












ДЕПАРТАМЕНТ ОБРАЗОВАНИЯ ГОРОДА МОСКВЫ
ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
СРЕДНЕГО ПРОФЕССИАЛЬНОГО ОБРАЗОВАНИЯ
ПОЛИТЕХНИЧЕСКИЙ КОЛЛЕДЖ № 39
ТЕХНИЧЕСКОЕ ЗАДАНИЕ
НА КУРСОВОЙ ПРОЕКТ ПО ОП 08 Технология машиностроения
Студенту 2 - го курса группы ТМ 21
Сизова Дмитрия Александровича
Тема задания: «Проектирование технологического процесса изготовления детали «Штуцер»
Курсовой проект выполняется в следующем объеме
|
Схема проектирования. Задача, ее номер и наименование. |
Категория задачи |
Процент выполнения |
|
|
По задаче |
По проекту |
||
|
Раздел
1. Общая
часть. |
|||
|
1.1. Введение |
|||
|
1.2. Характеристика и принцип работы |
|||
|
1.3. Характеристика детали |
|||
|
1.4. Выбор и характеристика материала |
|||
|
1.5. Характеристика типа производства |
|||
|
Раздел 2. Технологическая часть. |
|||
|
2.1. Анализ технологичности детали |
|||
|
2.2. Выбор вида исходной заготовки |
|||
|
2.3. Описание существующего технологического процесса |
|||
|
2.4. Выбор и характеристика оборудования |
|||
|
2.5. Выбор и характеристика технологической оснастки |
|||
|
2.6.Припуски на обработку |
|||
|
2.7. Маршрутная технология |
|||
|
2.8. Операционные технологии |
|||
|
2.9. Расчет режимов резания |
|||
|
2.10. Нормированные операции |
|||
|
Раздел 3. Организационные части. |
|||
|
3.1. Планирование рабочего места станочника |
|||
|
3.2. Разработка мероприятия по охране труда, пожарная и электробезопасность |
|||
|
Раздел 4. Результативные части. |
|||
|
4.1. Технико-экономические показатели проектирования технологического процесса |
|||
|
4.2. Заключение |
|||
|
4.3. Список используемой литературы |
|||
|
4.4. Приложения |
|||
|
Раздел 5. Графическая часть. |
|||
|
5.1. Чертеж детали |
|||
|
5.2. Чертеж заготовки |
|||
|
5.3. Карта наладок |
|||
|
5.4. Чертеж режущего инструмента |
|||
Дата выдачи задания Срок окончания проекта
Преподаватель: Соколова Елена Николаевна
ДЕПАРТАМЕНТ ОБРАЗОВАНИЯ ГОРОДА МОСКВЫ
ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
СРЕДНЕГО ПРОФЕССИАЛЬНОГО ОБРАЗОВАНИЯ
ПОЛИТЕХНИЧЕСКИЙ КОЛЛЕДЖ № 39
КУРСОВОЙ ПРОЕКТ
Тема « Проектирование технологического процесса изготовления изделия «Штуцер»
Москва
2015
Содержание.
Раздел
1. Общая
часть.
1.1 Введение.......................................................................
....................................
1.2 Характеристики и принцип работы изделия.................................................
1.3 Характеристика
детали..........................................................................
..........
1.4 Выбор и характеристика материалов.............................................................
1.5 Характеристика типа производства................................................................
Раздел 2. Технологическая часть.
2.1 Анализ технологичности детали......................................................................
2.2. Выбор вида исходной заготовки.....................................................................
2.3 Описание существующего технологического процесса...............................
2.4 Выбор и характеристика оборудования..........................................................
2.5 Выбор и характеристика технологической оснастки....................................
2.6
Припуски на
обработку.......................................................................
..............
2.7
Маршрутная технология......................................................................
.............
2.8
Операционные
технологии......................................................................
.........
2.9
Расчет режимов резания.........................................................................
...........
2.10
Нормирование
операции........................................................................
.........
Раздел 3. Организационная часть
3.1 Планирование рабочего места станочника.....................................................
3.2 Разработка мероприятия по охране труда, пожарная и электробезопасность…………………………………………………………….
.Раздел 4. Результирующая часть.
4.1.
Технико-экономические показатели проектирования технологического
процесса........................................................................
............................................
4.2.
Заключение......................................................................
