











Московский Архитектурный Институт
Кафедра инженерных конструкций
РЕФЕРАТ на тему:
Методы производства чугуна и стали.
Марки стали и их свойства.
Выполнил студент
V курса, 4 гр., веч.отд.
Федоров А.В.
Проверил преподаватель
Макаров Г.П.
Москва, 2012
ОГЛАВЛЕНИЕ:
О понятии чугуна и стали.. 2
Из истории получения чугуна и стали. 3
Метеоритное железо. 3
Сыродутная печь. 3
Сварное оружие. 3
Булатная сталь и дамаск. 4
Штукофен. 5
Блауофен. 5
Доменная печь. 5
Передельный процесс и пудлинговочная печь. 6
Современные способы производства. 7
Производство чугуна.. 7
Материалы для выплавки чугуна. 7
Подготовка руды к плавке. 8
Устройство доменной печи. 9
Виды чугуна. 10
Белый чугун. 10
Серый чугун. 10
Ковкий чугун. 10
Высокопрочный чугун. 11
Классификации чугуна. 11
Производство стали.. 12
Материалы для выплавки стали. 12
Основные способы получения стали. 12
Производство стали в мартеновских печах. 12
Производство стали в конвертерах. 14
Производство стали в дуговых электропечах. 16
Классификации сталей. 17
Классификация сталей по химическому составу. 17
Углеродистые cтали. 17
Легированные стали и сплавы.. 18
Классификация сталей по назначению и применению.. 19
Конструкционные стали. 19
Инструментальные стали. 20
Список используемой литературы: 20
ПРИЛОЖЕНИЯ.. 21
ПРИЛОЖЕНИЕ 1. Устройство доменной печи. 21
ПРИЛОЖЕНИЕ 2. Схемы устройства сталеплавильных печей. 22
Схема устройства мартеновской печи. 22
Схема устройства конвертора. 22
Схема устройства электропечи. 23
ПРИЛОЖЕНИЕ 3. Схема организации производства стали. 24
О понятии чугуна и стали
Материал, в обиходе называемый железом, даже в простейшем случае представляет собой сплав железа, как химического элемента, с углеродом. При концентрации углерода менее 0,3 % (температура плавления 1500С) получается мягкий пластичный тугоплавкий металл, за которым закрепилось название его основного ингредиента – железа.
При концентрации углерода более 0,22 %, но менее 2,14 % сплав называется сталью. В первозданном виде сталь походит по своим свойствам на железо, но, в отличие от него, поддается закалке – при резком охлаждении сталь приобретает большую твёрдость – достоинство, однако, сводимое на нет приобретаемой в ходе закалки хрупкостью.
Наконец, при концентрации углерода свыше 2,14% получается чугун. Хрупкий, легкоплавкий, хорошо пригодный для литья, но не поддающийся обработке ковкой, металл. Чугун насыщен графитовыми включениями, делающими металл неоднородным и механически непрочным. Температура плавления чугуна порядка 1150 С.
Это известно нам сейчас. Однако люди научились получать и использовать сталь гораздо раньше, чем узнали ее состав. Египтянам, например, еще до нашей эры известно было, что некоторые сорта железа при погружении в нагретом состоянии в воду «принимают закалку», другие — не принимают. Свойство стали «принимать закалку» и служило потом долгие века единственным признаком для разграничения железа и стали. Были попытки и теоретических объяснений.
Ученые древности полагали, что сталь образуется в результате очищения железа. Даже в XVIII в. встречались еще такие высказывания: «Железо есть металл не- совершенный... Вероятно составлен он из собственной ему земли и горю-. чего вещества и есть самый твердый и упругий металл, когда бывает без примеси... Когда он будет доведен до того, что никакой в нем не останется примеси и излишняя извлечется горючесть, тогда называется сталью».
Французский ученый Реомюр в 1722 г. высказал мысль, что железо и сталь отличаются друг от друга по химическому составу только присутствием какой-то примеси, названной им летучей солью, которая и определяет различие их свойств. Пятнадцать лет спустя химик Базен в одной из своих статей заявил, что сталь является чем-то средним между чугуном и железом. Но лишь в 1814 г. немецкий исследователь К. Карстен указал, что такой примесью является углерод. Наконец-то была доказана единая материальная природа всех железоуглеродистых сплавов — чугуна, стали и железа. Только во второй половине XIX в. выработалось в основном верное представление о железе.

Из истории получения чугуна и стали.
История производства и использования железа берет свое начало в доисторической эпохе, скорее всего, с использования метеоритного железа. Выплавка в сыродутной печи применялась в 12 веке до н. э. в Индии, Анатолии и на Кавказе. Также отмечается использование железа при выплавке и изготовлении орудий и инструментов в 1200 году до н. э. в Африке южнее Сахары. Уже в первом тысячелетии до н. э. использовалось кованное железо.
Метеоритное железо
Использование железа началось намного раньше, чем его производство. Иногда находили куски серовато-чёрного металла, который, перекованный в кинжал или наконечник копья, давал оружие более прочное и пластичное, чем бронза, и дольше держал острое лезвие. Затруднение состояло в том, что этот металл находили только случайно. Теперь мы можем сказать, что это было метеоритное железо.
Сыродутная печь
Первым устройством для получения железа из руды была одноразовая сыродутная печь. При огромном количестве недостатков, долгое время это был единственный способ получить металл из руды.
Впервые железо научились обрабатывать народы Анатолии. Древнегреческая традиция считала открывателем железа народ халибов, для которых в литературе использовалось устойчивое выражение «отец железа», и само название народа происходит именно от греческого слова Χάλυβας («железо»).
«Железная революция» началась на рубеже I тысячелетия до н. э. в Ассирии. С VIII века до н.э. сварное железо быстро стало распространяться в Европе, в III веке до н. э. вытеснило бронзу в Галлии, во II веке новой эры появилось в Германии, а в VI веке нашей эры уже широко употреблялось в Скандинавии и в племенах, проживающих на территории будущей Руси. В Японии железный век наступил только в VIII веке нашей эры.
Первым шагом в зарождающейся чёрной металлургии было получение железа путём восстановления его из окиси. Руда перемешивалась с древесным углем и закладывалась в печь. При высокой температуре, создаваемой горением угля, углерод начинал соединяться не только с атмосферным кислородом, но и с тем, который был связан с атомами железа.
После выгорания угля в печи оставалась так называемая крица — комок вещества с примесью восстановленного железа. Крицу потом снова разогревали и подвергали обработке ковкой, выколачивая железо из шлака. Долгое время в металлургии железа именно ковка была основным элементом технологического процесса, причём, с приданием изделию формы она было связана в последнюю очередь. Ковкой получался сам материал.
Сварное оружие
Сталь производилась уже из готового железа путём науглероживания последнего. При высокой температуре и недостатке кислорода углерод, не успевая окисляться, пропитывал железо. Чем больше было углерода, тем твёрже оказывалась сталь после закалки.
Как можно было заметить, ни один из получаемых сплавов не обладает таким свойством, как упругость. Железный сплав может приобрести это качество, только если в нем возникает чёткая кристаллическая структура, что происходит, например, в процессе застывания из расплава.
Проблема древних металлургов заключалась в том, что расплавить железо они не могли. Для этого требуется разогреть его до 1540 градусов, в то время как технологии древности позволяли достичь температур в 1000−1300 градусов.
