












Министерство образования и науки Российской Федерации
Федеральное агентство по образованию
Государственное образовательное учреждение высшего
профессионального образования
“Сибирский государственный университет геосистем и технологий
(ФГБОУ ВО “СГУГиТ”)”
ИК и П
Кафедра «Техносферной безопасности»
РЕФЕРАТ
по дисциплине «Безопасность технологических процессов»
Особенности производства стали в кислородных конвертерах и в электропечах (сущность процесса, устройства кислородного конвертера и электропечи). Правила по охране труда.
Вариант 11
(фамилия, имя, отчество)
Пыть-Ях 2015г
Реферат
Производства стали в кислородных конвертерах.
В современной металлургии основными способами выплавки стали являются кислородно-конвертерный, мартеновский и электросталеплавильный.
Кислородно-конвертерный способ производства стали.
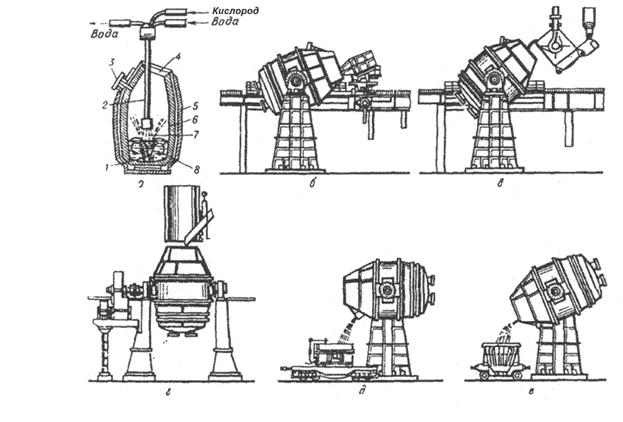
Рисунок 1. Схема кислородного конвентера: 1- нижний чугун; 2- кислородная фурма; 3- летка; 4- горловина; 5- стальной кожух; 6- футеровка; 7 – струя кислорода; 8 – отраженная струя.
Сущность его состоит в продувке жидкого чугуна в конвертере технически чистым кислородом. Конвертер (рис. 1) представляет собой стальной сосуд грушевидной формы вместимостью 100-350 т, выложенный внутри огнеупорным кирпичем. В верхней части корпуса расположена горловина для загрузки в конвертер металлического лома, заливки жидкого чугуна, подачи других материалов, опускания в конвертер кислородной фурмы, а также для выхода газов во время продувки. Сбоку находится летка для слива готового металла из конвертера в ковш. Поворот конвертера осуществляется электроприводом через систему редукторов. Конвертер может поворачиваться вокруг горизонтальной оси на 360 градусов. Перед началом процесса конвертер поворачивают в наклонное положение, загружают металлолом и заливают жидкий чугун при температуре 1250-1400°С. Затем конвертер ставят в горизонтальное положение, загружают известняк, опускают водоохладительную фурму и подают кислород под давлением 1-1,4 МПа. Под воздействием кислородного дутья примеси чугуна окисляются, при этом выделяется большое количество тепла. Это способствует расплавлению всех шихтовых материалов, поддержанию металлов в жидком состоянии, быстрому растворению извести и образованию активного шлака. В отличие от других сталеплавильных процессов в кислородном конвертере выплавка стали протекает без подвода тепла извне. Когда содержание углерода достигает требуемого значения (это определяется путем экспресс-анализа пробы металла), продувку прекращают, фурму извлекают из конвертера. Продувка обычно продолжается 15-20 минут. Выплавленную сталь сливают в ковш, поворачивая конвертер вокруг горизонтальной оси. Полученный металл содержит избыток кислорода, поэтому в ковш вводят раскислители и легирующие добавки. Шлак из конвертера сливают через горловину в шлаковый ковш, установленный на шлаковозе под конвертером. Общая продолжительность конвертерной плавки составляет 35-60 минут. Годовая производительность конвертера вместимостью 250 тонн составляет более 1,5 млн. т. В кислородных конвертерах в основном выплавляют углеродистые, низколегированные и легированные стали, из которых изготовляют катанку, проволоку, лист, трубы, рельсы и широкий сортамент других изделий.
Производство стали в электропечах (электрометаллургия).