..................................
4.3. Список используемой литературы..................................................................
4.4.
Приложение......................................................................
.................................
Раздел 5. Графическая часть.
5.1.
Чертеж детали..........................................................................
.........................
5.2.
Чертеж
заготовки.......................................................................
.......................
5.3.
Карта наладок.........................................................................
...........................
5.4.
Чертеж режущего инструмента и измерительного инструмента.................
Раздел 1. Общая часть
1.1. Введение
Цель курсового проекта –проектирование технологического процесса изготовления детали «Штуцер», которая представляет собой элемент сборки « Клапан»
Изделие служит для установки в сборку, которая подлежит регулировке и испытаниям.
Программа выпуска составляет 2500 штук в год (N=2500).
Принцип работы изделия заключается в следующем: предназначено для пропускания жидкости.
В проекте предстоит определить тип производства, проанализировать технологичность изделия, выбрать оборудование и технологическую оснастку, заготовку, рассчитать припуски на обработку. Кроме того проанализировать и выбрать тот вариант тех. процесса, который является самым оптимальным для данного изделия. Представить карту наладок, выполнить расчёт измерительного инструмента, которым предстоит контролировать самый точный размер детали.
В заключительной части проекта предстоит прорабатывать организацию рабочего места станочника и представить эскиз, требования безопасности труда на рабочем месте.
1.2 Характеристики и принцип работы изделия
Клапан предназначен для пропускания жидкости. При вращении маховичка против часовой стрелки шпиндель с клапаном будет подниматься, и пропускать жидкость. Для прекращения подачи жидкости маховичок необходимо вращать по часовой стрелке до отказа.
Для предупреждения утечки жидкости через зазоры между корпусом и деталями предусмотрено сальниковое уплотнение из колец. Уплотнительные кольца поджимаются фланцем, который крепится шпильками и гайками. Для герметичности между корпусом и крышкой ставится прокладка.
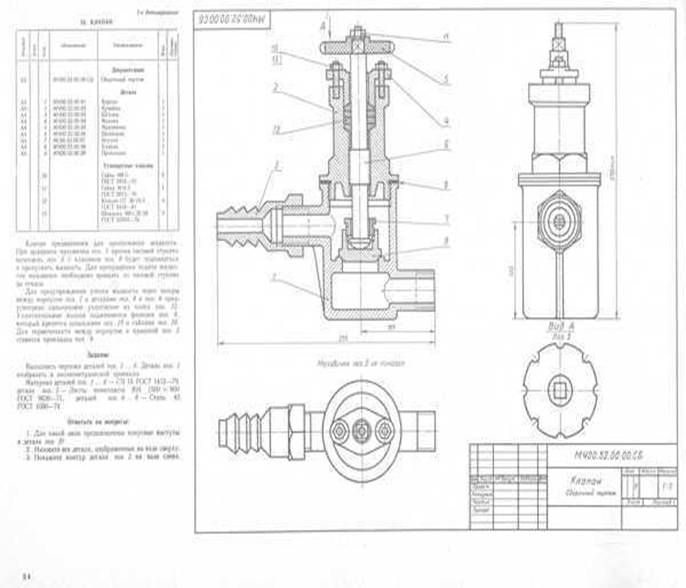
Рис. 1. Клапан
1.3 Описание конструкции детали и ее назначения .
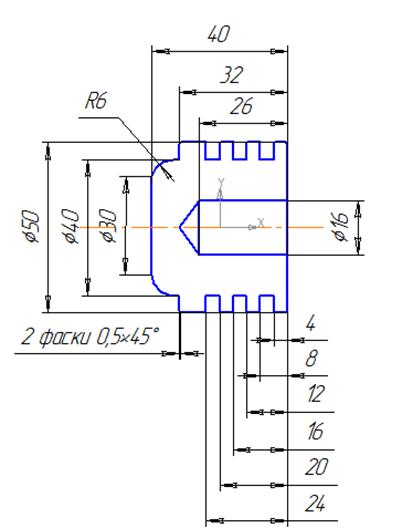
Изделие представляет собой цилиндр, максимальная длинна которого равна 100 мм, максимальный размер58мм, выполненный из среднеуглеродной качественной стали. Точность изготовления соответствует квалитету 12, за исключением резьбовой поверхности, которая соответствует квалитету 7.
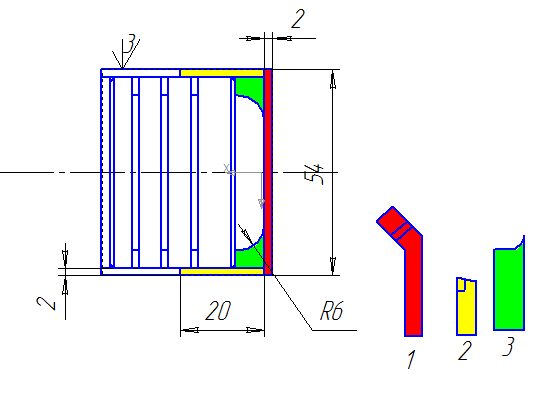
В изделии просверлено сквозное ступенчатое отверстие:
Первая ступень Ø 12, длинна 54мм,
Вторая
ступень Ø 26 коническая 10 мм под углом  ,
,
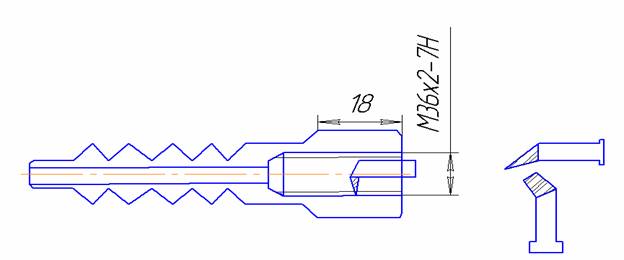
Третья ступень резьбовая М36 длиной 6 мм.
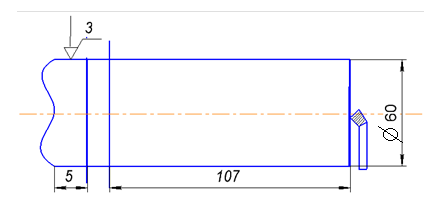
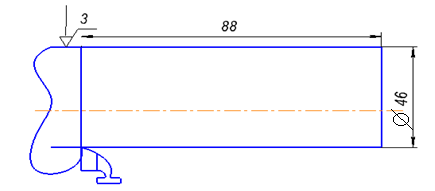
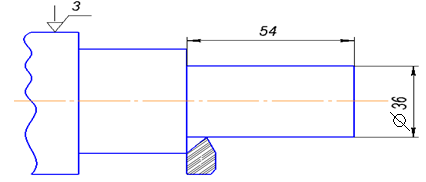
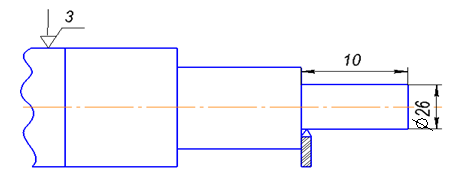
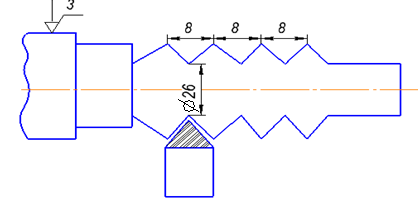
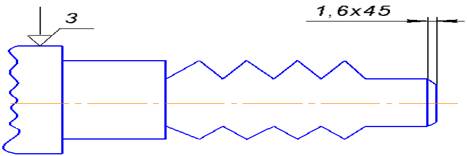
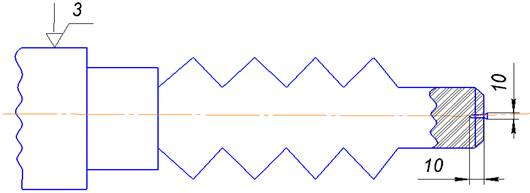
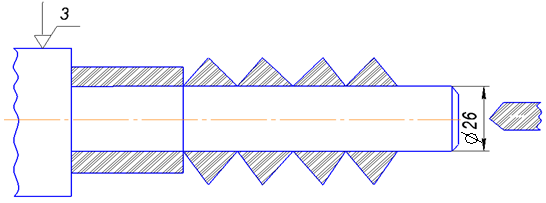
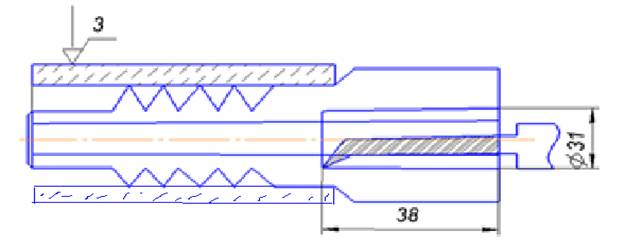
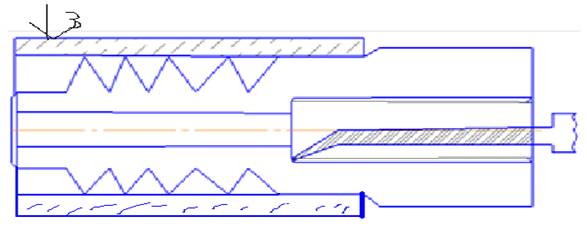
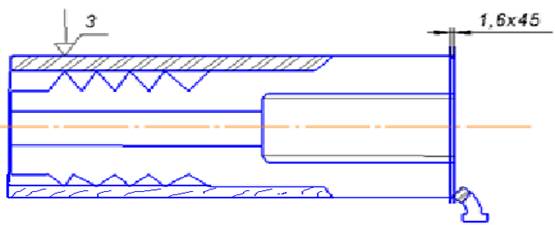
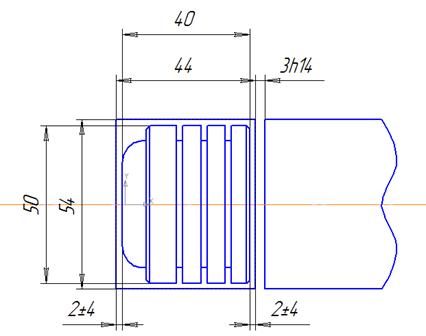
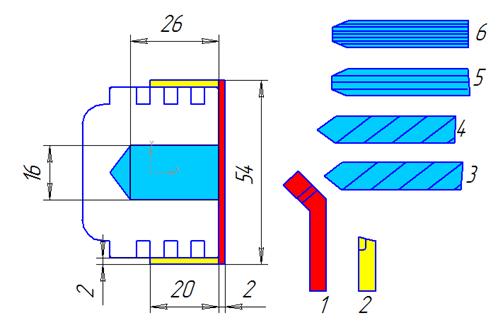
Штуцер состоит из 4 ступеней 24мм, 10мм, 36мм, 18мм:
Первая ступень длиной 10мм и Ø26,
Вторая ступень зубчатая длиной 36мм, шагом 12мм и Ø36,
Третья ступень цилиндрическая длиной 24мм и Ø46,
Четвёртая ступень цилиндрическая длиной 32мм, 58х50.
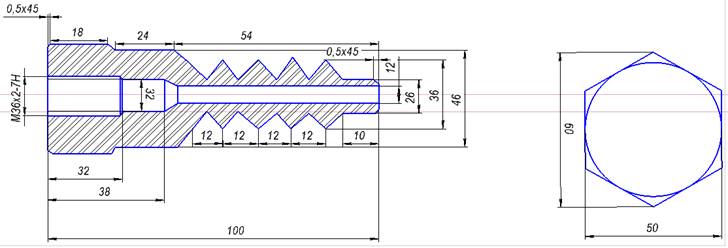
Рис. 2. Штуцер
Таблица 1. Характеристика детали «Штуцер».
|
Размер по чертежу, мм |
Номинальный размер, мм |
Квалитет |
Отклонения, Мм |
Размеры, мм |
Допуск, мм |
Шероховатость
|
||
|
ES(es) |
EI(ei) |
D(d)нб |
D(d)нм |
|||||
|
Ø12h9 |
12 |
9 |
0 |
-0.043 |
12 |
11,95 |
0.300 |
|
|
Ø26H12 |
26 |
12 |
0 |
-0,210 |
26 |
25,79 |
0.250 |
|
|
Ø36h12 |
36 |
12 |
0 |
-0,250 |
36 |
35,75 |
|
|
|
Ø46h12 |
46 |
12 |
0 |
-0,250 |
46 |
45,75 |
|
|
|
M36-7H |
36 |
7 |
0.025 |
0 |
36,25 |
36 |
0.021 |
|
|
Ø32h12 |
32 |
12 |
0 |
-0,250 |
32 |
31,75 |
0.210 |
|