 Таким образом, ни железо, ни сталь сами по себе для изготовления оружия не годились. Орудия и инструменты из чистого железа выходили слишком мягкими, а из чистой стали — слишком хрупкими. Потому, чтобы изготовить, например, меч, приходилось делать бутерброд из двух пластин железа, между которыми закладывалась стальная пластина. При заточке мягкое железо стачивалось и появлялась стальная режущая кромка. Такое оружие называлось сварным. Общими недостатками этой технологии являлись излишняя массивность и недостаточная прочность изделий. Железу можно было придать какую угодно остроту, но и тупилась мягкая режущая кромка из железа почти мгновенно. Сталь же точиться не желала — режущая кромка крошилась.
Таким образом, ни железо, ни сталь сами по себе для изготовления оружия не годились. Орудия и инструменты из чистого железа выходили слишком мягкими, а из чистой стали — слишком хрупкими. Потому, чтобы изготовить, например, меч, приходилось делать бутерброд из двух пластин железа, между которыми закладывалась стальная пластина. При заточке мягкое железо стачивалось и появлялась стальная режущая кромка. Такое оружие называлось сварным. Общими недостатками этой технологии являлись излишняя массивность и недостаточная прочность изделий. Железу можно было придать какую угодно остроту, но и тупилась мягкая режущая кромка из железа почти мгновенно. Сталь же точиться не желала — режущая кромка крошилась.
Единственной мерой, позволяющей достичь сочетания остроты и твёрдости в рамках технологии сварки, была закалка изделия уже после его заточки. Недостатком такого метода было то, что заточка оказывалась возможна лишь однажды. Когда стальное лезвие иззубривалось и тупилось, весь клинок приходилось перековывать. Тем не менее, именно освоение техники сварки, несмотря на все её недостатки, произвело настоящий переворот во всех сферах человеческой деятельности. Сварные орудия были вполне функциональны и, при том, общедоступны. Только с их распространением каменные орудия оказались окончательно вытеснены, и наступил век металла.
Железные орудия решительно расширили практические возможности человека. Стало возможным, например, строить рубленные из брёвен дома – железный топор валил дерево уже в 3 раза быстрее, чем медный, и в 10 раз быстрее, чем каменный. Широкое распространение получило строительство из тёсаного камня. Такое строительство было возможно и в эпоху бронзы, но большой расход сравнительно мягкого и дорогого металла решительно ограничивал такие эксперименты. Значительно расширились также и возможности земледельцев.
Булатная сталь и дамаск
Ещё на заре железной металлургии, в начале I тысячелетия до новой эры, индийские мастера сумели решить проблему получения упругой стали без расплавления железа. Такую сталь называли булатом, но из-за сложности изготовления и отсутствия необходимых материалов в большей части мира эта сталь так и осталась индийским секретом на долгое время.
Более технологичный путь получения упругой стали, при котором не требовались ни особо чистая руда, ни графит, ни специальные печи, был найден в Китае во II веке нашей эры. Сталь перековывали очень много раз, при каждой ковке складывая заготовку вдвое, в результате чего получался отличный оружейный материал, называемый дамаском, из которого, в частности, делались японские катаны.
Штукофен
 Более высокую, по сравнению с сыродутной печью, ступень в развитии чёрной металлургии представляли собой постоянные высокие печи, называемые в Европе штукофенами. Это была печь с четырёхметровой трубой для усиления тяги, меха штукофена качались несколькими людьми или водяным двигателем. Штукофен имел дверцы, через которые раз в сутки извлекалась крица.
Более высокую, по сравнению с сыродутной печью, ступень в развитии чёрной металлургии представляли собой постоянные высокие печи, называемые в Европе штукофенами. Это была печь с четырёхметровой трубой для усиления тяги, меха штукофена качались несколькими людьми или водяным двигателем. Штукофен имел дверцы, через которые раз в сутки извлекалась крица.
Изобретены штукофены были в Индии в начале первого тысячелетия до новой эры. В начале нашей эры они попали в Китай, а в VII веке вместе с «арабскими» цифрами арабы заимствовали из Индии и эту технологию. В конце XIII века штукофены стали появляться в Германии и Чехии (а ещё до того были на юге Испании) и в течение следующего века распространились по всей Европе.
Производительность штукофена была несравненно выше, чем сыродутной печи – в день он давал до 250 кг железа, а температура плавления в нем оказывалась достаточна для науглероживания части железа до состояния чугуна. Однако штукофенный чугун при остановке печи застывал на её дне, смешиваясь со шлаками, а очищать металл от шлаков умели тогда только ковкой, но как раз ей-то чугун и не поддавался. Его приходилось выбрасывать.
Иногда штукофенному чугуну пытались найти какое-то применение. Например, древние индусы отливали из грязного чугуна гробы, а турки в начале XIX века — пушечные ядра.
Блауофен
Металлурги давно заметили связь между температурой плавления и выходом продукта – чем выше она была, тем большую часть содержащегося в руде железа удавалось восстановить. Потому рано или поздно им приходила мысль форсировать штукофен предварительным подогревом воздуха и увеличением высоты трубы. В середине XV века в Европе появились печи нового типа – блауофены.
Более высокая температура плавления действительно значительно повысила выход железа из руды, но она же повысила и долю железа науглероживающегося до состояния чугуна. Теперь уже не 10 %, как в штукофене, а 30 % выхода составлял чугун – «свиное железо», ни к какому делу не годное. В итоге, выигрыш часто не окупал модернизации.
Блауофенный чугун, как и штукофенный, застывал на дне печи, смешиваясь со шлаками. Он выходил несколько лучшим, так как его самого было больше, следовательно, относительное содержание шлаков выходило меньше, но продолжал оставаться малопригодным для литья. Чугун получаемый из блауофенов оказывался уже достаточно прочен, но оставался ещё очень неоднородным – из него выходили только предметы простые и грубые — кувалды, наковальни. Уже прилично выходили пушечные ядра.
Доменная печь
Следующим этапом в развитии металлургии стало появление доменных печей. За счёт увеличения размера, предварительного подогрева воздуха и механического дутья, в такой печи всё железо из руды превращалось в чугун, который расплавлялся и периодически выпускался наружу. Производство стало непрерывным – печь работала круглосуточно и не остывала. За день она выдавала до полутора тонн чугуна. Перегнать же чугун в железо в горнах было значительно проще, чем выколачивать его из крицы, хотя ковка все равно требовалась – но теперь уже выколачивали шлаки из железа, а не железо из шлаков.
Доменные печи впервые были применены на рубеже XV-XVI веков в Европе. На Ближнем Востоке и в Индии эта технология появилась только в XIX веке (в значительной степени, вероятно, потому, что водяной двигатель из-за характерного дефицита воды на Ближнем Востоке не употреблялся).
Передельный процесс и пудлинговочная печь
С XVI века в Европе получил распространение так называемый передельный процесс в металлургии – технология, при которой железо ещё при получении за счёт высокой температуры плавления и интенсивного науглероживания перегонялось в чугун, а уже затем, жидкий чугун, освобождаясь от лишнего углерода при отжиге в горнах, превращался в сталь. Из передельной стали уже можно было изготавливать кривые мечи (например, сабли), чего не позволяла сделать сварная технология.
