












1.Конструктивно-технологический анализ сборочной единицы
1.1 Описание конструкции сборочной единицы и взаимосвязи ее с другими сборочными единицами, составляющими агрегат
Объектом сборки является межгондольная перегородка. Перегородка состоит из поясов, стенки и стоек. Все детали изготовлены из материала Д16-АМ и соединены между собой заклепками и болтами.
Межгондольная перегородка является частью каркаса, которая разделяет две гондолы и служит жесткостью каркаса.
Собираемый объект представляет собой плоский узел. Узел является технологичным для сборки, т.к. имеет простую форму, доступ с двух сторон для выполнения соединений, не требует сложного приспособления.
1.2 Оценка технологичности конструкции с использованием соответствующих ГОСТов
Технологичность - свойство конструкции, заложенное в ней при проектировании и позволяющей получить наиболее рациональными способами изделие с высокими эксплутационными качествами при наименьших затратах труда, средств и материалов.
Технологичность определяют по ряду показателей, которые зависят от вида изделия, специфики и сложности конструкции, объема выпуска, типа производства и т.д.
Таким образом, показатели технологичности для каждой конструкции может быть своим. В то же время ГОСТ 14.203-73 устанавливает ряд общих требований, предъявляемых с точки зрения технологичности к сборочным единицам и входящим в них деталям.
Требования к составу изделия:
- сборочная единица должна расчленяться на рациональное число составных частей.
- конструкция сборочной единицы должна обеспечивать возможность компоновки из стандартных и унифицированных частей.
- сборка изделия не должна обуславливать применения сложного технологического оснащения.
- виды используемых соединений, их конструкции и месторасположение должны соответствовать требованиям механизации и автоматизации сборочных работ.
- конструкция сборочной единицы должна предусматривать базовую составную часть, которая является основой для расположения остальных частей.
- компоновка конструкции сборочной единицы должна позволять производить сборку при неизменном базировании составных частей.
- в конструкции базовой составной части необходимо предусматривать возможность использования конструкторских баз в качестве технологических и измерительных.
- компоновка сборочной единицы должна обеспечивать общую сборку без промежуточной разборки и повторных сборок составных частей.
- компоновка составных частей сборочной единицы должна обеспечивать удобный доступ к местам, требующим контроля, регулировки и проведения других работ.
Требования к конструкции соединений составных частей:
- количество поверхностей и мест соединения составных частей в общем случае должно быть наименьшим.
- места соединений составных частей должны быть доступны для механизации сборочных работ и контроля качества соединений.
- соединение составных частей не должно требовать сложной и необоснованно точной обработки сопрягаемых поверхностей.
- конструкции соединений составных частей не должны требовать дополнительной обработки в процессе сборки.
Для оценки технологичности деталей, входящих в конструкцию, можно выделить следующие основные требования (ГОСТ14.204-73):
а)требовать минимального количества занятых на производстве рабочих, оборудования, материалов.
б)не требовать трудоёмкой и длительной подготовки производства, значительных капитальных затрат, больших производственных площадей, сложных и трудоёмких производственных операций.
в)обеспечить соединение деталей в сборочной единице без пригонок и доделок.
г)обеспечить возможность параллельной сборки.
Сборка межгондольной перегородки технологична, т.к.:
а) Межгондольная перегородка рационально расчленена на элементы: пояса, стенки, стойки. Данные элементы имеют линейчатые поверхности, изготавливающиеся методами, обеспечивающими взаимозаменяемость.
б) Элементы собираются в сборочном приспособлении в единое целое и образуют межгондольную перегородку; применение сборочного приспособления обеспечивает точность сборки пр и минимальных трудовых и материальных затрат.
в) В конструкции перегородки используется легкообрабатываемый материал: Д16-АМ.
г) В конструкции широко используется нормализованные и стандартные детали (заклёпки и т.д.).
1.3 Разработка технических условий на изготовление сборочной единицы
Технические условия на агрегаты составляются, как правило, конструктором, его спроектировавшим; на отсеки, панели, узлы, входящие в агрегат - технологом. Технолог решает в основном вопросы сборочной готовности и требуемой точности подсборок.
Требования, предъявляемые к поступающим сборочным единицам, состоят из требований по общей взаимозаменяемости и требований, связанных с применяемым методом базирования, и процессов сборки. Требования общей взаимозаменяемости к сборочным единицам предусматривают: соответствие их размеров и формы данным чертежа, соблюдение в пределах допусков их фактических размеров, наличие предусмотренных припусков для последующей обработки в ходе или после процесса сборки использование материалов требующих марок, обеспечивающего требуемого качества поверхностей и заданной массы.
Детали, поставляемые в цех сборки, должны по своим размерам выполняться в пределах технических условий:
1. отклонение от теоретического контура перегородки не более 1,5 мм.
