












МИНОБРНАУКИ РОССИИ
Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования
«Юго-Западный государственный университет»
Кафедра МТиО
Реферат №3
по дисциплине: «Резания материалов»
по теме «Геометрические параметры, характеризующие исходное состояние рабочей части режущего инструмента и объема срезаемого слоя»
Вариант 15
Выполнил: ст. гр. ТМ-02 Хижняк Н.А.
Проверил: к.т.н., профессор Барботько А.И.
КУРСК 2012
2. Математическая модель пластических деформаций по трем взаимно перпендикулярным направлениям.
Из курса сопротивления материалов известно: сумма логарифмических пластических деформаций по трем взаимно перпендикулярным направлениям εi равно нулю:

Барботько А.И., Зайцев А.Г. Теория резания металлов. Ч.1. Основные
процессы резания: Учеб. пособие. - Воронеж: Изд-во ВГУ, 1990.-216с
2. Схема процессов трения на участке пластического контакта стружки и передней поверхности инструмента.
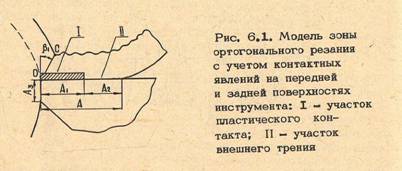
Образованию участка пластического контакта А1 способствуют: значительное давление со стороны сходящей стружки на переднюю поверхность инструмента, адгезионные явления на контактных площадках, а также наличие микротрещин и микронеровностей на передней поверхности инструмента.
Барботько А.И., Зайцев А.Г. Теория резания металлов. Ч.1. Основные
процессы резания: Учеб. пособие. - Воронеж: Изд-во ВГУ, 1990.-216с
7. Весовой метод определения коэффициента усадки стружки.
 Для определения коэффициента усадки стружки весовым методом берут кусочек стружки, зачищают его концы, измеряют его длину, вес и рассчитывают по формуле:
Для определения коэффициента усадки стружки весовым методом берут кусочек стружки, зачищают его концы, измеряют его длину, вес и рассчитывают по формуле:
Барботько А.И., Зайцев А.Г. Теория резания металлов. Ч.1. Основные
процессы резания: Учеб. пособие. - Воронеж: Изд-во ВГУ, 1990.-216с
7. Отрицательные свойства нароста.
1. При периодических срывах нароста, на обработанной поверхности образуются налипы, повышающие шероховатость.
2. Налипы, а также постоянно изменяющееся при наростообразовании положение вершины инструмента приводят к снижению точности обработки.
Барботько А.И., Зайцев А.Г. Теория резания металлов. Ч.1. Основные
процессы резания: Учеб. пособие. - Воронеж: Изд-во ВГУ, 1990.-216с
8. Уравнение Тиме И.А. для расчета коэффициента усадки стружки.