Плавка в электропечах имеет ряд преимуществ перед плавкой в конверторах и мартеновских печах. Высокая температура позволяет применять сильноосновные шлаки, вводить большое количество флюсов и достигать максимального удаления из стали серы и фосфора. Для плавки в электропечи не требуется воздуха; окисляющая способность печи невысока, поэтому количество FeO в ванне незначительно, сталь получается достаточно раскисленная и плотная.
Плавка в электропечах имеет ряд преимуществ перед плавкой в конверторах и мартеновских печах. Высокая температура позволяет применять сильноосновные шлаки, вводить большое количество флюсов и достигать максимального удаления из стали серы и фосфора. Для плавки в электропечи не требуется воздуха; окисляющая способность печи невысока, поэтому количество FeO в ванне незначительно, сталь получается достаточно раскисленная и плотная. Благодаря высокой температуре в печи можно получить легированные стали с тугоплавкими элементами: вольфрамовые, молибденовые и др.
Исходными материалами для плавки в электропечах являются стальной лом, железная руда, окалина. Передельный мартеновский чугун применяют только для сталей с высоким содержание муглерода, но чаще заменяют электродным боем или малосернистым коксом.
В качестве флюсов в основных печах применяют известь, а в кислых печах — кварцевый песок. Для разжижения основных шлаков применяют плавиковый шпат, боксит и шамотный бой, а для кислых шлаков — известь и шамотный бой. Для раскисления стали, кроме обычных ферросплавов, применяют комплексные раскислители (АМС, содержащий по 10% кремния, марганца и алюминия, силикомарганец, силикокальций).
Все материалы, загружаемые в электрические печи, должны быть сухими, чтобы не произошло насыщения стали водородом от разложения влаги.
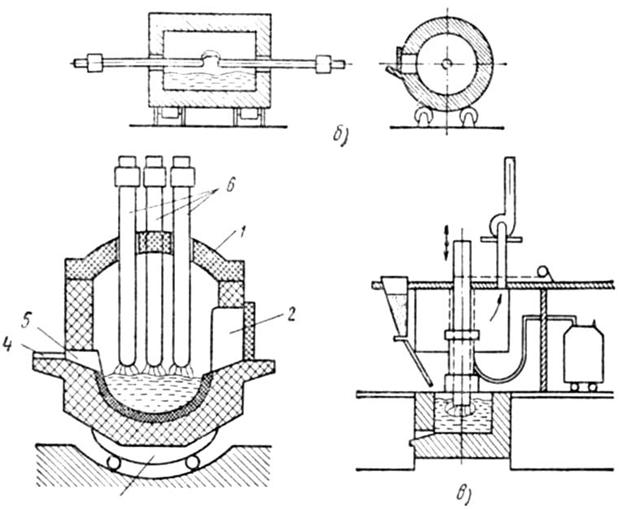
Рисунок 2. Схема дуговых электропечей с разными способами нагрева
Электрические печи для плавки металла делятся на три вида: печи сопротивления, дуговые и индукционные.
Для плавки стали применяют в основном дуговые и индукционные печи, а в печах сопротивления плавят сплавы цветных металлов.
Дуговые печи наиболее распространены в промышленности, так как устройство и эксплуатация их несложны, коэффициент полезного действия высок и, кроме того, в них можно выплавлять самые разнообразные сорта стали и сплавов цветных металлов. В дуговых печах электроэнергия превращается в тепловую энергию дуги, которая передается плавящейся шихте посредством излучения.
На рис. 2 показаны схемы трех основных типов дуговых электропечей, различающихся по способу нагрева: печи прямого действия (рис. 2, а), печи косвенного действия (рис. 2, б) и печи с закрытой дугой (рис. 2,в).
Печи прямого действия с вертикальным расположением электродов в настоящее время применяются только для выплавки стали и имеют емкость от 0,5 до 180 т. Дуговая электропечь одета стальным кожухом и выложена огнеупорным кирпичом. Рабочее пространство печи сверху ограничено-сводом 1, снизу — подом. Свод печи съемный. Через него пропущены электроды 6. Современные электропечи работают на трехфазном переменном токе и потому имеют три электрода.
Применяют угольные или графитовые электроды диаметром 200—500 мм. В передней стенке печи находится завалочное окно 2, которое служит для завалки шихты и наблюдения за ходом плавки. Для выпуска металла в задней стенке имеется отверстие 5 с желобом 4. В некоторых печах жидкий металл выпускается через желоб 4,вставляемый в завалочное окно 2. Для наклона печи служит механизм 3.