1.4 Выбор и характеристики материала.
Изделие изготовлено из стали 40 ГОСТ 1050-88. Качественные углеродистые стали выплавляют в электропечах, кислородных конвертерах и мартеновских печах по ГОСТ 1050-88. Качественные стали поставляют по химическому составу и механическим свойствам. К качественным сталям
предъявляют более жесткие требования по содержанию вредных примесей (серы не более 0,04%, фосфора не более 0,035%). Для сталей марок 10кп и 18кп, применяемых для плакировки, содержание серы должно быть не более 0,035%, фосфора не более 0,030%. Качественные углеродистые стали маркируют двухзначными цифрами 05, 10, 15, …,60, указывая среднее содержание углерода в сотых долях процента. При обозначении кипящей или полуспокойной стали в конце марки указывают степень раскисленности: кп, пс. Для спокойной стали степень раскисленности не указывают. По содержанию углерода качественные углеродистые стали подразделяют на низкоуглеродистые (до 0,25% углерода), среднеуглеродистые (0,3… 0,5% углерода) и высокоуглеродистые конструкционные (до 0,65% углерода).
Таблица 2. Химические свойства.
|
Материал |
Химический состав, % |
|||||||
|
Fe |
C |
Mn |
P |
S |
Si |
Ni |
Cr |
|
|
40 ГОСТ 1050 - 88 |
до 99% |
0,40 |
0,2…0,8 |
0,07 |
0,07 |
0,35 |
0,25 |
0,35 |
Таблица 3. Механические свойства.
|
Материал |
|
HB |
δ, % |
Ψ, % |
|
40 ГОСТ 1050 - 88 |
335 |
570 |
19 |
45 |
 ,
МПа
,
МПа1.5. Характеристика типа производства
Тип производства по ГОСТу 3.1119-83.
Характеризуется коэффициентом закрепления операции. В соответствии с методическими указаниями коэффициент закрепления операции для всех разновидностей серийного производства определяется:
 =
= ,
,
где
 –
суммарное число различных операций за год по участку
–
суммарное число различных операций за год по участку
 –
явочное число рабочих участка, выполняющие различные операции при работе в одну
смену.
–
явочное число рабочих участка, выполняющие различные операции при работе в одну
смену.
Условное число однотипных операций, выполняемых на одном станке в течении года при работе в одну смену:
 =Н/З=
1 / 1= 1 = 1 рабочий,
=Н/З=
1 / 1= 1 = 1 рабочий,
где Н – планируемый коэффициент загрузки станка 0,75%
З – коэффициент загрузки станка проектируемой операции
З
=  =40*2500/(60*1976)
= 100000 / 118560 = 0,84 = 1 операция
=40*2500/(60*1976)
= 100000 / 118560 = 0,84 = 1 операция
 –
годовая программа выпуска = 2500. в год
–
годовая программа выпуска = 2500. в год
 –
годовой фонд времени работы оборудования, 1976 час
–
годовой фонд времени работы оборудования, 1976 час
 –
штучно-калькуляционное время, необходимое для выполнения проектируемой
операции, мин.
–
штучно-калькуляционное время, необходимое для выполнения проектируемой
операции, мин.
З = 0,75 = 1 операция
Следовательно:
 60*1976*0,75/40*2500=
60*1976*0,75/40*2500=
=88920/100000 = 0,88 =1 станок
Необходимое число рабочих для обслуживания одного станка (при работе в одну смену)
 =
0,88*40*2500/(60*1976*0,75)
=
0,88*40*2500/(60*1976*0,75)
= 88000 /88920 = 0,8 = 1 рабочий
 =0,8
/ 1 = 0,8
=0,8
/ 1 = 0,8
Поскольку=
0,8, тип производства единичный.
Раздел 2. Технологическая часть
2.1 Анализ технологичности детали
При количественной оценке технологичности детали определяют значения следующих показателей:
1.аКоэффициент унификации конструктивных элементов:
Ку.э.=Qу.э./Qэ.= 9/18=0,5
где Qу.э. и Qэ.- соответственно число унифицированных конструктивных элементов детали и общее, шт.;
2. Коэффициент применяемости стандартизованных обрабатываемых поверхностей:
Кп.ст.=Dо.с./Dм.о.= 10 / 23 = 0,43
где Dо.с. и Dм.о. – соответственно число поверхностей детали обрабатываемых стандартным режущим инструментом и всех, подвергаемых механической обработке, поверхностей;
3. Коэффициент обработки поверхностей:
Кп.о.=Dм.о./Qэ.= 9 / 23 = 0,39
4. Коэффициент использования материала:
Ки.п.= q / Q = 0,88
где q и Q– соответственно масса детали и заготовки, кг;
5.Коэффициент применения типовых технологических процессов:
Кт.п.= Qт.п./Qи. = 2/4 =0,5
где Qт.п. и Qи. – соответственно число типовых технологических процессов для изготовления детали и общее;
6. Масса детали – 2,32 кг;
7.
Максимальное значение квалитета обработки – 3,2;
3,2;
8. Минимальное значение параметра обработки поверхностей 36h8
Поскольку расчётные коэффициенты приведённые в работе, соответствуют принятым, изделие можно считать технологичным.
2.2. Описание существующего технологического процесса
Технологический процесс составляет главную часть производственного процесса. По технологическому процессу механической обработки заготовок можно судить о последовательности, способах, времени обработки и др. Типовым технологическим процессом называется технологический процесс изготовления группы изделий с общими конструктивными и технологическими признаками. Весь технологический процесс механической обработки заготовок разделяют на составные части. Основной частью технологического процесса является технологическая операция.
А. Установить заготовку в патрон, закрепить
1. Точить торец Ø60, i=1,t=1мин
 ↑S
↑S
2.Точить поверхность Ø60мм до Ø46мм, L=88 , i=6, t=2
 ←S
←S
3.Точить поверхность L=54 и Ø36, i=5, t=2
4.Точить поверхность L=10, Ø26, i=5, t=2
←S
5. Точить конус Ø36мм до 26мм, i=4, t=10
6. Точить фаску 1.6х45 Ø26
7. Центровать заготовку.
8. Сверлить заготовку Ø26 на 107мм.
Б.9. Расточить отверстие Ø26 до Ø31, L=38мм
10. Нарезать резьбу M36x2-7H.
11. Точить фаски 1.6х45.
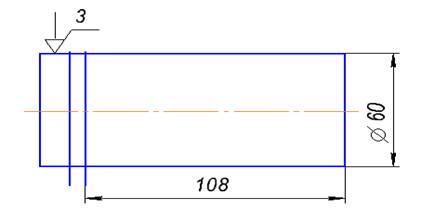
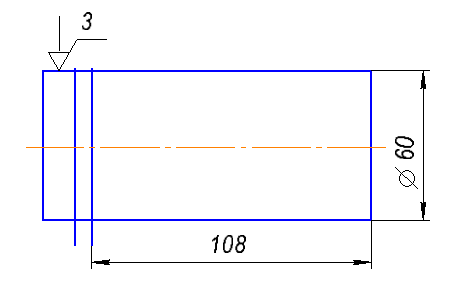
2.3 Выбор вида исходной заготовки
Поскольку программа выпуска N=2500 шт. в год следует предположить, что заготовка будет выполнена из сортового проката
шестигранник .
.
Диаметр проката определяют суммированием наибольшего диаметра детали и общего припуска на диаметр этой ступени на механическую обработку. Согласно табличным данным Побщ.d= 2мм, припуск на обработку торца. Максимальная длинна - 100мм, диаметр – 60мм.
Lо шт. – длина заготовки для одной заготовки.
b разрез – ширина разреза равна 4 мм.
Число деталей изготавливаемых из одного прутка.
n = (Lпр – Lзаж) / L0шт = (2000 - 10) / 108 = 18шт.
Lпр– длинна прутка = 2000 мм
Lзаж – длинна зажима = 10 мм
Определяют длину остатка прутка вследствие не кратности используемой длина прутка к длине заготовки для одной детали. Определяют массу проката, используемого на изготовление одной детали:
Lост = Lпр- Lзаж- Lошт* nд = (2000 – 10) – (108 * 18) = 46мм
Определяют массу проката, используемого на изготовление одной детали по формуле:
М0шт = 0,001 * Мпм* nд = 0,001 * 24,50 * 108 = 2,6кг
Где Мпм– масса погонного метра проката = 24,50кг
Определяем коэффициент использования металла заготовки при механической обработке на станке:
Ки.м= Мд/ Мз= 2,3 / 2,6 = 0,88
где Мд– масса делали 2,32 кг,
Мз– масса заготовки = 2,6 кг
Норму расхода материала на изготовление одной детали определяют по формуле:
Нрас= Мпр/ nд = 24,5 / 18 = 1,36кг.
Общий коэффициент использования металла с учетом всех потерь при механической обработке:
Ки.м. общ = (Мд* nд) / Мпм= (2,32 * 18) / 24,5 = 1,7руб.
Поскольку Ки.м= 0,88, остаток = 46 мм, то целесообразно выполнить заготовку из сортового проката.
2.4. Выбор и характеристика оборудования
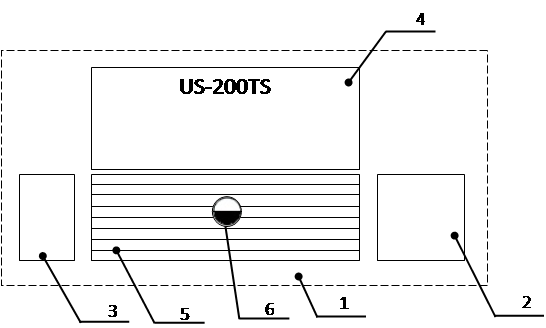
Токарно-винторезный станок С350ТМ.
Для изготовления изделия необходимо выбрать токарно-винторезный станок С350ТМ, т.к. он позволяет изготовить деталь с соответствующей точностью и шероховатостью.

