











Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования
«Вологодский государственный университет»
Реферат
«Оборудование и технологии
механической полировки»
Вологда
2015
Содержание:
Введение
Сущность полирования
Требования к полируемым изделиям.
Основные методы механического полирования.
Правила полировки
Недостатки механического полирования:
Заключение
Список литературы
2
Введение.
Полирование - это процесс обработки материалов до получения зеркального блеска поверхности. Полированная поверхность имеет глубину неровностей меньше длинны волны видимого света.
Полирование является окончательным шагом при изготовлении любого изделия из металла, камня, иногда из стекла. Сверкающие и фантастически гладкие поверхности, получаются в результате контакта с вращающимся мягким материалом, таким, как войлок, кожа, ткань или дерево, заправляемым полирующим составом. Вопрос, почему при таких условиях происходит полирование, до сих пор озадачивает исследователей и не имеет удовлетворяющего ответа.
В течение длительного времени полагали, что механическое полирование и шлифование ввиду внешнего сходства этих процессов не отличаются друг от друга. Особенностью полирования считали лишь то, что оно осуществляется более тонкими абразивами, оставляющими более мелкие риски, не видимые глазом. Однако изучение механизма полирования различных материалов показало, что этот процесс имеет мало общего с процессом шлифования.
Противники абразивной теории утверждают, что при полировании тонкий наружный слой материала плавится и размазывается по поверхности, как масло под горячим ножом. Так это или иначе, но поверхность полируется - чего отрицать нельзя, правда, только в том случае, если предварительно она была соответствующим образом подготовлена. Без достаточной подготовки поверхности все усилия, прилагаемые при полировании, окажутся почти напрасными.
Различные объяснения механизма процесса полирования можно свести к следующим трем направлениям: 1) механическое полирование - когда механизм процесса объясняется съемом микронеровностей с поверхностного слоя, а ход процесса - такими механическими свойствами материала, как твердость и пластичность; 2) физическое полирование - когда основными причинами, определяющими процесс полирования, считают температуру плавления и теплопроводность полируемого материала; 3) химическое полирование - когда процесс полирования объясняется в основном съемом оксидных пленок, постоянно образующихся под действием окружающей среды. Основываясь на практических наблюдениях, можно заключить, что процесс полирования представляет собой комплекс механических, физических, электрических и химических явлений, которые тесно связаны и взаимосвязаны, и раздельно изменяются в большую или меньшую сторону в зависимости от рода полируемого материала, полировального инструмента, режимов обработки и внешней среды.
3
Сущность полирования
Задачей процесса полирования является устранение следов предшествующей обработки и различных поверхностных неровностей (штрихов, царапин, неглубоких раковин и других дефектов) с целью получения гладкой поверхности, обладающей высокой способностью отражения света. Наиболее широко применяется полирование при подготовке поверхностей под гальванопокрытие, а также, для придания деталям блеска после гальванирования. Этого можно достичь и другими методами обработки, такими, как хонингование, доводка, суперфиниширование, но эти процессы требуют специального, достаточно сложного оборудования, правильно подобранных инструментов и режимов, и оправдывают себя тогда, когда кроме качества обработанной поверхности требуется обеспечить и заданную точность. Поэтому для улучшения внешнего вида обработанных поверхностей широкое распространение получило полирование, так как оно выполняется на очень простых станках, причем полировальный инструмент можно легко сделать в любых условиях из войлока, кожи, ткани и других материалов. Широко внедряется обработка деталей в виброконтейнерах. Съем металла при полировании как правило составляет 0,01 - 0,03 мм. При полировании, называемом глянцеванием, снимаемый с деталей слой измеряется в долях микрона. Инструментом для такой обработки служат фетровые или хлопчатобумажные круги, на которые нанесен слой тонкой пасты. Зеркальную поверхность можно получить при полировании деталей пастой из окиси хрома (тонкая полировальная паста ГОИ), крокуса или трепела. Полированием обрабатывают любые металлы и сплавы различной твердости - от алюминия до закаленной стали и чугуна и от нержавеющей стали до золота и платины.
Различают два вида полирования: черновое (предварительное) и чистовое (окончательное). Черновое полирование используется для механического удаления неровностей поверхности с помощью свободных (незакрепленных) или закрепленных посредством клея абразивных зерен на рабочей поверхности эластичных кругов и лент. Чистовое полирование осуществляется свободными мелкозернистыми абразивными порошками или мягкими эластичными кругами и лентами с нанесенными на них тонкими полировальными пастами, содержащими кроме мелких полировальных порошков поверхностно активные вещества.