 Среди многих металлургических профессий того времени, пожалуй, самой тяжелой была профессия пудлинговщика. Пудлингование было основным способом получения железа почти на протяжении всего XIX в. Рабочие-пудлинговщики, перемешивая ломом массу металла, старались собрать вокруг лома комок, или крицу, железа. Такой комок весил до 50 — 80 кг и более. Крицу вытаскивали из печи и подавали сразу под молот — для проковки с целью удаления частиц шлака и уплотнения металла.
Среди многих металлургических профессий того времени, пожалуй, самой тяжелой была профессия пудлинговщика. Пудлингование было основным способом получения железа почти на протяжении всего XIX в. Рабочие-пудлинговщики, перемешивая ломом массу металла, старались собрать вокруг лома комок, или крицу, железа. Такой комок весил до 50 — 80 кг и более. Крицу вытаскивали из печи и подавали сразу под молот — для проковки с целью удаления частиц шлака и уплотнения металла.
Современные способы производства
В 1856 г. Г. Бессемер получил патент на новую технологию производства стали (Бессемеровский процесс). Он изобрёл конвертер – устройство, в котором сквозь жидкий чугун, получаемый в доменных печах, продувался воздух. В конвертере происходит выгорание углерода, растворённого в железе, что позволяет получать сталь в существенно больших количествах, чем это было ранее доступно.
Альтернативой применения конвертера на протяжении ХХ века являлась мартеновская печь, в которой также происходило дожигание углерода. К концу XX века мартеновские печи стали очевидно устаревшей технологией и были вытеснены кислородно-конвертерным производством стали.
В середине XX века был изобретён турбодетандер, позволяющий снизить затраты на производство кислорода. Кислород стал достаточно дешевым, чтобы получить массовое применение в сталелитейной промышленности. Продувка расплавленного чугуна кислородом существенно разогревает металл, что упрощает производство (железо не «вымораживается», а остаётся жидким), позволяет также в конвертер сбрасывать металлолом для переплавки, а также в ряде случаев улучшает качество металла за счет отсутствия растворённого в металле азота.
Доменные печи и конвертерное производство является достаточно современным, но весьма грязным для экологии процессом. При том, что большая часть железа получается в кислородно-конвертерном производстве, велики и выбросы углекислого и угарного газов в атмосферу. Модной альтернативой становится прямое восстановление железа из руды водородом. При этом образующиеся частички железа расплавляются в электрических печах, после чего добавляется углерод и получается сталь.
Производство чугуна
Материалы для выплавки чугуна
Железные руды – основной исходный материал для выплавки чугуна. Пустая порода обычно состоит из кварца и песчаников с примесью глин, то есть является кислой (избыток SiO2). Железные руды в отличие от медных и многих других относительно богаты. Наиболее богатые руды содержат 60% железа и больше, наиболее бедные 30-40%. В железных рудах всегда присутствуют вредные примеси – сера и фосфор. По типу рудного минерала руды бывают следующих основных видов:
Красный железняк. Рудный минерал – гематит, безводная окись железа Fe2O3 (70% Fe). Руда обычно содержит 50-60% Fe. Это наиболее распространенный вид руды во всем мире.
Магнитный железняк. Рудный минерал – магнетит, магнитная окись железа Fe3O4 (72,4% Fe), в руде 55-60% Fe.
Бурый железняк. Рудный минерал – водные окислы железа nFe2O3 mH2O (52-66% Fe). В руде обычно содержится 30-50% Fe.
Шпатовый железняк. Рудный минерал – сидерит, карбонат железа FeCO3 (48,3% Fe), в руде обычно 30-40% Fe.
Доменные флюсы – необходимы для удаления из доменной печи тугоплавкой пустой породы руды и золы топлива. Сплавляясь с флюсом, они образуют легкоплавкий сплав – доменный шлак; в расплавленном состоянии он удаляется из печи через шлаковую летку. Кроме того, флюс должен обеспечить получение шлака с необходимым химическим составом и физическими свойствами, что в значительной мере определяет состав чугуна.
Флюсы выбирают в зависимости от пустой породы руды. В отечественных железных рудах пустая порода, как правило, содержит избыток SiO2. Поэтому в качестве флюса используют сильноосновные материалы, главным образом известняк CaCO3. Типичный металлургический известняк после обжига содержит 50-55% CaO. Избыток извести в доменном шлаке способствует также удалению из чугуна серы. На отечественных заводах флюсы вводят в доменную печь главным образом в виде офлюсованного агломерата и офлюсованных окатышей.
Топливо (кокс, природный газ). Топливо в доменных печах служит не только источником тепла, но реагентом, обеспечивающим восстановление железа из руды и образования чугуна (путем науглероживания железа). Основные требования к доменному топливу – высокая теплотворность, малое содержание золы, чистота по содержанию вредных примесей. Топливо должно иметь высокую механическую прочность, так как его дробление и образование мелочи препятствует нормальному движению печных газов, а также высокую пористость для обеспечения интенсивного горения. Топливо должно быть недефицитным и иметь невысокую стоимость.
Кокс является главным видом топлива в доменных печах и в среднем содержит 10-13% золы, 0,5-2% серы. Он достаточно прочен, что позволяет строить крупные доменные печи объемом до 5000 м3. На выплавку 1т чугуна расходуется около 550 кг кокса. При этом стоимость кокса составляет 45-55% себестоимости чугуна.
Вдувание 60-100 м3 природного газа на 1 тонну выплавляемого чугуна снижает расход кокса на 10-15%, повышает восстановительную способность доменных газов, обеспечивает более высокую производительность доменной печи. Наиболее эффективным оказалось применение природного газа в сочетании с высокотемпературным дутьем, обогащенным кислородом.
Подготовка руды к плавке
В настоящее время для выплавки чугуна используют лишь около 5% сырой железной руды; 95% всей руды до плавки подвергают предварительной подготовке. Подготовка железной руды является одним из эффективных направлений в совершенствовании доменного производства и дает возможность использовать более бедные руды. Подготовка руд включает дробление, сортировку и другие операции.
Дробление обеспечивает нужную степень измельчения руды. Для плавки в доменной печи размер кусков руды должен составлять 10-18 мм, для агломерации – менее 5-10 мм, для магнитного обогащения – 0,1 мм.
Сортировку руды по классам крупности при размерах кусочков более 1-3 мм проводят на механических грохотах. Для более тонко измельченных материалов используют гидравлическую классификацию. Разделяемый материал подают вместе с водой в специальные устройства, где крупные зерна быстрее оседают, отделяясь от более мелких. В устройствах типа гидроциклон разделение частиц по крупности происходит под действием центробежной силы.
Усреднение материалов по химическому составу и свойствам необходимо для обеспечения ровного хода доменной печи. Одним из основных методов усреднения руды является ее послойная укладка в штабеля большой емкости.
Обогащение руды приобретает все большее значение. В настоящее время до плавки обогащают около 80% всей руды. Это связано с использованием все более бедных руд, а также руд с тонковкрапленными в пустой породе рудными зернами. Так, например, в результате обогащения бедных криворожских железистых кварцитов с 20-45% Fe получают концентраты с 60-65% Fe. Основным способом обогащения железной руды в нашей стране является магнитный. Сущность сухой магнитной сепарации состоит в том, что тонкоизмельченную руду помещают в магнитное поле, где магнитные частицы руды отделяются от пустой породы. При мокрой сепарации руда при воздействии на нее магнитного поля одновременно промывается водой. Этот способ более гигиеничен, чем предыдущий, при котором выделяется много пыли. Магнитное обогащение можно непосредственно использовать только для так называемых сильномагнитных магнетитовых и титаномагнетитовых руд. Для других руд – средне- и слабомагнитных – перед обогащением производят магнетизирующий обжиг.