Кладку электросталеплавильных печей делают либо основной— при выплавке главным образом высококачественных и легированных сталей для производства слитков, либо кислой — при выплавке углеродистых и низколегированных сталей для фасонного литья.
В зависимости от емкости и конструкции печи загружаются различно: через завалочное окно вручную, лотками и завалочной машиной или сверху бадьей или корзиной после подъема и отвода в сторону свода или выкатывания печи.
После загрузки печи к электродам подводят ток. Благодаря высокой температуре горения дуги (около 3500° С) происходит бурное плавление шихты.
В первом периоде плавки примеси окисляются кислородом, находящимся в печи (главным образом кислородом железной руды). Образующаяся закись железа растворяется в металле и вступает в соединение с кремнием, марганцем, фосфором и углеродом. Образующиеся SiO2, MnO, FeO и создают шлак.
Во втором периоде электроплавки происходит науглероживание металла, если количество углерода окажется ниже заданной нормы, затем раскисление и удаление серы. Раскислителем служит карбид кальция СаС2.
В третьем периоде плавки производят доводку с целью получения легированных сталей: вводят феррохром, ферротитан, феррованадий и другие ферросплавы.
Индукционные печи применяют для выплавки высоколегированных сталей и сплавов с низким содержанием углерода, а также для производства тонкостенного фасонного литья специальными методами (по выплавляемым моделям, под давлением и т. п.). Принцип действия индукционной печи заключается в том, что под действием переменного тока, подводимого к первичной катушке (индуктору) 2 (рис. 3), во вторичном кольце (расплавляемый металл 1, находящийся в тигле 3 индуктируется ток, энергия которого создает высокую температуру. Благодаря этому шихта расплавляется быстро и процесс плавки ускоряется. Эти печи существуют двух видов: с железным сердечником и без сердечника (высокочастотные печи). Печи с железным сердечником применяют в литейных цехах для получения сплавов цветных металлов. Большое распространение в производстве стали получили индукционные высокочастотные печи без железного сердечника. Они применяются для плавки стали и специальных высоколегированных сплавов. емкость высокочастотных печей от 10 кг до 10 т. Тигель высокочастотной печи изготовляют либо из кислых, либо (реже) из основных материалов.
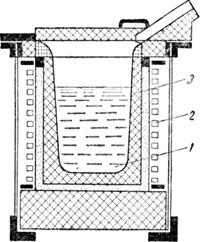
Рисунок 3. Индукционная электропечь
Электрошлаковый переплав стали представляет собой совершенно новый метод получения высококачественных легированных сталей, в том числе и быстрорежущих. Он разработан Институтом электросварки им. Е. О. Патона Академии наук УССР.
Сущность его состоит в том, что слитки из стали, полученной в обычных печах, перерабатываются на электроды для последующей переплавки их в электрошлаковой печи. Плавление электродов происходит не за счет тепла электрической дуги, а за счет тепла, выделяющегося в слое расплавленного шлака, служащего сопротивлением при прохождении через него электрического тока. Принцип электрошлакового переплава очень прост. Электрод-слиток 1 (рис. 4) диаметром до 150 мм и длиной от 2 до б м вводят в медный водоохлаждаемый кристаллизатор 2, который представляет собой полый цилиндр. К дну кристаллизатора прикреплен поддон 5 с затравкой 4 — это шайба из переплавляемой стали. На затравку насыпают электропроводный флюс из порошка алюминия с магнием. В зазор между слитком-электродом и стенкой кристаллизатора засыпают рабочий флюс 3, состоящий из Аl2O3, CaFe2 и СаО. Плавка происходит следующим образом.
Электрод опускают до соприкосновения с флюсом, находящимся на затравке, и включают ток. В процессе плавления рабочий флюс превращается в шлак с температурой 2500° С. Под действием тепла электрод расплавляется, каждая капля его проходит через слой расплавленного шлака и очищается от вредных примесей и газов. Из этих капель формируется новый слиток. Содержание серы в слитке уменьшается в полтора-два раза. В стали почти нет неметаллических включений, что объясняется тем, что в печи нет огнеупорной кладки, соприкасающейся с металлом. Особенно ценным свойством этой стали является почти равномерное распределение в слитке остающихся после переплава включений, крупные скопления которых являются основной причиной разрушения изделий. Слитки не имеют пористости, усадочной рыхлости, мельчайших внутренних трещин, что очень важно при работе деталей в условиях ударных нагрузок. Электрошлаковый переплав с успехом применяют для получения шарикоподшипниковой, быстрорежущей, нержавеющей и некоторых других сталей.