Барботько А.И., Зайцев А.Г. Теория резания металлов. Ч.1. Основные
процессы резания: Учеб. пособие. - Воронеж: Изд-во ВГУ, 1990.-216с
8. Контактные процессы на участке упруго-пластического взаимодействия стружки и передней поверхности.
В начальный момент процесса резания на этом участке в результате суммарного действия факторов: адгезионного сцепления ювенильных поверхностей стружки и инструмента, микронеровностей на них образуется некоторый неподвижный( заторможенный) слой , который заставляет стружку, сходя по передней поверхности, огибать его, преодолевая внутреннее трение зерен металла.
Барботько А.И., Зайцев А.Г. Теория резания металлов. Ч.1. Основные
процессы резания: Учеб. пособие. - Воронеж: Изд-во ВГУ, 1990.-216с
17. Модель пластической деформации поверхностного слоя изделия.
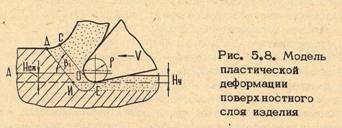
Металл, образующий поверхностный слой, в процессе резания претерпевает многократное пластическое деформирование. Это приводит к изменению его физико-механических свойств и структуры. Подобное явление называется упрочнением металла.
Барботько А.И., Зайцев А.Г. Теория резания металлов. Ч.1. Основные
процессы резания: Учеб. пособие. - Воронеж: Изд-во ВГУ, 1990.-216с
17. Влияние коэффициента трения на коэффициент усадки в условиях отсутствия нароста.
Исследование соотношения между средним коэффициентом трения и коэффициентом усадки стружки при отсутствии нароста и постоянном значении переднего угла показывает, что с увеличением среднего коэффициента трения коэффициент усадки стружки увеличивается.
Барботько А.И., Зайцев А.Г. Теория резания металлов. Ч.1. Основные
процессы резания: Учеб. пособие. - Воронеж: Изд-во ВГУ, 1990.-216с
27. Общая схема деформирования неровностей на обработанной поверхности резцом с криволинейной вершинной частью.
Образование неровностей связано с наличием на обработанной поверхности следов траекторий перемещения формообразующего участка режущей кромки.
Барботько А.И., Зайцев А.Г. Теория резания металлов. Ч.1. Основные
процессы резания: Учеб. пособие. - Воронеж: Изд-во ВГУ, 1990.-216с
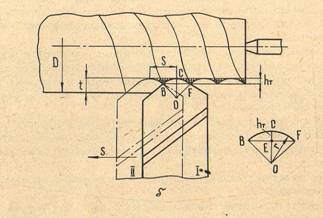
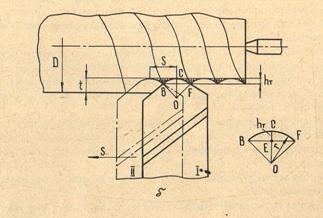
27. Механизмы изнашивания передней и задней поверхности.
Изнашивание передней поверхности заключается в образовании на ней лунки в месте контакта стружки с инструментом.
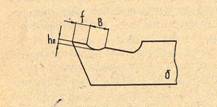
Наибольшей глубины лунка достигает на некотором расстоянии от режущей кромки и, постепенно увеличиваясь с течением времени, подходит к этой кромке, вызывая ее разрушение. Износ передней поверхности определяется глубиной h и шириной B лунки, а также расстоянием лунки от режущей кромки f.
Изнашивание задней поверхности ведет к образованию на ней фаски (ленточки), форма которой определяется формой поверхности резания.
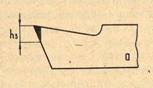
Изнашивание задней поверхности определяется шириной фаски h3.
Барботько А.И., Зайцев А.Г. Теория резания металлов. Ч.1. Основные
процессы резания: Учеб. пособие. - Воронеж: Изд-во ВГУ, 1990.-216с
30. Понятие затупления инструмента.
Под затуплением понимается такое состояние режущего инструмента, когда он не может выполнять требуемых функций, т.е. когда наступает отказ. Затупившийся инструмент может сохранять способность производить резание. Однако он уже не удовлетворяет предъявляемым к нему требованиям. Такой инструмент может быть переточен и использован повторно или передан на менее ответственную операцию, или просто снят с операции.
Барботько А.И., Зайцев А.Г. Теория резания металлов. Ч.1. Основные
процессы резания: Учеб. пособие. - Воронеж: Изд-во ВГУ, 1990.-216с
31. Понятие качества и шероховатости обработанной поверхности.
Совокупность количественных данных о реальных неровностях составляет показатели шероховатости обработанной (номинальной) поверхности. Для оценки шероховатости используют следующие шесть параметров (рис. 5.10):
1.  - средний шаг неровностей;
- средний шаг неровностей;
2. s - средний шаг местных выступов профиля;
3.  — высота неровностей профиля по десяти точкам (среднее значение суммы высот пяти наибольших выступов профиля
— высота неровностей профиля по десяти точкам (среднее значение суммы высот пяти наибольших выступов профиля  и глубин пяти наибольших впадин профиля в пределах базовой длины t)
и глубин пяти наибольших впадин профиля в пределах базовой длины t)
4. Rmax- наибольшая высота профиля;
5. R a — среднее арифметическое отклонение профиля по n точкам