Среди других методов обогащения наиболее распространен гравитационный: отсадка и разделение в тяжелых суспензиях (взвесях), в которых рудный минерал тонет, а частицы пустой породы всплывают.
Для удаления рыхлой песчаной и глинистой пустой породы применяют также наиболее простой и дешевый способ – промывку водой.
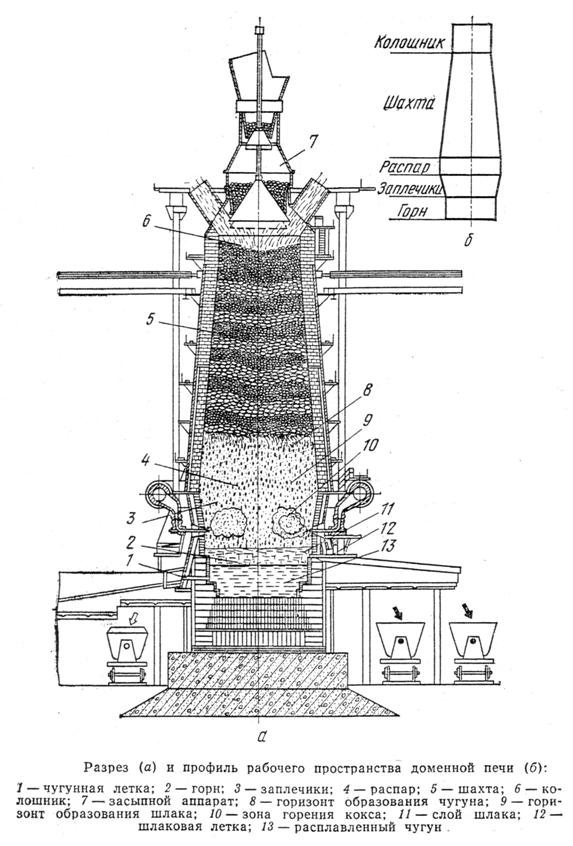
Устройство доменной печи
Доменная печь – вертикальная печь шахтного типа. Ее высота (до 35 м) примерно в 2,5-3 раза больше диаметра. (см.ПРИЛОЖЕНИЕ 1. Устройство доменной печи)

Стенки печи выкладывают из огнеупорных материалов – в основном из шамота. Нижнюю часть горна и его основание (лещадь) выполняют из особо огнеупорных материалов – углеродистых (графитизированных) блоков. Для повышения стойкости огнеупорной кладки в ней устанавливают (примерно на ¾ высоты печи) металлические холодильники, по которым циркулирует вода. Для уменьшения расхода воды (для крупных печей до 70000 м3 в сутки) применяют испарительное охлаждение, основанное на том, что поглощаемое тепло используется для парообразования.
Кладка печи снаружи заключена в стальной кожух толщиной до 40 мм. Для уменьшения нагрузки на нижнюю часть печи ее верхнюю часть (шахту) сооружают на стальном кольце, опирающемся на колонны.
С увеличением полезного объема (рабочего пространства) доменных печей повышается их экономичность.
Современные крупные доменные печи имеют объем 2000-3000 м3. На Криворожском заводе с 1974 г. работает печь объемом 5000 м3. Воздух для горения топлива вдувается через 14-36 фурм в верхнюю часть горна печи. В современную доменную печь для выплавки 1 т чугуна вдувается около 3000 м3 воздуха; его расход на крупных печах достигает 6000-7000 м3/мин, что обеспечивается быстроходными турбовоздуходувными машинами (3500-4500 об/мин). Воздух нагревается в специальных воздухонагревателях. Каждую доменную печь обслуживают три-четыре автоматически переключающихся воздухонагревателя.
Виды чугуна
Углерод в чугуне может содержаться в виде цементита (Fe3C) или графита. Цементит имеет светлый цвет, обладает большой твердостью и трудно поддается механической обработке. Графит, наоборот, темного цвета и достаточно мягок. В зависимости от того, какая форма углерода преобладает в структуре, различают: белый, серый, ковкий и высокопрочные чугуны. Чугуны содержат постоянные примеси (Si, Mn, S, P), а в некоторых случаях также легирующие элементы (Cr, Ni, V, Al и др.).
Белый чугун — вид чугуна, в котором углерод в связанном состоянии находится в виде цементита, в изломе имеет белый цвет и металлический блеск. В структуре такого чугуна отсутствуют видимые включения графита и лишь незначительная его часть (0,03-0,30 %) обнаруживается тонкими методами химического анализа или визуально при больших увеличениях. Отливки белого чугуна обладают износостойкостью, относительной жаростойкостью и коррозионной стойкостью. Прочность белого чугуна снижается, а твердость увеличивается с увеличением содержания в нём углерода.
Белый чугун очень тверд, почти не поддается механической обработке и поэтому не применяется для изготовления деталей, а используется для переделки в сталь и для изготовления деталей из ковкого чугуна. Такой чугун называется также передельным.
Серый чугун – сплав железа, кремния (от 1,2- 3,5 %) и углерода, содержащий также постоянные примеси Mn, P, S. В структуре таких чугунов большая часть или весь углерод находится в виде графита пластинчатой формы. Излом такого чугуна из-за наличия графита имеет серый цвет. Отдельной разновидностью (группой марок) серого чугуна является высокопрочный чугун с графитом глобулярной (шаровидной) формы, что достигается путем его модифицирования магнием (Mg), церием (Ce) или другими элементами.
Серый чугун характеризуется высокими литейными свойствами (низкая температура кристаллизации, текучесть в жидком состоянии, малая усадка) и служит основным материалом для литья. Он широко применяется в машиностроении для отливки станин станков и механизмов, поршней, цилиндров.
Высокая хрупкость, свойственная серым чугунам вследствие наличие в их структуре графита, делает невозможным их применение для деталей, работающих в основном «на растяжение» или «на изгиб»; чугуны используются лишь при работе «на сжатие».
Серый чугун маркируется буквами СЧ, после которых указывают гарантированное значение предела прочности в кг/мм², например СЧ30. Высокопрочные чугуны маркируются буквам ВЧ, после которых указывают прочность и, через тире, относительное удлинение в процентах, например ВЧ60-2.
Ковкий чугун – условное название мягкого и вязкого чугуна, получаемого из белого чугуна отливкой и дальнейшей термической обработкой. Используется длительный отжиг, в результате которого происходит распад цементита с образованием графита, то есть процесс графитизации, и поэтому такой отжиг называют графитизирующим.
Ковкий чугун, как и серый, состоит из сталистой основы и содержит углерод в виде графита, однако графитовые включения в ковком чугуне иные, чем в обычном сером чугуне. Разница в том, что включения графита в ковком чугуне расположены в форме хлопьев, которые получаются при отжиге, и изолированны друг от друга, в результате чего металлическая основа менее разобщена, и чугун обладает некоторой вязкостью и пластичностью. Из-за своей хлопьевидной формы и способа получения (отжиг) графит в ковком чугуне часто называют углеродом отжига. Ковкий чугун получил свое название из-за повышенной пластичности и вязкости (хотя обработке давлением не подвергается).