Рисунок 4. Схемапроцесса электрошлаковой плавки слитков.
Общие требования по охране труда.
При разработке и проведении технологических процессов термообработки металлов следует руководствоваться настоящими Правилами, ГОСТ12.1.010, ГОСТ 12.3.002, а также "Санитарными правилами организации технологических процессов и гигиеническими требованиями к производственному оборудованию" и другими действующими нормативными актами, утвержденными в установленном порядке.
При процессах термообработки должны быть предусмотрены меры защиты работников от воздействия опасных и вредных производственных факторов.
Концентрация пыли и других вредных веществ в воздухе рабочей зоны, уровни опасных и вредных факторов не должны превышать значении, установленных ГОСТ 12.1.003, ГОСТ12.1.005 и методическими указаниями "Контроль содержания вредных веществ в воздухе рабочей зоны".
Технологические процессы термической и химико-термической обработки металлов должны предусматривать:
- устранение непосредственного контакта работников с химическими веществами, материалами, деталями и. отходами производства, оказывающими на них вредное воздействие;
- замену операций, при которых возникают опасные и вредные производственные факторы, на операции, где указанные факторы отсутствуют или обладают меньшей интенсивностью;
- использование автоматизированных методов определения концентрации веществ 1 класса опасности в воздухе рабочей зоны;
- оптимальные режимы работы оборудования, обеспечивающие непрерывность технологического процесса;
- рациональный ритм работы людей, выполняющих отдельные технологические операции;
- исключение возможности создания аварийных ситуаций;
-применение комплексной механизации и автоматизации, дистанционного управления - контроля и регулирования параметров технологических процессов (температуры, давления в рабочем пространстве печи, содержания компонентов в газовой среде и т.д.);
- использование блокировочных устройств (в целях исключения возникновения аварийных ситуаций) и средств световой и звуковой сигнализации о нарушении технологического процесса;
- герметизацию оборудования, из которого возможно выделение вредных веществ;
- своевременное удаление и обезвреживание отходов производства, являющихся источниками опасных и вредных производственных факторов;
- соблюдение установленной периодичности чистки закалочных баков, емкостей и нагревательных печей;
- механизацию ручного труда.
Для всех термических процессов, где это возможно по условиям технологии, следует исключать пламенный нагрев, заменяя его электрическим. При невозможности этого для нагрева следует использовать газообразное топливо.
Применение твердого или жидкого топлива допускается только в технически обоснованных случаях.
Количество ЛВЖ на рабочем месте не должно превышать сменной потребности, определяемой технической службой. Нормы сменной потребности ЛВЖ должны быть утверждены главным инженером организации и вывешены на производственном участке.
По согласованию с органами пожарного надзора допускается на участке вакуумных печей хранение ЛВЖ в металлической таре с герметично закрывающейся крышкой и применение ее для промывки деталей в вытяжном шкафу.
Работающим с ЛВЖ запрещается носить одежду из синтетических материалов.
Технологические процессы, при которых применяются или образуются вредные вещества, должны проводиться на оборудовании с герметичными и надежными в эксплуатации арматурой и коммуникациями. По возможности следует предусматривать автоматическое или дистанционное управление процессами.
Внутренние поверхности аппаратов и емкостей для агрессивных веществ, мешалки и трубы следует изготавливать из антикоррозионных материалов или защищать антикоррозионными покрытиями.
Для безопасного транспортирования технологических жидкостей и газов следует максимально использовать трубопроводы.
В соответствии с ГОСТ 14202 для легкости распознавания трубопроводы окрашиваются в опознавательные цвета: для воды - зеленый, для пара- красный, для воздуха - синий, для горючих и негорючих газов - желтый, для кислот - оранжевый, для щелочи - фиолетовый, для горючих и негорючих жидкостей- коричневый, для прочих веществ - серый.
