











«ЛИПЕЦКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ»
Курсовое задание
по курсу «Обработка информации»
Исследование влияния технологических параметров на характеристику физического процесса
Выполнил: _________________ Лесников С.С.
ОД-13-1
Преподаватель: _________________ Соловьев В.Н.
Липецк 2016
1 .Постановка задачи.
Получение, обработка и представление информации о влиянии технологических параметров на характеристику физического процесса.
2.Исходные данные.
Исследовать влияние заднего натяжения (Табл.1) на величину усилия при холодной прокатке. Остальные параметры принять равными: D=550 мм; h0=0,9; h1 =0,7 мм; nt0 = 0,3; ntl = 0,3; В = 1200 мм; µ = 0,05. Внутри интервала изменения параметра должны быть выбраны пять значений - граничные и три промежуточных.
Таблица 1. Исследуемый параметр и интервал изменения.
|
Параметр |
σ |
|
Интервал значений |
0-260 |
Полученные результаты должны быть представлены в виде графиков. Первый должен показывать распределение среднего контактного давления по длине дуги контакта металла и полосы (Рис.2). На втором должна быть представлена зависимость усилия прокатки от исследуемого параметра (Рис.3). Исходные параметры для построения зависимости должны быть представлены в виде таблицы (Табл.2).
3. Содержательное описание
При обжатии полосы по высоте в очаге деформации образуются две области: зона отставания, где окружная скорость валков больше скорости полосы, и зона опережения, где скорость полосы больше окружной скорости валков. Очевидно, что между этими зонами должна быть область, где скорости валков и полосы совпадают. Это так называемая зона прилипания.
Предположим, что в зоне прилипания имеется точка, где скорость металла и валков равны. Для определения положения этой точки используем условие равновесия горизонтальных сил.
На деформируемый металл со стороны валков действуют нормальные напряжения, направленные но радиусу, и напряжения трения, направленные по касательной к поверхности валка.
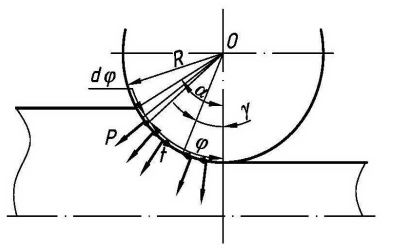
Рисунок 1. Распределение усилия по поверхности валка.
В зоне отставания силы трения направлены по ходу прокатки, а в зоне опережения эти силы действуют в противоположном направлении. Горизонтальные составляющие нормальных напряжений также направлены против хода прокатки. Таким образом, силы трения в зоне отставания являются втягивающими; они обеспечивают захват полосы и непрерывное продвижение ее между валками.
Если суммировать все элементарные продольные силы, получим общее уравнение равновесия:
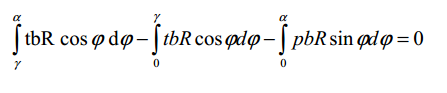
Для упрощенного решения уравнения А.И. Целиков принял, что толщина полосы в пределах очага деформации изменяется не но дуге, а по ее хорде.
В соответствии с этим угол наклона контактной поверхности становится постоянной величиной. Тогда уравнение равновесия приводится к виду:
4. Порядок выполнения работы
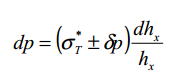
Для нахождения положения нейтрального сечения можно воспользоваться уравнением А.И. Целикова, характеризующими изменение давления в зоне отставания и опережения соответственно:
Для определения границы между зоны опережения и зоны отставания решим эту систему уравнений. Перебирая числовые значения с определенным шагом, находим точку пересечения (нейтральное сечение).
При известном положении нейтрального сечения можно определить среднее контактное давление:
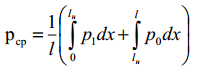
Интегрирование проводим методом трапеций для зоны опережения и зоны отставания.
Зная среднее контактное давление, можно определить усилие прокатки

5. Результаты расчетов.
Распечатка программы приведена в приложении №1.
Таблица 2. Зависимость усилия прокатки от заднего натяжения.
|
σ0, МПа |
Р, МН/мм |
|
0 |
20194890.00 |
|
60 |
18489640.00 |
|
135 |
16929718.00 |
|
190 |
15343371.00 |
|
260 |
13723666.00 |
Результаты, приведенные в (Табл.2), взяты из программы, распечатка которой находится в приложении 1.