Ковкий чугун обладает повышенной прочностью при растяжении и высоким сопротивлением удару. Из ковкого чугуна изготовляют детали сложной формы: картеры заднего моста автомобилей, тормозные колодки, тройники, угольники и т. д.
Маркируется ковкий чугун двумя буквами и двумя числами, например КЧ 370-12. Буквы КЧ означают ковкий чугун, первое число—предел прочности (в МПа) на разрыв, второе число — относительное удлинение (в процентах), характеризующее пластичность чугуна.
Высокопрочный чугун – чугун, имеющий графитные включения сфероидальной формы. Графит сфероидальной формы имеет меньшее отношение его поверхности к объему, что определяет наибольшую сплошность металлической основы, а следовательно, и прочность чугуна.
Высокопрочный чугун наиболее часто применяется для изготовления изделий ответственного назначения в машиностроении, а также для производства высокопрочных труб (водоснабжение, водоотведение, газо-, нефте-проводы). Изделия и трубы из Высокопрочного чугуна отличаются высокой прочностью, долговечностью, высокими эксплуатационными свойствами.
Классификации чугуна
В зависимости от содержания углерода серый чугун подразделяется на:
1. доэвтектический (2,14-4,3% углерода),
2. эвтектический (4,3%) и
3. заэвтектический (4,3-6,67%).
В промышленности разновидности чугуна маркируются следующим образом:
1. передельный чугун – П1, П2;
2. передельный чугун для отливок (передельно-литейный) – ПЛ1, ПЛ2,
3. передельный фосфористый чугун – ПФ1, ПФ2, ПФ3,
4. передельный высококачественный чугун – ПВК1, ПВК2, ПВК3;
5. чугун с пластинчатым графитом – СЧ (цифры после букв «СЧ», обозначают величину временного сопротивления разрыву в кгс/мм);
6. антифрикционный чугун
a. антифрикционный серый – АЧС,
b. антифрикционный высокопрочный – АЧВ,
c. антифрикционный ковкий – АЧК;
7. чугун с шаровидным графитом для отливок – ВЧ (цифры после букв «ВЧ» означают временное сопротивление разрыву в кгс/мм и относительное удлиненние (%);
8. чугун легированный со специальными свойствами – Ч.
По прочности чугун подразделяют на:
1. Обыкновенной прочности < 20 кГ/мм2
2. Повышенной прочности = 20-38 кГ/мм2
3. Высокой прочности > 38кГ/мм2
Производство стали
Сталями называют сплавы железа с углеродом и некоторыми другими химическими элементами. Содержание углерода в сталях может доходить до 2,14. Однако в сталях, применяемых в машиностроении и строительстве, углерода содержится не более 1,3%.
Стали обладают высоким, наследуемым от железа, модулем упругости. Кроме комплекса этих важных для работоспособности деталей свойств, стали могут обладать и рядом других ценных качеств, делающих их универсальным материалом. При соответствующем легировании и технологии термической обработки сталь становится либо износостойкой, либо коррозионно-стойкой, либо жаростойкой и жаропрочной, а также приобретает особые магнитные, тепловые или упругие свойства. Сталям свойственны также хорошие технологические свойства. К тому же они сравнительно недороги. Благодаря этим достоинствам стали - основной металлический материал промышленности. Разработано около 2000 марок сталей и сплавов на основе железа.
Материалы для выплавки стали
В качестве исходных материалов при производстве стали используются жидкий или твердый чугун, металлолом, а также раскислители, легирующие и шлакообразующие материалы. В зависимости от наличия в данном регионе или на данном заводе тех или иных материалов (в первую очередь жидкого чугуна) сталь производят в конвертерах, мартеновских или электродуговых печах: при наличии жидкого чугуна - в конвертерах или мартеновских печах, при его отсутствии - в мартеновских или электродуговых печах.
При переделе чугуна и металлолома в сталь решаются несколько основных задач: плавление и нагрев шихты до необходимой температуры, легирование и получение из жидкой стали стального слитка или непрерывно литой заготовки.
В своей основе производство стали процесс окислительный, так как в его ходе требуется прежде всего окислить избыток углерода (содержание последнего в стали значительно ниже, чем в чугуне) и примеси.
Основные способы получения стали
Сталеплавильные агрегаты для производства стали различаются между собой по источнику энергии, необходимой для нагрева металла до требуемой температуры. В конвертерах нагрев происходит за счет тепла, выделяющегося при окислении железа, углерода и других примесей, в мартеновских печах – за счет тепла горения жидкого (мазут) или газообразного (природный газ) топлива, в электродуговых печах - за счет подводимой электроэнергии.
Производство стали в мартеновских печах
В мартеновской печи источником тепла для разогрева, плавления и дальнейшего нагрева металла является жидкое (мазут) или газообразное (природный и коксовый газ) топливо или их смесь. Для сжигания топлива используется предварительно нагретый воздух или воздух, обогащенный кислородом до 28-35%. Образующееся в рабочем пространстве печи пламя излучает тепло либо непосредственно на ванну, либо на свод печи, от которого тепло отражается на ванну и нагревает материалы.
Принцип работы мартеновской печи, отапливаемой газом, заключается в следующем: через нагретые регенераторы справа в печь по раздельным каналам поступают газ и воздух. В печи происходит горение топлива. Факел, образующийся в результате горения, должен иметь хорошие настильность (стелиться над поверхностью ванны) и светимость. Настильность улучшает конвективный нагрев ванны, а светимость обеспечивает передачу тепла излучением непосредственно на ванну или отражением от свода. Продукты горения отводятся в трубу с левой стороны печи через шлаковики для осаждения пыли, далее через регенераторы (для их нагрева) и систему боровов, включающих клапаны и шиберы. Через некоторое время правые регенераторы, отдавая тепло на нагрев газа и воздуха, остывают, а левые - нагреваются отходящими газами. Тогда производят перекидку клапанов, т. е. закрывая одни клапаны и открывая другие, изменяют направление движения газов в печи: топливо и воздух подаются слева, а продукты горения отводятся вправо. Иначе говоря, мартеновская печь работает реверсивно: факел создается то с одной, то с другой стороны. Все элементы мартеновских печей футерованы огнеупорными материалами. В общем случае можно выделить следующие периоды мартеновской плавки: заправку, завалку, прогрев, заливку чугуна, плавление, кипение, предварительное раскисление, выпуск.
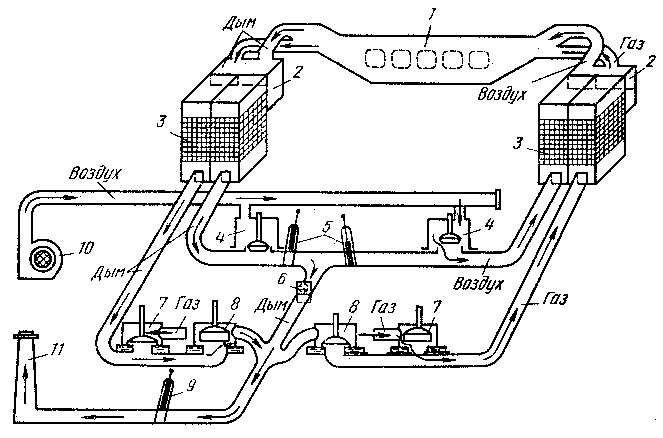
Схема мартеновской печи, работающей с использованием газообразного топлива: 1 - рабочее пространство; 2 - шлаковики; 3 - регенераторы; 4 - воздушные клапаны; 5, 9 - дымовые шиберы: 6 - 8 - газовые клапаны; 10-вентилятор; 11-дымовая труба
Сравнение мартеновского с конвертерным производством показывает, что производительность труда в мартеновских печах заметно ниже, выше расход огнеупоров, значителен расход дефицитного топлива.