2. Толщина деталей не должна отклоняться от допустимой 0,6+ /-0,1мм;
3. отклонение стоек от номинального положения не более 1мм.
5. стенки перегородки приходят на сборку обработанными по обводам и торцам и со сборочными отверстиями по стойкам, пояса поступают на сборку, окончательно обработанными.
6. для получения заданного взаимного расположения деталей используется сборочное приспособление с фиксаторами;
7. клепку и установку крепежных деталей вести согласно ТУ.
2. Выбор и обоснование метода сборки, схемы сборки узла, панели, секции и увязки оснастки
2.1 Выбор и обоснование метода сборки и схемы сборки
Сборка представляет собой совокупность технологических операций по установке деталей в сборочное положение и соединению их в узлы, панели, агрегаты и самолет в целом.
Последовательность выполнения сборных операций во многом зависит от конструкции, габаритов и жесткости собираемых деталей.
Существует несколько методов сборки, отличающихся видом применяемого при сборке инструмента, сборочных приспособлений и оборудования.
В начале выбираются методы, позволяющие в принципе собрать сборочную единицу исходя из ее конструктивных особенностей, например, сборка на наружний или внутренний контур требует компенсаторов, сборка по КФО предполагает, что детали будут жесткими, а сборка с использованием рубильника, предполагает, что деталь обшивки будут гибкими.
На втором этапе производится оценка ожидаемой точности сборки, этот прогноз сравнивается с допуском заданным конструктором.
На третьем этапе из выбранных методов сборки предпочтение наиболее экономичному.
Методы сборки характеризуются способами установки деталей во взаимно правильное положение. Методы сборки, в зависимости от способа базирования деталей, можно разделить на 2 группы:
1. Сборка без приспособления по базам, расположенным на входящих в сборочную единицу деталях (сборка на базовой детали, по разметке, по сборочным отверстиям)
2. Сборка в приспособлениях по базам, образованным поверхностями фиксаторов приспособления. При этом различают сборку с базированием на внешнюю поверхность обшивки, на внутреннюю поверхность обшивки, по поверхности каркаса, по координатно-фиксирующим отверстиям.
От метода сборки в значительной степени зависит возможность обеспечения точности собираемого объекта, сложность оснастки и трудоемкость сборки. Порядок выбора метода сборки может быть следующим:
1. По заданной в технических условиях точности на форму и размеры собираемого объекта выбирается несколько способов сборки, удовлетворяющих по точности. Наибольшую точность обвода можно получить при базировании на внешней поверхности обшивки. Наименьшую точность дает сборка по каркасу и сборочным отверстиям.
2. Из методов, удовлетворяющих требованиям по точности, выбирают те, которые наиболее приемлемы с точки зрения конструктивных особенностей сборочной единицы.
Технологическая схема сборки – это документ, укрупнено показывающий порядок выполнения работ по подсборкам и последовательность поступления в них деталей на каждом этапе; порядок подачи подсборок, а также отдельных деталей при окончательной сборке изделия.
Для межгондольной перегородки наиболее рациональными методами сборки, являются сборка в приспособлении на каркас по кфо.
Технологичность конструкций - совокупность свойств конструкций изделий. К общим технологическим требованиям относятся:
- простота форм поверхностей агрегатов – межгондольная перегородка имеет плоскую поверхность. Это обеспечивает простоту вычерчивания плазов, увеличивает количество однотипных деталей и снижает трудоемкость изготовления деталей и технологической оснастки.
- унификация - рациональное сокращение номенклатуры деталей одинакового назначения - приводит к увеличению объема выпуска.
- максимальное использование в конструкции материалов с хорошими техническими свойствами ( обрабатываемость резанием, штампуемость).
- наличие достаточных подходов к местам соединений, обеспечивающих удобство их выполнения (форма стапеля, простота в проектировании и изготовлении).
- ограничение количества применяемых марок материалов и их унификация.
Сборочные приспособления обеспечивают требуемое взаимное положение собираемых деталей, определение положения обрабатывающего инструмента относительно детали, придания формы недостаточно жестким деталям и узлам в процессе сборки. При этом создаются следующие преимущества по сравнению со сборкой по разметке; исключается разметка и пригонка деталей; ускоряется и облегчается процесс сборки; достигается взаимозаменяемость собираемых узлов и агрегатов; возможна механизация процесса сборки.
Этим объясняется широкое применение сборочных приспособлений на серийных заводах при производстве самолетов и вертолетов.
При сборке узлов и агрегатов в приспособлениях специфические способы базирования. Которые во многом зависят от месторасположения назначения собираемых деталей в изделии. Так, при базировании деталей определяющих внешние обводы агрегатов, в качестве баз используют поверхности деталей каркаса и обшивки, КФО, а при базировании стыковых узлов крепления оборудовании к элементам планера – отверстия под стыковые болты.