6.  - относительная опорная длина профиля - отношение опорной длины (суммы длин отрезков , отсекаемых в материале профиля линией, отстоящей от верхней границы профиля на расстоянии
- относительная опорная длина профиля - отношение опорной длины (суммы длин отрезков , отсекаемых в материале профиля линией, отстоящей от верхней границы профиля на расстоянии  ) к базовой длине 1 .
) к базовой длине 1 .
Барботько А.И., Зайцев А.Г. Теория резания металлов. Ч.1. Основные
процессы резания: Учеб. пособие. - Воронеж: Изд-во ВГУ, 1990.-216с
31. Графики влияния продолжительности обработки на износ инструмента.
Процесс изнашивания рабочих поверхностей инструмента протекает непрерывно в течение всего времени обработки τ. Типичные кривые зависимости изнашивания инструмента от продолжительности обработки показаны на рисунке. Интенсивность нарастания износа во времени неодинакова. Сначала процесс идет более интенсивно (участок ОА на рисунке), происходит "прирабатывание" рабочих поверхностей инструмента. Этот процесс приводит к увеличению площади фактического контакта трущихся поверхностей, и интенсивность дальнейшего нарастания износа (участок АВ) снижается. За этим участком распологается участок интенсивного, или катастрофического износа, который заканчивается разрушением рабочей части инструмента.
Барботько А.И., Зайцев А.Г. Теория резания металлов. Ч.1. Основные
процессы резания: Учеб. пособие. - Воронеж: Изд-во ВГУ, 1990.-216с
32. Шероховатость обработанной поверхности при обработке радиусным резцом. Вывести формулу для определения высоты неровностей.
Высота неровностей hT зависит от величины подачи s и формы рабочей части инструмента, а также радиуса закругления r вершины режущей части. Для радиусного резца высота неровностей:

Барботько А.И., Зайцев А.Г. Теория резания металлов. Ч.1. Основные
процессы резания: Учеб. пособие. - Воронеж: Изд-во ВГУ, 1990.-216с
32. Понятие о допустимом износе.
Количественное выражение величины износа, при которой работа инструмента должна быть прекращена, называется допустимым износом инструмента.
Барботько А.И., Зайцев А.Г. Теория резания металлов. Ч.1. Основные
процессы резания: Учеб. пособие. - Воронеж: Изд-во ВГУ, 1990.-216с
33. Параметры, используемые для определения допустимого износа.
Для оценки допустимого износа инструмента могут быть использованы следующие параметры:
1. размеры площадок износа по задней поверхности
2. глубина, ширина или другие параметры лунки износа по передней поверхности
3. объем или масса изношенного инструмента.
Барботько А.И., Зайцев А.Г. Теория резания металлов. Ч.1. Основные
процессы резания: Учеб. пособие. - Воронеж: Изд-во ВГУ, 1990.-216с
40. Критерии, используемые для установления оптимальной величины допустимого износа.
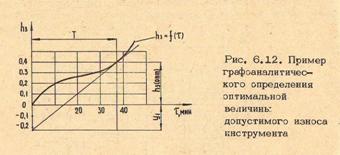
Для определения оптимальной величины допустимого износа hз опт=hз(Q→max) должна быть следущей. В прямоугольной системе координат строят график hз=f(τ), причем износ откладывают по оси ординат, а продолжительность обработки – по оси абсцисс. Из начала координат по отрицательной оси ординат откладывают отрезок y1=Δ/ψ в принятом масштабе. Из конца его проводят прямую, касательную к графику hз=f(τ). Координаты точки касания в масштабе координатных осей определяют величину оптимального износа
hз опт , обеспечивающего наибольший срок службы инструмента.
Барботько А.И., Зайцев А.Г. Теория резания металлов. Ч.1. Основные
процессы резания: Учеб. пособие. - Воронеж: Изд-во ВГУ, 1990.-216с
 (zip - application/zip)
(zip - application/zip)