4
Требования к полируемым изделиям.
Детали и изделия, подлежащие полированию, не должны иметь царапин и глубоких рисок, так как вывести их полированием чрезвычайно трудно, а иногда практически невозможно. Изделия из цветных и драгоценных металлов, не обладающих, как правило, высокой твердостью, во избежание дефектов от ударов рекомендуется транспортировать в специальной таре с индивидуальными ячейками.
При выборе удельного давления нужно учитывать и свойства обрабатываемого металла. Чем мягче металл, тем легче снять с него слой, но тем труднее достичь однородности поверхности. Полирование твердых металлов по сравнению с мягкими при одних и тех же условиях обработки (одинаковые исходная шероховатость, точность, подлежащий съему припуск: и т. д.) ведут с большими удельными давлениями полировальника на обрабатываемую поверхность.
5
Основные методы механического полирования.
Механическое полирование выполняется
эластичными кругами,
абразивными лентами,
струей абразивной жидкости (гидрополирование),
во вращающихся барабанах и виброконтейнерах,
а также специальными полировальниками.
Наиболее распространенным является способ полирования деталей эластичными кругами. Он отличается простотой применения, универсальностью, но не обеспечивает высокой производительности, но для домашних условий это самый оптимальный способ. Самыми производительными методами полирования можно считать полирование во вращающихся барабанах и виброконтейнерах. Полирование в виброконтейнерах получило наиболее широкое распространение в промышленности, особенно в условиях массового и крупносерийного производства.
Полирование абразивной лентой.
Полирование абразивной лентой (рис.1) является разновидностью шлифования. Рабочая поверхность ленты, на которую нанесена полировальная паста, характеризуется размерами абразивных зерен пасты и числом их на единице поверхности. Применяется для обработки крупных деталей со сложным профилем.
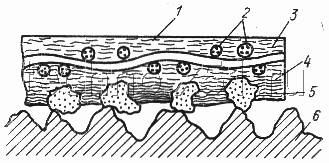
Рисунок 1. Схема процесса полирования абразивной лентой.
1— лента-основа; 2 — пряжа нити; 3 — аппарат; 4 - связка; 5 - абразивные зерна; 6 — обрабатываемая поверхность
Полирование с использованием кругов (полировальников)
Полирование кругами осуществляется на полировальных станках с помощью полировальной смеси (пасты) или суспензий, полировальных кругов из войлока или круглых щеток.
6
Для механического полирования с использованием смесей или суспензий существует большое число разнообразных кругов-шлифовальников. Если изделия простой формы — плоские или квадратные, их можно обрабатывать на универсальном станке с полировальным кругом прямого профиля. Для грубой обработки используют жесткие и твердые круги, для тонкой обработки — мягкие. Твердый круг интенсивно полирует, но быстро засаливается, особенно при обработке мягких цветных и драгоценных металлов и сплавов. Мягкий эластичный круг малоэффективен на предварительных операциях и, кроме того, при сильном прижатии к обрабатываемым деталям деформируется и расплющивается.
Механическое полирование изделий кругом, покрытым смесями или суспензиями, выполняют следующим образом: сначала полируют от середины правую и левую поверхности изделия, а затем в том же порядке поверхность с противоположного конца. Направления полирования следует чередовать — сначала надо полировать наклонно под углом 30, 45 и 60 градусов вправо и влево, а затем в продольном направлении.
Детали и изделия, имеющие форму тел вращения или другой сложный профиль, полируют главным образом наклонно — вправо и влево.
По окончании предварительной полировки изделия подвергают отделочной полировке в продольном направлении (сначала с одного конца, а затем — с другого).
При полировании рабочую поверхность эластичных кругов нужно периодически смазывать полировальной смесью, причем в определенных дозах: при избытке смеси круг будет «салить» изделия, а при недостатке—поверхность металла не приобретает желаемого блеска и полировальный круг быстро износится. При смазывании полировального круга рекомендуется оставлять свободной от полировальной смеси примерно 1/4 часть рабочей поверхности.