Для подчеркивания вида опасности на трубопроводы наносятся цветные кольца: красного цвета – для взрывоопасных, огнеопасных, легковоспламеняющихся веществ; зеленого цвета – для безопасных или нейтральных веществ; желтого цвета - для вредных, радиоактивных веществ, а также способных вызывать удушье, термические или химические ожоги. Кроме того, кольца желтого цвета указывают на другие виды опасностей: глубокий вакуум, высокое давление и т.д.
На трубопроводах также применяются предупреждающие знаки, маркировочные щитки и надписи (цифровое обозначение вещества, слово "вакуум" для вакуум-проводов, стрелки, указывающие направление движения жидкости).
Кислотопроводы следует прокладывать на высоте до 1,5 м с защитой от механических повреждений. В качестве материала труб можно использовать стекло, керамику, винипласт и др.
Содержание мышьяка в кислотах, контролируемое при проведении лабораторных анализов, не должно превышать 0,0001 % ПДК мышьяковистого водорода.
Помещения термических цехов термическое оборудование и коммуникации должны быть оснащены приборами для контроля уровней опасных и вредных производственных факторов, возникающих при процессах термообработки металлов.
Во всех случаях возникновения аварийной ситуации при ведении технологического процесса(перегрев закалочной среды, обнаружение в воздухе цианистого водорода и других вредных веществ выше предельно допустимых концентраций, прекращение подачи воздуха к форсунке газовой горелки термической печи и т.п.) работу следует немедленно прекратить и принять меры к устранению опасности.
Контроль за параметрами технологического процесса, качеством продукции должен быть по возможности дистанционным. Доступ к аппаратуре контроля и управления технологическими процессами термической обработки для обслуживания и ремонта должен быть свободным и безопасным.
Замер уровня вредных и агрессивных веществ должен осуществляться с помощью уровнемеров, исключающих необходимость открывания люков аппаратов.
Защитно-предохранительная, регулирующая и запорная арматура, а также системы автоматики термического оборудования и коммуникации" должны проверяться в сроки, установленные нормативно-технической документацией на соответствующие механизмы и приборы.
При термообработке деталей в газовых средах горючего состава в механизированной печи непрерывного действия запрещается открывать одновременно дверцы с обеих сторон печи.
Персонал не должен находиться перед загрузочно-разгрузочными проемами печи в период загрузки и выгрузки деталей, а также при пуске контролируемой атмосферы или удалении ее из печи.
Не допускается выпуск горючей контролируемой атмосферы в помещение цеха или в систему общецеховой вентиляции без предварительного сжигания.
При остановке электропечи, а также в случае возникновения на ней аварийной ситуации необходимо:
- отключить электронагрев печи;
- продуть печь инертным газом с расходом не менее пяти объемов печи;
- медленно открыть входные и выходные дверцы печи.
При отсутствии инертного газа для продувки печи допускается удаление печной атмосферы методом выжигания.
При использовании для термической обработки металлов (закалка, отпуск) контролируемой азотной атмосферы негорючего состава следует выполнять требования, относящиеся к работе со взрывоопасными и токсичными газовыми средами, с учетом того, что указанная атмосфера может вводиться в печь при температурах как выше, так и ниже 750 °С.
Перед пуском контролируемой эндотермической атмосферы в печь следует проверить контрольной термопарой температуру в камере печи, при этом она должна быть не ниже 760 °С.
При погасании запальной горелки открывать дверцу печи до повторного зажигания горелки запрещается.
Горючие газы, выходящие в процессе работы из электропечи, должны сгорать в огне пламенной завесы, а при ее отсутствии - на свече под вентиляционным колпаком.
В термических цехах на газопроводах, на линиях сжатого воздуха в легкодоступных местах должны быть установлены быстродействующие отсекающие устройства для возможности локализации действия опасных и вредных производственных факторов.
При изменении технологического процесса следует проводить внеочередной контроль опасных и вредных производственных факторов.
Требования безопасности при процессах термообработки должны быть изложены в технологической документации в соответствии с требованиями ГОСТ 3.1120.
На термическую обработку детали должны подаваться чистыми, без следов загрязнений и смазки.
Список литературы
1. Техническая и нормативная информация по металлургии. http://www.markmet.ru
2. Электронная библиотека. http://kursak.net
 (zip - application/zip)
(zip - application/zip)