В настоящее время мартеновский способ производства стали практически вытеснен гораздо более эффективным кислородно-конвертерным способом (около 63% мирового производства), а также электроплавкой (более 30%). Начиная с 1970-х годов новые мартеновские печи в мире более не строятся. По результатам 2008 года на мартеновский способ производства приходится 2,2 % мировой выплавки стали. Так, объем выпуска мартеновской стали в России упал с 52% в 1990 до 22% в 2003 году и 16,5% в 2008 году. Наибольший удельный вес выплавки стали мартеновским способом в мире по результатам 2008 года наблюдался на Украине (свыше 40%).
Производство стали в конвертерах
Сущность производства стали в конвертерах заключается в том, что при вдувании газообразного кислорода в металл происходит окисление железа, углерода, кремния и марганца.В результате протекания этих реакций выделяется тепло, обеспечивающее не только нагрев металла, но и возможность перерабатывать до 30 % металлолома. Продукты реакции окисления железа, марганца и кремния образуют первичный шлак, который может интенсивно растворять футеровку. Для предотвращения разрушения футеровки в конвертер добавляют известь. Шлак с высоким содержанием СаО слабо взаимодействует с футеровкой. Кроме того, такой шлак обеспечивает рафинирование стали от фосфора и частично от серы.
В настоящее время при производстве стали применяется два типа конвертеров: с продувкой кислородом сверху и с комбинированной продувкой. На рисунке ниже приведена схема конвертера с верхней продувкой. Конвертер представляет собой металлический сварной кожух, футерованный внутри. В качестве огнеупорного материала используется обычно смолодоломитовый кирпич. Футеровка конвертера работает в тяжелых условиях. На нее воздействуют высокие температуры, колебания, механические удары кусков твердых загружаемых материалов. Стойкость футеровки достигает 1000 и более плавок.
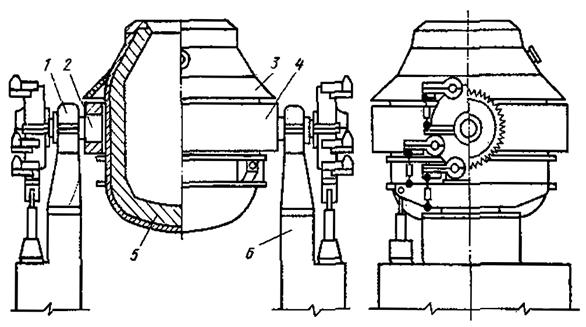
Рис. Общий вид конвертера с верхней продувкой: 1 - опорный подшипник; 2- цапфа; 3 - кожух; 4 - опорное кольцо,5-футеровка, 6- опорная станина
Можно выделить три основных периода в конвертерном производстве стали: загрузку шихтовых материалов, продувку кислородом и выпуск плавки. Загрузку конвертера обычно начинают с завалки металлолома из специальных лотков с помощью завалочной машины. Для этого конвертер наклоняют в положение рис. а. Затем в конвертер заливается чугун, рис. б. После этого конвертер возвращают в вертикальное положение и начинают добавку шлакообразующих материалов (главным образом, извести) рис. в. Одновременно, в конвертер опускают кислородную фурму и начинают продувку техническим кислородом, рис. г. По ходу продувки продолжают добавку шлакообразующих.
Высокая интенсивность продувки кислородом обеспечивает циркуляцию металла и его перемешивание со шлаком. Длительность продувки составляет 12-16 мин. Окончание продувки определяется по количеству введенного кислорода с учетом количества и состава шихтовых материалов.
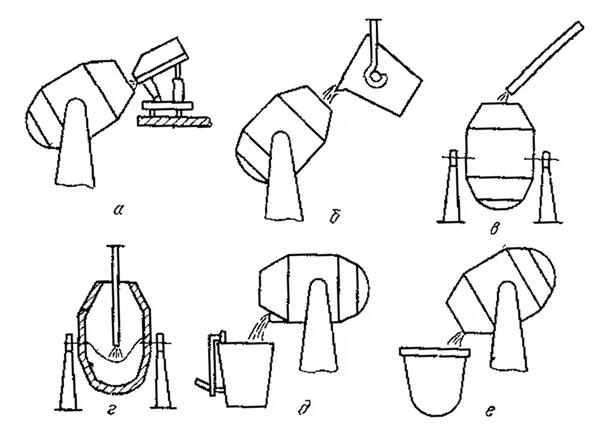
Рис. Схема технологии производства стали в конвертере: а – завалка скрапа; б – заливка чугуна; в – загрузка шлакообразующих материалов; г – продувка металла кислородом; д – выпуск стали через летку; е – слив шлака через горловину
Температура расплава в первые минуты продувки практически не изменяется, так как все тепло, выделяющееся в результате окислительных реакций, расходуется на плавление металлолома. После окончания его плавления наблюдается непрерывное повышение температуры расплава. После окончания продувки кислородную фурму поднимают и в металл сверху (параллельно кислородной фурме) вводят зонд для автоматического отбора пробы на экспресс-анализ и измерения температуры. Если состав металла и его температура соответствуют требованиям, приступают к выпуску плавки, если нет производят корректировку состава. В том случае, если анализ показал повышенное (по сравнению с маркой стали) содержание углерода или недостаточную температуру, то производят додувку плавки. Если же содержание углерода ниже требуемого, в ковш вместе с выпускаемым металлом добавляют графит или молотый кокс в необходимых количествах. Выпуск плавки производят в специальный сталеразливочный ковш через летку, рис. 2. д. В ходе выпуска стремятся полностью исключить попадания в ковш вместе с металлом конвертерного шлака. А для предотвращения быстрого охлаждения металла в ковше туда добавляют специальную теплоизолирующую смесь или синтетический шлак. Кроме того, при необходимости в ковш по ходу выпуска стали добавляют раскислители легирующие. Конвертерный шлак сливают в шлаковую чашу, рис. е.
Применение комбинированной продувки за счет более интенсивного перемешивания металла и шлака способствует улучшению рафинирования стали и увеличению выхода годного за счет устранения выбросов и снижения окисления железа в шлак.
Кислородно-конвертерный процесс является самым производительным из всех процессов производства стали. Современный конвертерный цех с двумя конвертерами (один – в работе, другой – в ремонте) обеспечивает производство до 5 млн. т стали в год. Себестоимость стали включает стоимость шихтовых материалов, раскислителей и легирующих добавок, кислорода, огнеупоров, амортизационные расходы, зарплату и т.п. Основной статьей себестоимости является стоимость металлической части шихты. Поэтому борьба за уменьшение потерь металла при переделе (за счет выбросов и выносов) является существенным резервом снижения себестоимости стали.
Качество стали в первую очередь определяется содержанием вредных примесей, таких как фосфор и сера, поступающих вместе с чугуном; водород и азот, попадающих в металл с ломом и из атмосферы. Благоприятные условия рафинирования стали в конвертере и отсутствие в процессе производства контакта с водородом и азотом позволяют производить сталь самого высокого качества.