Эластичный круг должен вращаться и прижиматься к изделиям с определенным усилием, само же полируемое изделие должно свободно передвигаться по отношению к кругу. Полирование с применением смесей может осуществляться периферией или торцом круга. Полировальный круг имеет только вращательное движение, перемещение изделий производится непосредственно рукой или особым приспособлением.
Для получения полированной поверхности высокого качества необходимо вначале произвести грубую обработку (предварительное полирование), а затем тонкую (окончательное или тонкое полирование). Частота вращения круга на полировальных станках 2000—2800 об/мин. Станки с большой частотой вращения круга применяют в тех случаях, когда требуется высокое качество, обработки. Если необходимо достичь зеркального блеска, то полирование осуществляется при более низких: частотах вращения круга.
Вначале полировку производят грубыми войлочными кругами с небольшим количеством полирующего вещества, а затем переходят на круги из мягкого войлока. Для получения зеркального глянца используют наборные
7
полировальные круги из хлопчатобумажной ткани или мягких кожаных шайб. Заканчивают процесс полированием изделий на кольцевой щетке, содержащей вместо щетины пучки хлопчатобумажных или шерстяных ниток. В этом случае пользуются наиболее тонкими полировальными пастами, которые наносят на поверхность инструмента в очень небольшом количестве.
Для окончательной доводки поверхности ювелирных изделий применяют также щетки из ниток — пуховки.
На качество поверхности существенное влияние оказывает также удельное давление круга (полировальника) на обрабатываемую поверхность. С увеличением удельного давления интенсивность процесса повышается до некоторых пределов, однако его дальнейшее повышение снижает не только качество обработки, но и производительность (преждевременно изнашивается круг, наблюдается заметный нагрев обрабатываемых, изделий). Для повышения качества поверхности изделий полирование необходимо производить с небольшим удельным давлением, в результате на поверхности меньше заметны риски и соответственно больше отражательная способность металла.
8
Правила полирования
При полировании, чтобы добиться желаемого результата, важно соблюдать простые правила полирования.
Если вы хотите добиться идеально ровной поверхности без мелких царапин и рисок, то необходимо соблюдать последовательность при обработке поверхности различными средствами. Например, последовательно менять полировальную пасту от грубой к тонкой.
На производстве, где осуществляется полировка деталей, существует такое понятие как "переходы". Под переходом понимают операцию полирования выполняемую, например, абразивом определенной зернистости. За каждый "переход" шероховатость поверхности улучшается на 1-2 класса. То есть процесс полирования можно разделить на: предшествующую полированию обработку, предварительное полирование и окончательное (тонкое) полирование. И на каждой стадии нужно использовать средство подходящее именно для этой стадии.
Например, полировальная паста ГОИ (тонкая) позволяет достичь зеркального блеска и высокого класса чистоты поверхности. Но если на поверхности будут мелкие риски, которые не были удалены до полирования тонкой пастой ГОИ, то эти риски будут видны на фоне зеркально отполированной поверхности, и такое бывает очень часто. А если этих рисок будет очень много то усилия полирования тонкой пастой ГОИ будут почти напрасными. Говорим почти, потому что отсутствие результата - тоже результат.
Чтобы такого не получилось поверхность должна быть отполирована более крупными частицами абразива. Например, грубой пастой ГОИ, и за тем средней пастой ГОИ.
При полировании полировальными кругами рабочую поверхность необходимо периодически смазывать полировальной смесью, причем в определенных дозах. При избытке смеси круг будет салить изделие, а при недостатке - деталь не приобретает требуемого глянца; кроме того, увеличивается износ полировального круга. Поэтому при смазывании полировального круга рекомендуется оставлять свободной от смеси примерно четвертую часть его рабочей поверхности, т. е. край полировального круга, которым выполняется полирование.
Полировочную пасту наносят на диск во время его вращения. При касании бруска из пасты войлок окрашивается в зелено-бурый цвет.
Но прежде чем нанести полирующий состав на полировальник, надо убедиться в надежности его крепления.
Полировальную пасту нужно хранить в закрытой посуде или в местах, где исключается возможность ее загрязнения.
В случаи использования полировальных суспензий, смешайте в стеклянной банке около одной чайной ложки полирующего порошка с несколькими объемами воды. К смеси добавьте несколько капель разбавленного шампуня или щепотку стирального порошка. Они обладают смачивающим действием
9
и способствуют более равномерному распределению полирующего порошка. Применяемые в домашнем хозяйстве моющие средства вредного действия на полировальники не оказывают.