2.2 Составляющие номенклатуры сборочной оснастки и схемы увязки оснастки
Основным силовым элементом приспособления является рама, которая устанавливается на опоры и сваривается сваркой ГОСТ-14806-80. На раму устанавливаются фиксаторы и ложементы.
Схема увязки оснастки
1. Несмотря на большое разнообразие применяемых схем увязки все они состоят из некоторого ограниченного количества типовых схем переноса геометрических параметров с первоисточников увязки на технологическую оснастку, детали и сборные части изделий. Содержание схем увязки зависит от трех основных факторов:
- метода увязки;
- вида увязываемых геометрических параметров;
- типа увязываемых элементов оснастки, деталей и сборных частей изделий.
2. Метод увязки определяют вид применяемых первоисточников и средств увязки, которые, в свою очередь, определяют вид применяемых средств технологического оснащения.
3. Все увязываемые геометрические параметры можно свести к трем видам: поверхности (плоскости), отверстия и контуры. Наиболее часто в схемах увязки встречаются задачи по увязке геометрических параметров поверхностей и отверстий.
4. К увязываемым элементам оснастки в основном относятся:
- обводообразующие и фиксирующие элементы увязочной оснастки (шаблонов, макетов);
- обводообразующие элементы заготовительной и механической оснастки (формоблоков, штампов, гибочных и обтяжных пуансонов, контрольных приспособлений, комплектовочных стендов);
- базовые элементы сборочной оснастки (приспособлений для сборки узлов и секций, стапелей для сборки отсеков и агрегатов, разделочных стендов);
5. Все увязываемые составные части летательных аппаратов можно свести к некоторому ограниченному перечню типовых деталей и сборных частей, отличающихся содержанием схем переноса геометрических параметров.
6. К увязываемым типовым деталям в основном относятся:
- плоские детали из листа типа стенок, диафрагм, носков нервюр;
- объемные детали из листа типа окантовок, крышек, обтекателей;
- обшивки ординарной, двойной и знакопеременной кривизны;
- детали из прессованных профилей, изготавливаемые способами пластического деформирования;
- детали из прессованных профилей и плит, изготавливаемые с применением механической обработки;
- детали трубопровода.
7. К увязываемым типовым сборным частям в основном относятся:
- плоские каркасные узлы типа шпангоутов, нервюр, лонжеронов, полов, и перегородок;
- объемные узлы типа дверей, крышек люков, створок;
- панели ординарной, двойной и знакопеременной кривизны;
- секции и отсеки фюзеляжа, мотогондолы и воздухозаборника;
- секции и отсеки крыла и оперения;
- секции и отсеки предкрылков, закрылков, органов управления.
Это позволяет для каждой типовой детали и сборной части изделий создать типовые схемы переноса определенных видов геометрических параметров, при определенных методах их увязки.
8. Типовые схемы переноса геометрических параметров можно разработать заранее и компоновать из них различные схемы увязки. Для каждой типовой схемы можно определить точностные и экономические характеристики, определяющие область ее эффективного применения. В результате можно создать технологические модули увязки, представляющие собой типовые решения многократно повторяемых идентичных задач увязки представляет собой сложную трудоемкую задачу, решения которой должно быть предметом самостоятельных разработок.
9. При разработке схем увязки следует руководствоваться следующими основными положениями.
Схемы увязки должны разрабатываться на агрегаты планера летательных аппаратов: фюзеляж, крыло, стабилизатор, киль, воздухозаборник. В тех случаях, когда схемы увязки на агрегат получается громоздкими, их целесообразно разрабатывать на отдельные отсеки агрегатов (носовой, средний, хвостовой отсеки фюзеляжа; центральный, средний, концевой отсеки крыла), а также на предкрылки, закрылки и органы управления.
10. В схемы увязки следует включать только наиболее сложные обводообразующие детали и сборные части, а также элементы разъемов и стыков. На все остальные детали и сборные части изделий должны быть разработаны типовые схемы переноса геометрических параметров.
Эталонно-шаблонный метод основан на использовании объемного первоисточника формы и размеров – эталона поверхности. Перенос размеров на оснастку осуществляется методом слепка. Также применяется увязка с помощью шаблонов и эталонов. Для летательных аппаратов небольших размеров эталоны отсеков и агрегатов используется шире поскольку их применение существенно облегчает монтаж сборочного оборудования.
Схема увязки оснастки
![]() Теоретический чертеж
Теоретический чертеж
![]() Эталон поверхности (первоисточник)
Эталон поверхности (первоисточник)
Рабочие эталоны поверхности
Заготовительная оснастка Монтажный эталон
![]() Детали Сборочное
приспособление
Детали Сборочное
приспособление
![]()
Изделие
2.3 Расчет ожидаемой точности сборки по принятому варианту
На завершающей стадии технологического процесса необходимо провести расчет ожидаемой точности сборки изделия и результат сопоставить с заданной точностью (допуском на изготовление), после чего сделать анализ тех технологических или конструктивных мероприятий, которые необходимы для получения точности в соответствии с техническими условиями.
