природных ресурсов;
3. Нормирование уровня антропогенных воздействий от различных видов деятельности общества, в том числе и объектов железнодорожного транспорта на природную среду;
4. Обеспечение равновесия в кругообороте веществ и энергии путем ограничения воздействия на природу, исходя из ее возможностей по самоочищению и воспроизводству;
5. Ограничения воздействия на природную среду с помощью различных методов и средств очистки выбросов в атмосферу, стоков в водоемы, отходов производства, физических излучений.
5.Заключение
Проведённый анализ показывает, что в настоящее время качество и надёжность основных деталей автосцепки (как впрочем и почти всех комплектующих локомотивов в целом ), оставляет желать лучшего.
Не во всех депо и ремонтных заводах обслуживание производиться должным образом. Следовательно, снижается надёжность и ресурс детали.
Необходимо обеспечить надлежащий контроль качества сборки, производства и обслуживания всех узлов и агрегатов, применяемых в конструкции локомотива.
Используемая литература
1. Р. А. Шибер, Т. Т. Круглый. Устройство и ремонт вагонов. – М. : Транспорт, 1975 – 350с.
2. В. Д. Алексеев. Ремонт вагонов. – М. : Транспорт,1978. -280с.
3. М. М. Соколов. Диагностирование вагонов. – М. : Транспорт,1990-196с.
4. Болотин М. М. и др. Автоматизация производственных процессов при изготовлении и ремонте вагонов. – М. : Транспорт,1989. -206с.
 (zip - application/zip)
(zip - application/zip)