Рис.3. Станок токарно-винторезный С350ТМ
Таблица 4. Техническая характеристика станка токарно – винторезного С 350 ТМ
|
Параметры |
||
|
Главные размеры |
Высота центров |
175 мм |
|
Ширена направляющих |
320 мм |
|
|
Расстояние между центрами |
750 мм |
|
|
Диаметр обработки |
Над направляющими |
350 мм |
|
Над суппортом |
200 мм |
|
|
В выемке станины |
510 мм |
|
|
Шпиндель |
Передний конец DIN 55027 |
№ 6 |
|
Внутренний конус |
МК 6 |
|
|
Диаметр проходного отверстия |
52 мм |
|
|
Число оборотных ступеней |
12 |
|
|
Диапазон оборотов |
45…2000 обмин |
|
|
Мощность главного двигателя |
4 кВт |
|
|
Максимальный момент |
370 Нм |
|
|
Подача |
Число подач |
32 |
|
Диапазон продольных подач |
0.05…0.8 ммоб |
|
|
Диапазон поперечных подач |
0.025…0.4 ммоб |
|
|
Резьбы |
Число резьб |
|
|
Метрические |
0.5…0.75 мм |
|
|
Дюймовые |
60…4 r1” |
|
|
Модульные |
0.25…3.75 модуль |
|
|
Диаметральные |
120…8 DP |
|
|
Задняя бабка |
Диаметр пиноли |
60 мм |
|
Коническое отверстие пиноли |
4 мк |
|
|
Ход пиноли |
130 мм |
|
|
Габаритные размеры |
При РМЦ 1000 мм |
2350х980х1260 мм |
|
Вес станка |
При РМЦ 1000 мм |
1650 кг |
2.5. Выбор и характеристика технологической оснастки
Для изготовления детали «Фланец» на токарном станке следует выбрать следующую оснастку:
-