Каждый полирующий порошок должен храниться в отдельной банке с этикеткой, и к каждому должна быть приложена своя кисть. Для полирования применяют только разбавленную суспензию. Густую массу, осевшую на дно, применять не следует. Необходимо каждый раз перед нанесением суспензии хорошенько ее перемешивать. Также как в случаи полировальной пасты, нанесение густой суспензии приводит к засаливанию полировального круга, снижению скорости полирования и напрасной трате полирующего порошка. Нужное количество наносимой суспензии для войлочных полировальных кругов определяется по сильному окрашиванию войлока. Свежие порции суспензии добавляются каждые несколько минут, но надо следить за тем, чтобы поверхность не покрывалась толстым слоем порошка. Используя кожаный полировальные
круги, будьте более экономны и используйте оксид хрома в таком количестве, чтобы
только изменить цвет кожи. Во всех случаях подавайте ровно столько суспензии, сколько нужно, чтобы поддерживать полировальный круг во влажном, но не в мокром состоянии, придерживаясь такой концентрации порошка в суспензии, которая бы обеспечивала высокое качество полировки.
К режимам полирования относятся скорость вращения круга (окружная скорость) и его давление на изделие во время обработки. Важное значение при полировании имеет правильный выбор окружной скорости, которая главным образом определяется полируемым материалом.
Более высокие окружные скорости используются в тех случаях, когда не требуется высокое качество обработки. Если требуется достичь высокого качества обработанной поверхности, зеркального блеска, то обработка осуществляется при более низких окружных скоростях.
При полировании эластичным кругом, покрытым пастой или суспензией, существенное влияние оказывает удельное давление полировальника на полируемую поверхность. С увеличением удельного давления интенсивность процесса повышается до некоторых пределов, а в дальнейшем превышение оптимальной величины давления не только снижает качество обработки, но и производительность, преждевременно изнашивается полировальный круг, наблюдается заметный нагрев обрабатываемых изделий. Так что оптимальный режим вам придется оценивать самостоятельно, но с учетом накопленного опыта других людей. Так, например, когда требуется удалить большой слой, полируемую деталь с большим усилием прижимают к полировальному кругу. Процесс полирования протекает интенсивнее, но при этом изделие сильно нагревается, качество поверхности снижается. А за нагревом полируемой детали нужно следить очень внимательно, особенно когда полируете пластмассовые предметы, т.к. полимеры имеют
10
относительно низкую температуру размягчения. Если же деталь в процессе полирования сильно нагрелась, то для предотвращения ее деформации рекомендуется приостановить работу, и подождать пока она остынет.
Для повышения качества, полирование выполняется с меньшим давлением, в результате чего на обрабатываемой поверхности остаются менее заметные царапины, достигается высокая светоотражающая способность обработанной поверхности. Отполированное изделие начинает блестеть. В таблице приведены ориентировочные рекомендации по выбору режима полирования:
11
Недостатки механического полирования:
1. Ограничения по сложности поверхности
2. Абразивы внедряются в структуру металла
3. Вредность
4. Ресурсоёмкость:
— несколько стадий
— различные установки
— высокие временные затраты
— сложность управления процессом
При всем своем многообразии механическое полирование достаточно трудоемко, экологически вредно и требует большого количества расходуемых материалов.
12
Заключение
Кроме того, высокий уровень полировки не может привести к хорошему качеству полированной поверхности. Таким образом, процесс полировки нуждается в оптимизации для эффективного и экономного получения необходимой поверхности.
В настоящее время проблемы экологии выходят на передний план во многих странах мира. Одним из решений этих проблем является переход промышленности на новый технологический уровень. Этот переход обусловлен внедрением новых технологий и использованием эффективных материалов. Эти меры позволят экономить энергию, выпускать экологически чистую продукцию, заботиться о проблемах окружающей среды. Переход на новые технологии может выражаться в использовании природных материалов, обладающих уникальными свойствами, такими, как высокая твёрдость и теплопроводность, прозрачность, износостойкость, при возможности синтеза и обработки этих материалов. Очень важно выбрать надлежащую технику обработки, основанную на заявленных требованиях, форме заготовки, доступном оборудовании, эффективности полирования и экономических ограничениях.
13
Список литературы
14
 (zip - application/zip)
(zip - application/zip)