Производство стали в дуговых электропечах
Нагрев материалов в электродуговой печи осуществляется за счет тепла, выделяющегося при горении электрической дуги.
Схема печи представлена на рисунке ниже. Печь состоит из кожуха, выполненного из 10-40-мм листового железа, свода и механизмов их поворота, электрододержателей, электродов и механизмов их перемещения, механизма для наклона печи и трансформатора. Кожух состоит из двух половин - сфероидального днища и цилиндрических стен. В кожухе имеются рабочее окно для заправки печи и введения различных добавок и сливной желоб, по которому металл выпускают в ковш. Для этого печь с помощью специального механизма наклоняется на 40-45°, Этот же механизм обеспечивает наклон печи в сторону рабочего окна на 10-15° для облегчения скачивания шлака.

Схема дуговой электропечи: 1 - свод; 2 - стены; 3 - желоб; 4 – сталевыпускное отверстие; 5 – электрическая дуга; 6 – подина; 7 – рабочее окно; 8 - заслонка; 9 – электроды; 10 – шлак; 11 – металл.
Загрузка шихтовыми материалами электродуговых печей происходит сверху с помощью специальных корзин. С этой целью поднимаются электроды, приподнимается свод и затем либо свод отводится в сторону, либо корпус печи выкатывается из-под свода. После этого в рабочее пространство из корзины (бадьи) загружают металлолом, чугун и другие необходимые для начала плавки материалы. Электродуговые печи широко распространены не только на металлургических, но и на машиностроительных заводах.
Основной составляющей себестоимости при производстве легированной стали является стоимость ферросплава. Например, при выплавке нержавеющих или быстрорежущих сталей на свежей шихте стоимость ферросплавов может составлять 95-99% от себестоимости стали. При переплаве легированных отходов себестоимость стали значительно снижается за счет уменьшения расхода ферросплавов. В целом себестоимость электростали одной и той же марки незначительно выше, чем конвертерной стали.
Классификации сталей
Стали классифицируют по химическому составу, качеству, структуре, прочности, назначению, степени раскисления (раскисление – процесс удаления из жидкого металла кислорода, проводимый с целью предотвращения хрупкого разрушения стали при горячей деформации).
По химическому составу стали классифицируют на углеродистые и легированные. В зависимости от концентрации углерода те и другие подразделяют на низко углеродистые (< 0,3 % С), среднеуглеродистые низкоуглеродистые (<0,3 % С), среднеуглеродистые (0,3-0,7 % С) и высокоуглеродистые (> 0,7 %С).
По качеству стали, классифицируют на обыкновенного качества, качественные, высококачественные. Под качеством стали понимается совокупность свойств, определяемых металлургическим процессом ее производства. Однородность химического состава, строения и свойства стали, а также её технологичность во многом зависят от содержания газов (водорода, кислорода) и вредных примесей – серы и фосфора. Стали обыкновенного качества бывают только углеродистыми (до 0,5 % С), качественные и высококачественные – углеродистыми и легированными.
По степени раскисления и характеру затвердевания стали классифицируют на спокойные, полуспокойные и кипящие.
Спокойные стали раскисляют марганцем, кремнием и алюминием. Они содержат мало кислорода и затвердевают спокойно без газовыделения. Кипящие стали раскисляют только марганцем. Перед разливкой в них содержится повышенное количество кислорода, который при затвердевании, частично взаимодействуя с углеродом, удаляется в виде СО. Выделение пузырей СО создает впечатление кипения стали, с чем и связано ее название. Полуспокойные стали по степени раскисления занимают промежуточное положение между спокойными и кипящими.
Классификация сталей по химическому составу
По химическому составу стали подразделяют на
1. углеродистые и
2. легированные.
Углеродистые cтали
На долю углеродистых сталей приходится 80 % от общего объема. Это объясняется тем, что углеродистые стали дешевы и сочетают удовлетворительные механические свойства с хорошей обрабатываемостью резанием и давлением. При одинаковом содержании углерода по обрабатываемости резанием и давлением они значительно превосходят легированные стали. Однако углеродистые стали менее технологичны при термической обработке.
Углеродистые конструкционные стали выпускают двух видов: обыкновенного качества и качественные.
Углеродистые cтали обыкновенного качества выпускают в виде проката (прутки, балки, листы, уголки, трубы, швеллеры и т.п.) в нормализованном состоянии. В углеродистых сталях обыкновенного качества допускается содержание вредных примесей, а также газонасыщенность и загрязнённость неметаллическими включениями. И в зависимости от назначения и комплекса свойств подразделяют на группы: А, Б, В. Стали маркируются сочетанием букв Ст и цифрой (от 0 до 6), показывающей номер марки, а не среднее содержание углерода в ней, хотя с повышением номера содержание углерода в стали увеличивается.
Стали группы А используют для изделий, изготовление которых не сопровождается горячей обработкой. В этом случае они сохраняют структуру нормализации и механические свойства, гарантируемые стандартом. Ее широко применяют в строительстве для изготовления металлоконструкций, в сельском хозяйственном машиностроении (валики, оси, рычаги, изготовляемые холодной штамповкой, а также цементируемые детали: шестерёнки, порневые пальцы).
Стали группы Б применяют для изделий, изготавливаемых с применением горячей обработки (ковка, сварка и в отдельных случаях термическая обработка), при которой исходная структура и механические свойства не сохраняются. Для таких деталей важны сведения о химическом составе, необходимые для определения режима горячей обработки.
Стали группы В дороже, чем стали групп А и Б, их применяют для ответственных деталей (для производства сварных конструкций).
Углеродистые стали обыкновенного качества (всех трех групп) предназначены для изготовления различных металлоконструкций, в строительстве при изготовлении железобетонных конструкций, а также слабонагруженных деталей машин и приборов. Эти стали, используются, когда работоспособность деталей и конструкций обеспечивается жесткостью.
Способностью к свариванию и к холодной обработке давлением отвечают стали групп Б и В номеров 1-4, поэтому из них изготавливают сварные фермы, различные рамы и строительные металлоконструкции, кроме того, крепежные изделия, часть из которых подвергается цементации.
Углеродистые качественные стали. Эти стали характеризуются более низким, чем у сталей обыкновенного качества, содержанием вредных примесей и неметаллических включений. Их поставляют в виде проката, поковок и других полуфабрикатов с гарантированным химическим составом и механическими свойствами.
Маркируют их двухзначными числами: 08, 10, 15, 20, 60, обозначающими среднее содержание углерода в сотых долях процента. Например, сталь 10 содержит в среднем 0,10 % С, сталь 45 - 0,45 % С и т.д.
Качественные стали находят многостороннее применение в технике, так как в зависимости от содержания углерода и термической обработки обладают разнообразными механическими и технологическими свойствами.
В машиностроении углеродистые качественные стали, используются для изготовления деталей разного, чаще всего неответственного назначения и являются достаточно дешевым материалом. В промышленность эти стали поставляются в виде проката, поковок, профилей различного назначения с гарантированным химическим составом и механическим свойствами. Качественные стали широко применяются в машиностроении и приборостроении, так как за счет разного содержания углерода в них, а соответственно и термической обработки можно получить широкий диапазон механических и технологических свойств.