Резец проходной отогнутый
|
Диапазон размеров поперечного сечения |
Длина резца, l |
|
|
H |
B |
|
|
12 |
12 |
120 |
-

Резец проходной упорный
|
Диапазон размеров поперечного сечения |
Длина резца, l |
|
|
H |
B |
|
|
14 |
12 |
120 |
 |
3.Сверло спиральное
|
ГОСТ |
D |
L |
|
|
885-77 |
11,7 |
180 |
120 |
|
885-77 |
25,5 |
180 |
120 |
|
885-77 |
30,5 |
180 |
120 |
|
885-77 |
35,5 |
180 |
120 |
|
885-77 |
43,5 |
180 |
120 |
|
885-77 |
34,5 |
180 |
120 |

4.Сверло центровочное
 |
|
Тип |
ГОСТ |
D |
L |
|
|
A |
14952-75 |
4 |
10 |
13 |
6.Резецрасточной.
|
H |
B |
L |
|
|
12 |
15 |
200 |
 |

Штангенциркуль ЩЦ 1 и ШЦ 2.
|
Предел измерения |
Отсчет |
Вылет губок |
|
|
ШЦ-1 |
0-125 |
0,1 |
40 |
|
ШЦ-2 |
0-160 |
0,05 |
45 |
8. Калибр пробка резьбовая.
Гост 24997-81
 |
2.6. Расчет припусков на обработку
Определяем суммарное отклонение расположения при обработке проката круглого сечения в центрах.
 =
=

где  -
общее отклонение расположения заготовки, мкм
-
общее отклонение расположения заготовки, мкм
 –
отклонение расположения заготовки при зацентровке, мкм
–
отклонение расположения заготовки при зацентровке, мкм
=
 при
l ≤
при
l ≤  =0,5*100=50мкм.
=0,5*100=50мкм.
Здесь  –
отклонение оси детали от прямолинейности, мкм на 1 мм (удельная привязка
заготовки)
–
отклонение оси детали от прямолинейности, мкм на 1 мм (удельная привязка
заготовки)
L – общая длинна заготовки, мм
=
0,25 *  =1,64мм=440мкм.
=1,64мм=440мкм.
где  -
допуск на диаметральный размер базы заготовки, использованной при центрование,
мм
-
допуск на диаметральный размер базы заготовки, использованной при центрование,
мм
 =
=
0,5 * 100 = 50 мм
=
=
0,5 * 100 = 50 мм
=
 =
=

 =
=
=
=
 413
мкм
413
мкм
Определяем величину остаточного отклонения расположения заготовки для промежуточных этапов:
 =
=