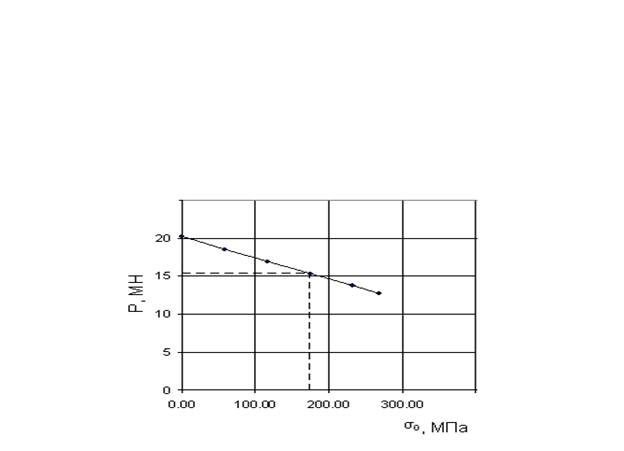
Рисунок 2. Зависимость усилия прокатки от заднего натяжения.
Зависимость усилия прокатки от заднего натяжения (Рис.2) построена по данным, приведенные в (Табл.2)
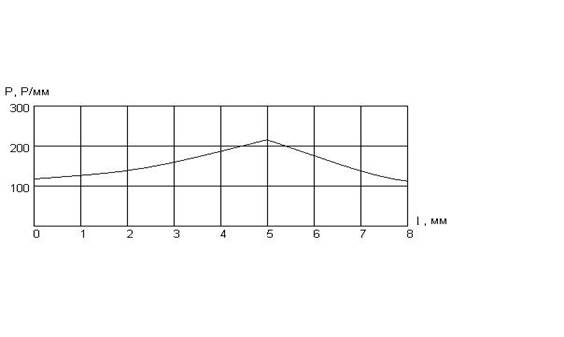
Рисунок 3. Распределение давления по длине очага деформации.
Зависимость распределения давления по длине очага деформации (Рис.3) построена по результатам программы, находящейся в приложении 1.
Вывод
В результате проведенных вычислений было установлено, что при увеличении заднего натяжения, усилие прокатки снижается. Снижение усилия прокатки приведет к снижению упругих деформаций валковой системы и клети вцелом, что в свою очередь приведет к улучшению плоскостности готового продукта. Но значительное увеличение заднего натяжения может привести к утяжке полосы а также при низком значении коэффициента трения может привести к проскальзыванию валков по поверхности полосы, что отрицательно скажется на качестве поверхности полосы.
Приложение №1.
"Решение
OPEN "1.txt" FOR OUTPUT AS #1
Sigt0 = 230 + 34.6 * es0 ^ .6
Sigt1 = 230 + 34.6 * es1 ^ .6
taus0 = 1.15 * Sigt0
taus1 = 1.15 * Sigt1
o$ = "| #.# | ###.## | |"
PRINT #1, "| c | Sig0 |
PRINT #1, "| | MPa |
FOR c = 0 TO 1.01 STEP .1
l = (R * dh) ^ .5
Px = 0
z = 0
1 :
IF z = 1 THEN l = (R * dh + x2 ^ 2) ^ .5 + x2
d = mu * 2 * l / dh
sig0 = c * Sigt0
Sig1 = .3 * Sigt1
T0 = sig0 * h0 * B
T1 = Sig1 * h1 * B
dz0 = 1 - sig0 / taus0
dz1 = 1 - Sig1 / taus1
hn = (dz0 / dz1 * h0 ^ (d - 1) * h1 ^ (d + 1)) ^ (1 / (2 * d))
pcp = (dz0 * taus0 * h0 / (d - 2) * ((h0 / hn) ^ (d - 2) - 1) + dz1 * taus1 * h1 / (d + 2) * ((hn / h1) ^ (d + 2) - 1)) / dh
P = pcp * l * B
IF Px = 0 THEN
Px = P
z = 1
x2 = R * pcp / 95000
GOTO 1
END IF
IF ABS((P - Px) / Px) > .05 THEN
Px = P
x2 = R * pcp / 95000
GOTO 1
END IF
PRINT hn
Mpr = 2 * P * psi * (l / 1000) + (T0 - T1) * R / 1000
Mtr1 = P * dts * mupjt
M = Mpr + Mtr1 * R / Rop
w = v3 / (R / 1000)
Md = Ndv * (.98 * .98 * .99) / w
IF Md > M THEN t$ = "да" ELSE t$ = "нет"
PRINT #1, USING o$; a; sig0; P; Mpr; M; Md; t$
NEXT c
END.
 (zip - application/zip)
(zip - application/zip)