Легированные стали и сплавы
Прочность, вязкость, жаро- и хладостойкость, а также коррозионная стойкость углеродистых сталей являются недостаточными для многих высоконагруженных деталей машин и строительных конструкций; инструменты из углеродистой инструментальной стали тверды, но не выдерживают повышенной скорости резания, так как размягчаются при нагреве уже до температуры 250C, кроме того, они хрупкие. Прокаливаемость углеродистой стали также невелика в связи с большой критической скоростью закалки.
Таким образом, углеродистая сталь часто не отвечает повышенным требованиям машиностроения и инструментального производства. Вводимые в сталь легирующие элементы улучшают ее механические, физические и химические свойства. Выше было сказано, что для легирования стали, применяют хром, никель, марганец, кремний, вольфрам, молибден, ванадий, кобальт, титан, алюминий, медь и другие элементы.
Марганец считается легирующим компонентом при массовом содержании более 1 %, а кремний – более 0,8 %. Большинство легированных сталей приобретают высокие физико-механические свойства лишь после термической обработки.
По суммарному массовому содержанию легирующих элементов сталь делится на низколегированную (суммарное содержание их менее 2,5 %, среднелегированную (от 2,5 до 10 %) и высоколегированную (более 10 %).
По отношению к углероду легирующие элементы разделяют на две группы:
1) элементы, образующие с углеродом устойчивые химические соединения, - карбиды (хром, марганец, молибден, вольфрам, ванадий, цирконий, титан); карбиды могут быть простыми, например, Cr4C, MoC, и сложными легированными - [(Fe, Cr)7] C3; (Fe, W)4C и др. Они твёрже карбида железа и менее хрупкие; 2) элементы, не образующие в стали карбидов и входящие в твёрдый раствор – феррит (никель, кремний, кобальт, алюминий, медь); они оказывают графитизирующее действие.
Легированная сталь также подразделяется на качественную (массовое содержание серы и фосфора не более 0,035 % каждого), высококачественную (не более 0,025 % каждого) и особовысококачественную (не более 0,015 % S и 0,025 % P), получаемую при рафинирующих переплавах.
Маркировка легированной стали.
В соответствии с ГОСТом для обозначения легирующих элементов приняты следующие буквы; Х – хром, Н – никель, Г – марганец, С – кремний, В – вольфрам, М – молибден, Ф – ванадий, К – кобальт, Т – титан, Ю – алюминий, Д – медь, П – фосфор, Р – бор, Б – ниобий, А – азот (ставить в конце маркировки запрещается), Е – селен, Ц – цирконий. Для обозначения легированной стали той или иной марки применяют определённое сочетание цифр и букв. Для стали конструкционной легированной принята маркировка, по которой первые две цифры указывают среднее массовое содержание углерода в сотых долях процента, если сталь содержит менее 0,1 % углерода, то первая цифра ноль, например 08, 05. Буквы в маркировке указывают наличие соответствующих легирующих элементов, а цифры, следующие за буквами, - процентное массовое содержание этих элементов в стали. Если за какой–либо буквой отсутствует цифра, то это значит, что сталь содержит данный элемент в количестве до 1,5 %, кроме элементов, присутствующих в малых количествах (для комплексно-легированных сталей).
Например, марка 35X обозначает хромовую сталь с массовым содержанием С около 0,35 % и Сr до 1,5 %; 45Г2 – марганцевую сталь с массовым содержанием С около 0,45 % и Мn около 2 %; марка 38ХН3МФА – сталь, содержащую 0,33-0,4 % С, 1,2-1,6 % Сr, 3,0-3,5 % Ni, 0,35-0,45 % Мо, 0,1-0,18 % V, а также 0,25-0,5 % Мn, не указанного по маркировке, букву А в конце маркировки используют для обозначения высококачественной стали.
Для обозначения особовысококачественной стали в конце маркировки ставят букву Ш (через дефис), например, 30ХГС-Ш.Для инструментальной легированной стали порядок маркировки по легирующим компонентам тот же, что и для конструкционных сталей, но содержание углерода указывается первой цифрой в десятых долях процента. Если цифра отсутствует, то сталь содержит около 1% углерода.
Некоторые стали специального назначения имеют особую маркировку из букв, которые ставятся впереди цифр: А – автоматная, Ш – шарикоподшипниковая, Р – быстрорежущая, Е – магнитотвердая, Э – электротехническая, Св – сварочная, Нп – наплавочная и т.д.
Классификация сталей по назначению и применению
По назначению и применению сталь подразделяют на:
1. конструкционные (общего и специального назначения и с особыми свойствами) и
2. инструментальные.
Конструкционные стали
В конструкционных сталях выделяют строительные и машиностроительные низколегированные стали, а также улучшаемые, цементируемые стали и стали повышенной обрабатываемости резанием (автоматные стали). К конструкционным сталям специального назначения и сталям с особыми свойствами относятся шарикоподшипниковые, рессорно-пружинные, высокопрочные, коррозионно-стойкие, жаростойкие и жаропрочные, сварочные и наплавочные стали, стали с особыми магнитными, электрическими и тепловыми свойствами, котельные, корпусные стали для судостроения и прочие.
Инструментальные стали
Инструментальные стали предназначены для изготовления инструментов, применяемых в процессе металлообработки, а также для измерений. Эти материалы подразделяются на инструментальные стали, твердые сплавы и особо твердые материалы. По назначению инструментальные материалы классифицируются на материалы для режущего, штампового и измерительного инструментов.
Эти стали используются для изготовления инструментов, подвергаемых поверхностной (местной) закалке: пилы, зубила, штемпели, ножи для холодной и горячей резки, обрезные матрицы и пуансоны и т. п. Некоторые стали имеют специальное применение: сталь 13Х предназначена главным образом для бритвенных ножей и лезвий, хирургического и гравировального инструмента; сталь В2Ф предназначена для ленточных пил и ножовочных полотен для резки сталей средней твердости, по работоспособности превосходящая стали типа 9ХФ в 1,5–2 раза. Сталь ХВ4Ф отличается особо высокой твердостью и износостойкостью благодаря присутствию W6C, который не растворяется при температуре закалки. Эту сталь называют алмазной и из неё изготовляют резцы и фрезы для обработки с небольшими скоростями материалов с высокой поверхностной твердостью.
Список используемой литературы:
1. Арзамасов Б.Н. Материаловедение. М.: Изд-во МГТУ им. Н. Э. Баумана, 2003
2. Байер B.E., Архитектурное материаловедение. Архитектура-С, 2005
3. Колесов С.Н. Материаловедение и технология конструкционных материалов. М. Высш шк., 2004
4. Кузьмин Б. А. и др. Металлургия. Металловедение и конструкционные материалы. М.: Высшая школа, 1977
5. Лахтин Ю.М., Леонтьева В.П. Материаловедение. М.: Машиностроение, 1990.
6. Мезенин Н.А. Занимательно о железе. М. «Металлургия», 1972.
7. Ройтман И.А., Кузьменко В.И. Основы машиностроения в черчении. М.: Гуманит. изд. центр ВЛАДОС, 2000
ПРИЛОЖЕНИЯ
ПРИЛОЖЕНИЕ 1. Устройство доменной печи
ПРИЛОЖЕНИЕ 2. Схемы устройства сталеплавильных печей
Схема устройства мартеновской печи

Схема устройства конвертора

Схема устройства электропечи

ПРИЛОЖЕНИЕ 3. Схема организации производства стали

 (zip - application/zip)
(zip - application/zip)