где
 -
коэффициент уточнения
-
коэффициент уточнения
–
суммарное отклонение расположения заготовки.
=
24,79 – после чернового обтачивания
=
20,65 – после получистового обтачивания
=
8,288 – после чистового шлифования
Так как чистовое шлифование проводится после термообработки то:
 =
+
0,02 * k = 0,02 * 18,4 + 0,02 *
1,144 = 0.39 мкм
=
+
0,02 * k = 0,02 * 18,4 + 0,02 *
1,144 = 0.39 мкм
K – коэффициент, учитывающий размер
K = 0,004 * Г + 1 = 0.004 * 36 +1 = 1, 114
где Г – наибольший габаритный размер обрабатываемой поверхности , мм
Определяем погрешность установки заготовки при базировании в центрах:
 =
=
 1690
1690
где мкм
мкм
 мкм
мкм
 мкм
мкм
Определяем величину погрешности установки на промежуточных этапах:
 мкм
мкм
 мкм
мкм
 =
= мкм
мкм
Определяем минимальные припуски на каждый этап обработки:
Припуск на черновую обработку
 мкм
мкм
Припуск на получистовую обработку
 мкм
мкм
Припуск на чистовую обработку
 мкм
мкм
Определяем максимальные припуски на каждый этап
обработки по формуле:
Припуск на черновую обработку
 мкм
мкм
Припуск на получистовую обработку
 мкм
мкм
Припуск на чистовую обработку
 мкм
мкм
Определяем предельно межпереходные размеры и окончательные размеры заготовки:
Максимальные размеры
 27,098мм
27,098мм
 мм
мм
 мм
мм
Минимальные размеры
 мм
мм
 мм
мм
 мм
мм
Определяем
 для
каждого этапа обработки
для
каждого этапа обработки
 0,300
+ 1,3 + 0,033 = 1,633
0,300
+ 1,3 + 0,033 = 1,633
 0,052
+ 0,033 + 0,300 = 0,385
0,052
+ 0,033 + 0,300 = 0,385
0,033
+ 0,300 + 0,033 = 0,366
|
Тех. переходы |
Точность заготовки и обраб детали |
Элементы припуска |
Расчётприпусков 2Zmin |
Расчёт размеров |
Допуск, мм |
Предельные размеры, мм |
Предельные значения припусков |
||||
|
Rz |
T |
P |
Dmi n,мм |
Dma x,мм |
2Zmin,мкм |
2Zmax,мкм |
|||||
|
Заготовка Прокат |
14 |
250 |
740 |
- |
- |
30,72 |
0,520 |
29,42 |
30,72 |
- |
- |
|
Черновое точение |
12 |
150 |
200 |
24,78 |
726 |
28,38 |
0,210 |
24,64 |
28,38 |
726 |
2766 |
|
Получистовое точение |
9 |
60 |
30 |
20,65 |
314 |
27,09 |
0,052 |
26,79 |
27,09 |
314 |
1384 |
|
Чистовое точение |
8 |
30 |
15 |
8,2 |
226 |
25,67 |
0,033 |
25,67 |
26 |
226 |
572 |
2.7. Маршрутная технология
005 Заготовительная
станок токарно-винторезный С350ТМ;
патрон 3-хкулачковый самоцентрирующийся;
резец отрезной; ШЦ-2. (ШЦ-1)
010 Токарная
станок токарно-винторезный С350ТМ;
патрон 3-хкулачковый самоцентрирующийся;
РПО ; РПУ ; сверло спиральное;
сверло центровочное; резец фасонный; ШЦ-2; Шц-1
015 Токарная
станок токарно-винторезный С350ТМ;
патрон 3-хкулачковый самоцентрирующийся;
РПО; резец расточной; ШЦ-1, метчик М36х2-7H, сверло спиральное, калибр пробка резьбовая
020 Контрольная
ШЦ-1; ШЦ-2; калибр пробка резьбовая.
025 Слесарно – сборочная
Оборуд. Сборы схем и оснастки
2.8. Операционные технологии
На основе типового технологического процесса в курсовом проекте следует разработать новый технологический процесс с учетом возможностей оборудования и технологической оснастки учебной мастерских на базе которой предстоит выполнить деталь см. рис …..
А. Установить заготовку в трехкулачковый патрон. Закрепить. Снять
010 Заготовительная
015
Токарная.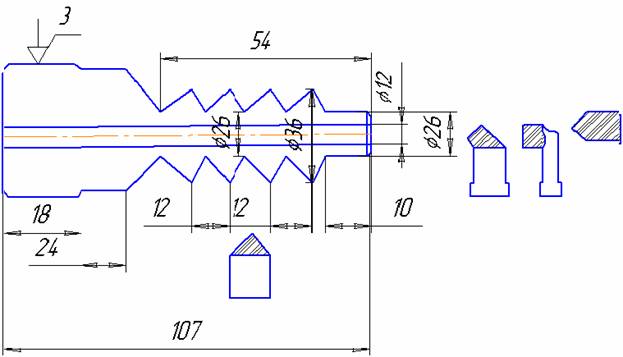
020 Токарная.
2.9. Расчет режимов резания
Режимы резания назначают по таблице или рассчитывают аналитически с учетом всех требований, предъявленных к обработке. Один переход рассчитывают аналитически, все остальные по таблице. Поскольку обработке подлежит сталь 40 ГОСТ 1050-88 режимы резания следующие:
1. Определяем режим резания и машинное время на точение торца
D = 46мм;
подача s = 0.5 мм/ об.
2.Определяем скорость резания:
 м/мин
м/мин
Сv = 170 xv = 0,18 уv = 0,20 K = 0,79
2. Коэффициент Cv = 170 и показателей степеней при глубине резания 1 мм и подаче 0,5 мм/обор. Берем таблицу 9. Поправочный коэффициент на точение торца обрабатываемого материала K = 0,79 по таблице 10.
1.Скорость резания при обтачивании торца отогнутым резцом определяется по формуле из выражения :
 м/мин
м/мин
Поправочный коэффициент на скорость резания при торцевом обтачивании определяется следующим образом:
 диаметров
поправочный коэффициент на скорость резания при прямом резании правым отогнутым
резцом I = (см. по таблице 21)
диаметров
поправочный коэффициент на скорость резания при прямом резании правым отогнутым
резцом I = (см. по таблице 21)
Определяем число оборотов обрабатываемой детали:
 об/мин
об/мин
 об/мин
об/мин
Расчетная длина:  мм
мм
Определяем машинное время:
 мин
мин
2. Определяем режим резания и машинное время на получистовое растачивание отверстия.
Выбираем подачу по табл.18. При чистоте поверхностиS=0,5 мм/об
Определяем скорость резания:
V=
Скорость резания при растачивании отверстия проходным расточным резцом определяем из выражения:
Vраст.=Vоб.*Kраст.=110*1,25=137,5
Vn.ст.=100мм/мин
Число оборотов обрабатываемой детали определяем из выражения:
n=
nп.ст.=720 об/мин
Расчётная длина равна:
L=l+ +1+1=102мм
+1+1=102мм
 =1мм
– врезание резца
=1мм
– врезание резца
 =1мм
– выход резца из обрабатываемого отверстия
=1мм
– выход резца из обрабатываемого отверстия
Определяем машинное время по формуле:
tx=
3.Определяем режим резания для продольного точения поверхности:
t=
S=2мм (Nст=10квт)
Скорость резания определяем по формуле:
V=
V= =
=
Vnст=50м/мин
Усилие резания определяем по формуле:
Pz=125*t* =1,25*2*
=1,25*2* *0,7=125*2*1,8*0,7=315H
*0,7=125*2*1,8*0,7=315H
Определяем мощность, необходимую на резание:
Nэ= =
= =2,57
кВт
=2,57
кВт
Определяем машинное время:
tm=
tm= =0,10мин
=0,10мин
tm= =
= =0,01мин
=0,01мин
Определяем подачу для сверления отверстия по формуле:
S=Cs*
Значение коэф. Cs=0,058
Определяем скорость резания:
V= =
=
V=20м/мин
K=0,85 – поправочный коэф. на скорость резания
T=1,5D=1,5*6=9 мин.
Значение коэф. Cv=12,2 и показателей степеней при диаметре сверла Zv=0,25, стойкости m=0,125и подаче цv=0,4
Определяем число оборотов сверла:
N=
n=400 об/мин
Принимаем ближайшее число оборотов, имеющейся на станке, по паспорту n=248 об/мин и подачу S=0,354 об/мин.
Фактическая скорость резания равна:
V= .
.
Определяем крутящий момент сверления:
M=Cм*
K=1,06 – поправочный коэф. на крутящий момент в зависимости от твёрдости чугуна.
Значение коэф. Cм смотреть в табл.38=33,8
Полученный крутящий момент сверления M=254,25 кгм=0,89 кгм (по паспорту станка).
Определяем мощность, необходимую на резание:
Nэ=
Nст=
Определяем машинное время на сверление отверстия:
tм=
tм= =
=
tм=
4.Определим число черновых проходов:
Принимая для черновых проходов поперечную подачу.
t1=0,3 мм
i= =6
=6
Здесь 2,084 - величина нарезки; 0,9*2,084 – величина припуска, снимается за черновые проходы. Для чистовых проходов поперечная подача рекомендуется t2=0,07 мм
i=
Определяем скорость резания для черновых и чистовых проходов:
Для черновых:
V=
Для чистовых:
V=
Определяем машинное время:
tм=
tm=
2.10. Нормирование операций
- Определяем вспомогательное время на точение торца.
Вспомогательное время на установку и снятие детали в трехкулачковом:
 мин
мин
Вспомогательное время, связанное с переходом при поперечном обтачивании:
 мин
мин
Вспомогательное время, связанное с переходом при продольном растачивании:
 мин
мин
Вспомогательное время на дополнительные приемы работы: изменения числа оборотов шпинделя, подачи и поворот резцовой головки:
 мин
мин
Время обслуживания рабочего места:

Общее
 мин
мин
Определяем норму штучного времени:

 мин
мин
2.Определяем вспомогательное время на продольное точение:
Вспомогательное время на установку и снятие детали в трехкулачковом патроне:
 мин.
мин.
Вспомогательное время, связанное с переходом при отрезке:
 мин.
мин.
Время обслуживания рабочего места:
 мин
мин
Определяем норму штучного времени:
 мин
мин
Tшт=1,2*2=2,4 мин
3.Определяем вспомогательное время на сверление.
Установка и снятие сверла в быстросъёмном патроне.
Tb=0,06 мин.
Вспомогательное время в связи с переходом tb=0,14 мин.
Tb=0,06+0,14=0,2 мин
Определяем норму штучного времени на операцию:
Tшт=(tм+tb)(1+ =(1,6+0,2)(1+
=(1,6+0,2)(1+ =2,3*1,06=2,4
мин; Tшт=2,4*2=4,8мин.
=2,3*1,06=2,4
мин; Tшт=2,4*2=4,8мин.
4.Определяем вспомогательное время на растачивание:
tb=0,52 мин
Вспомогательное время, связанное с переходом:
tb=0,38 мин
Время обслуживания рабочего места:
мин
Tшт=(0,3+0,9)(1+ 1,2*1,06=1,27
мин.
1,2*1,06=1,27
мин.
Tшт=1,2*2=2,4 мин.
5.Определяем вспомогательное время на резьбу:
Установка в патрон tb=0,30 мин.
Вспомогательное время, связанное с переходом:
Для черновых проходов: tb=(0,11+0,06)*6=1,02 мин.
Для чистовых проходов: tb=(0,38+0,06)*3=1,32 мин.
Вспомогательное время на дополнительные приёмы работы:
tb=0,04+0,07=0,11 мин.
Tшт.=(tм+tb)(1+=(0,21+2,75)*1,06=3,1
мин.
Tшт=3,02+2,4+4,8+2,4+3,1=15,7 мин.
Время на изготовление детали примерно 16 минут.
Раздел 3. Организационная часть.
3.1 Планирование рабочего места оператора с ЧПУ.
Планирование рабочего места предусматривает рациональное расположение оборудования и оснастки, наиболее эффективное использование производственных площадей, создание удобных и безопасных условий труда, а также продуманное расположение режущего и мерительного инструмента, заготовок и деталей на рабочем месте. В цехах серийного производства рабочие места оператора оснащается приемным столиками с двумя ящиками, соответственно по одному ящика на каждого рабочего, работающего в первую смену.
 |
Независимо от этих условий размещение механического цеха на генеральном плане должно соответствовать общему направлению технологического процесса производства изделий от склада материалов и полуфабрикатов до склада готовой продукции.
Механические цехи могут быть размешены в одноэтажных зданиях, поскольку станки очень тяжелые и нагрузка на пол возрастает с при их эксплуатации.
Размеры производственных помещений в плане и по высоте определяют в основном в зависимости от количества, габаритных размеров и планировки производственного оборудования, рабочих мест.
Станки механического цеха могут быть расположены в порядке последовательности технологических операций.
При планировке оборудования необходимо руководствоваться следующих условиями: параллельное расположение станков технологического линий обработки разных деталей; получение одинаковой длины всех технологических линий обработки (примерно 50…60 м); обеспечение прямоточности движения деталей и узлов в процессе обработки, без образования петель, встречных, перекрещивающихся и возвратных движений; удобство обслуживания одним рабочим нескольких станков (многостаночное обслуживание).
При расстановке оборудования в цехе следует руководствоваться регламентированными нормами расстояний между взаимным расположением станков, смежных строительных элементов зданий, транспортных средств, проходов, поездов и рабочих мест. Размеры расстояний и ширина проходов и проездов в цехе должны обеспечивать удобство выполнения работ на станках, безвредные и безопасные условия труда, соответствие интенсивности потоков людей и грузов размерам транспортных средств.
Для обеспечения нормального функционирования технологического оборудования в производственной системе
необходимо вокруг него предусмотреть площадь для проходов и проездов к нему, для технического и организационного обслуживания.
3.2. Разработка мероприятий по охране труда.
Безопасность условия труда на рабочем месте обеспечиваются оснащением станка средствами безопасности при подготовке его к работе и соблюдением работающими требований техники безопасности и гигиены труда.
При обработке заготовок необходимо следить за металлической стружкой, т.к. она представляет серьезную опасность для станочника. Необходимо убирать стружку с помощью крючков и щеток.
При обработке заготовок следует следить за надежностью их крепления, которое во многом зависит от состояния патрона.
Для защиты человека от поражения электрическим током имеются различные методы и средства, которые применяют в зависимости от
обслуживаемого оборудования. Электрооборудование станка присоединено к сети посредством вводного пакетного переключателя или автомата, который отключает станок в случае короткого замыкания. Для нулевой защиты применяют контактор. Во избежание случайных прикосновений к токоведущим частям электрооборудования, шкаф управления снабжают замком с электроблокировкой, которая отключает станок при открывании шкафа. Провода, прокладываемые по станку, монтируют в стальных трубах.
4.1 Результирующая часть.
Технико-экономические показатели, спроектированного тех-процесса.
Себестоимость деталей рассчитывается по формуле:
N=2500 шт
C=M+3(1+H)/100= 400+544(1+141/100)=944*1,42
Где M - себестоимость материала, затрачиваемого на деталь, за вычетом стоимости отходов, руб=400 руб
Где 3 – прямая заработная плата рабочим по всем операциям изготовителя детали, руб
Где H – накладные расходы, цеховые и общезаводские.
Себестоимость изготовления всех деталей, сделанных в определённый отрезок времени ( всей партии деталей) может быть выражена формулой:
C=Px+K=570*25000+142500=1425000+142500=1567500 руб.
P – производственные расходы на одну деталь.
x–число деталей, изготовленных за рассматриваемый отрезок времени.
K – капитальные и периодические расходы, относящиеся к тому же отрезку времени, т.е. изготовляющейся партии в целом.
Вывод: изготовление детали является эффективным.
Рис.17. Спиральное сверло
3.3. Проектирование и расчет измерительного инструмента.
Измерительным инструментом в условиях серийного производства чаще всего является автоматический измерительный инструмент. Но иногда приходиться контролировать и в ручную, поскольку точность нужно отслеживать и в процессе обработки. Для этих целей, при изготовлении валов применяют калибры – скобы. Требуется построить схему расположения полей допусков рабочих калибров для вала, рассчитать исполнительные размеры калибров, вычертить калибровку к калибровку и понести на них исполнительные размеры и маркировки.
По ГОСТ 25347-82 находим показатели отклонений в таблице ЕСДП.
Ø50h6
ES = 0
EL = -0,025

 =0,004
мм,
=0,004
мм,  =0,0035
мм, Y=0,003мм,
=0,0035
мм, Y=0,003мм,  =0.003мм,
=0.003мм,
 =0.0015мм
=0.0015мм
Определяем наибольший предельный размер проходного калибра-скобы:
 =
49,9985
=
49,9985
Определяем наименьший предельный размер проходного калибра-скобы:

Определяем наибольший предельный размер изношенного калибра-скобы:

Определяем наибольший предельный размер непроходного калибра-скобы:

Определяем наименьший предельный размер непроходного калибра-скобы:

Определяем наибольший проходной размер контрольного калибра-скобы:

Определяем наибольший предельный размер изношенного контрольного калибра-скобы:

Определяем наименьший предельный размер изношенного контрольного калибра-скобы:

Определяем наибольший предельный размер непроходного контрольного калибра-скобы:

Определяем наименьший предельный размер непроходного контрольного калибра-скобы:

Определяем контрольные размеры непроходного, проходного и изношенного калибров.
К-ПР=(49,99725±0,0175) мм
К-НЕ=(49,97575±0,0175) мм
К-И=(50,00375±0,0175) мм
 |
Планировка производственного участка
Механические цехи машиностроительных заводов , как правило, размещают в блоке с другими основными и вспомогательными цехами завода. В отдельных случаях, особенно при проектировании заводов , их можно размещать в отдельно стоящих зданиях.
Механические цехи могут быть размещены в одноэтажных (преимущественно) и многоэтажных зданиях.
Размеры производственных помещений в плане и по высоте определяют в основном в зависимости от количества, габаритных размеров и планировки производственного оборудования, рабочих мест, производственных и обслуживающих служб цеха, габаритных размеров обрабатываемых деталей и узлов, средств внутри – и межцехового транспорта, организации производства и т.д.
Станки механического цеха могут быть расположены следующими способами: по групповому признаку; в порядке последовательности
технологических операций групп однородных деталей или однородной детали. Первый способ применяют только для экспериментальных цехов, где заранее неизвестен характер обрабатываемых деталей.
При планировке оборудования необходимо руководствоваться следующими условиями: параллельное расположение станков технологических линий обработки разных деталей; получение одинаковой длины обработки разных деталей; получение короткой технологической линии обработки ( примерно 50 … 60 м ); обеспечение прямоточности движения деталей и узлов в процессе обработки, без образования петель, встречных, перекрещивающихся и возвратных движений; удобство обслуживания одним рабочим несколько станков ( многостаночное обслуживание )
При расстановке оборудования в цехе следует руководствоваться регламентированным нормами расстояний (разрывов) между взаимными расположением станков, смежных строительных элементов зданий, транспортных средств, проходов, проездов и рабочих мест. Размеры расстояний (разрывов) и ширина проходов и проездов в цехе должны обеспечивать удобство выполнения работ на станках, безвредные и безопасные условия труда, соответствие интенсивности потоков людей и грузов размерам транспортных средств
Окончательно значение удельной площади устанавливают после выполнения планировочного решения производственного участка, когда будет расставлено все технологическое и вспомогательное оборудование на нем с учетом его обслуживания
4.2 Заключение.
В результате проектирования технологического процесса изготовления изделия «Клапан» был проанализирован чертеж детали, определяем тип производства при годовой программе выпуска 2500 штук в год
Поскольку изделие можно считать технологичным и достаточно простым в изготовлении для его производства выбрано соответственное оборудование технологическая оснастка
Программа выпуска указывает на то, что предпочтение стоило отдать станкам с ЧПУ, поскольку разряд рабочих не велик и трудозатраты меньше
По мимо оборудовании в проекте представлено технологическая оснастка, приведены оптимальные режимы обработки
Поскольку изделие
достаточно точное (6квалитет) , а шероховатость поверхности составляет  ,
то в условиях серийного производства следует использовать предельные калибры
или средства автоматизированного контроля, в проекте предусмотрено
проектирование гладкой калибра-скобы
,
то в условиях серийного производства следует использовать предельные калибры
или средства автоматизированного контроля, в проекте предусмотрено
проектирование гладкой калибра-скобы
Важную роль при обработке заготовки уделяют безопасности выполняемых работ. С этой целью в проекте предусмотрены расчеты усилия зажимов заготовки в приспособление и сил действующих на заготовку и инструмент в процессе резания
Время изготовления изделия зависит не только от характеристик оборудования и оснастки, но и от вида заготовки, которая спроектирована согласно современным требованиям технологического процесса и составляет 26 минут.
При разработке технологического процесса исключена шлифовальная операция, поскольку заменена токарной чистовой операцией с применением резца с механическим креплением WIPER пластина, которая позволяет получить деталь требуемой точности и шероховатости.
В проекте предложен план участка по выпуску изделия «Клапан» и рассчитан годовой экономический эффект который составляет 1567500 руб.
4.3.Литература.
- С.А. Вологжанина, Ю.В. Солнцев. Материаловедение, Москва: Академия, 2009 – 589с.
- Л.И. Вереина. Справочник токаря. Москва: Академия, 2009 – 347с
- Б.И. Черпаков. Технологическая оснастка. Москва: Академия, 2003 – 278 с.
- В.В.Данилевский. Технология машиностроения. Москва: Высшая школа, 1988 – 692с.
- В.И. Данилевский. Практикум по технологии машиностроения. Москва: Академия, 2002 – 267с.
- Г.М. Ганевский, И.И. Гольдин. Допуски, посадки и технологические измерения в машиностроении. Москва: ПрофОбрИздат, 2001-288с.
- Г.А. Алексеев, В.А. Аршинов, Е.А. Смольников. Расчет и конструирование режущего инструмента. Москва: Государственно научно-техническое издательство машиностроительной литературы, 1951-602с.
- Н.И. Макиенко. Слесарное дело с основами материаловедения. Москва: Высшая школа, 1976-423с.
- Т.В. Толченов. Техническое нормирование станочных и слесарно-сборочных работ. Ленинград: Высшая школа, 1956-399с.
- А.П. Ганенко, М.И. Лапсарь. Оформление текстовых и графических материалов. Москва: Академия, 2006-336с.
- В.Ю. Новиков. Технология машиностроения. Москва: Академия, 2011-384с.
- Л.И. Вереина. Справочник станочника. Москва: Академия, 2006-560с.
- В.Ю. Шишмарев. Машиностроительное производство. Москва: Академия, 2006-352с.
- Л.И. Вереина. Устройство металлорежущих станков. Москва: Академия, 2010-432с.
- В.В. Клепиков, А.Н. Бодров. Основы проектирования технологической оснастки. Москва: Школьная книга, 2008-592с.
- К.Х. Тхор, В.И. Денежный. Токарная обработка. Москва: Высшая школа, 1990-304с.
- С.К. Боголюбов, А.В. Воинов. Черчение. Москва: Машиностроение, 1984-304с.
- В.Н. Фрещенко, Р.Х. Махмутов. Токарная обработка. Москва: Высшая школа, 1990-303с.
- В.И. Анурьев. Справочник конструктора в машиностроении. Москва: Машиностроение, 1981-597с.
- В.В. Лоскутов. Шлифование металлов. Москва: Машиностроение, 1985-256с.
- М.А. Босинзон. Современные системы ЧПУ и их эксплуатация. Москва: Академия, 2008-192с.
- Металлообрабатывающие оборудования. Санкт-Петербург: Балтийская промышленная компания, 2012-158с.
Карта наладок
005 Заготовочная операция
010 Токарная операция
015 Токарная операция
020 Токарная операция
025 Контрольная операция
 (zip - application/zip)
(zip - application/zip)