Основными факторами, влияющими на точность, является выбранный метод сборки и схема увязки заготовительной и сборочной оснастки.
Методика определения точностных параметров базируется на аппарате расчета размерных цепей. Порядок проведения точностного анализа может быть следующим:
1. Изображается совмещенный эскиз сечения собираемого изделия и приспособления, на котором можно проследить зависимость между размерами сборочной единицы и размерами входящих в нее деталей, а также базовых элементов приспособления.
2. На эскизе составляется схема размерной цепи. За точку отсчета размерной цепи целесообразно выбрать какую-либо конструктивную ось изделия. Расстояние от этой оси до внешнего контура изделия будут замыкающим звеном, размеры деталей изделия и элементов сборочного приспособления, влияющие на величину замыкающего звена, - составляющими звеньями.
3. На основании схемы размерной цепи составляется уравнение размерной цепи, устанавливающее связь между размером сборочной единицы и размерами деталей изделия и элементов приспособления.
4. По уравнению размерной цепи составляется уравнение производственной погрешности.
Погрешности составляющих звеньев размерной цепи, наиболее существенно влияющих на точность сборки, можно классифицировать по следующим основным признакам:
- погрешности изготовления носителя размеров собираемого объекта. В зависимости от метода сборки носителями размеров могут быть сборочные приспособления либо базовая деталь при сборке по сборочным отверстиям;
- погрешности базирования деталей или узлов при установке по базовым элементам приспособления или отверстиям;
- в некоторых методах сборки – погрешность изготовления деталей, выходящих на контур;
- погрешности, вызванные деформацией деталей и оснастки от усилий и перепадов температур при выполнении соединительных операций (клепка, сварка, пайка)
Набор погрешностей составляющих звеньев, для каждой конкретной конструкции будет определяться соответствующей ей размерной цепью и зависеть. В первую очередь, от выбранного метода сборки. При этом для каждого метода сборки характерен свой состав погрешностей.
5. После составления уравнений производственной погрешности находят погрешности составляющих звеньев размерной цепи.
Погрешности отдельных этапов зависят от способа переноса размеров и используемого при этом оборудования. Они ограничены допусками. Экономическая точность обработки на металлорежущих станках дается, точность переноса размеров с помощью оптических и лазерных средств.
6. На завершающем этапе полученные погрешности составляющих звеньев размерной цепи подставляются в одну из формул, соответствующую выбранному методу сборки и способу базирования. Таким образом, определяется ожидаемая величина погрешности сборки изделия. Расчетное значение сравнивается с допуском на изготовление изделия.
Если погрешность сборки изделия больше расчетного значения допуска на изготовление детали, то необходимо:
А) изменить метод сборки или способ базирования в приспособлении на более точные;
Б) выбрать более точную схему увязки;
В) исследовать возможности повышения точностных характеристик изготовления оснастки и деталей.
Метод сборки – сборка в приспособлении; метод увязки – эталонно-шаблонный метод.
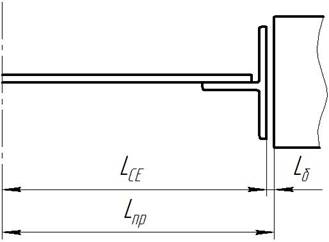
Искомой величиной
является размер сборочной единицы ![]() –
это замыкающее звено размерной цепи.
–
это замыкающее звено размерной цепи.
![]() – размер приспособления,
– размер приспособления, ![]() – размер зазора – они
влияют на точность каркаса и являются составляющими звеньями.
– размер зазора – они
влияют на точность каркаса и являются составляющими звеньями.
![]()
Из уравнения размерной цепи вытекает уравнение погрешности:
![]()
Сравниваем эту
погрешность с допуском заданным конструктором ![]() и
получаем, что выбранный метод сборки обеспечивает требуемую точность.
и
получаем, что выбранный метод сборки обеспечивает требуемую точность.
2.4 Выводы, заключения по принятому методу сборки и составление технических условий на поступающие в сборку детали и узлы
Мною был выбран метод сборки в приспособлении по базовым элементам. Также, часть деталей, не влияющих на точность сборочной единицы, устанавливаются по технологическим отверстиям.
Погрешность сборочной единицы зависит от погрешности приспособления и погрешности базирования деталей по базовым элементам.
Сборка по базовым элементам целесообразна, когда пояса гибкие и погрешность и формы можно исправить, прижав их с помощью фиксаторов.
Выбранный метод сборки исключает использование компенсаторов, значит, конструкция будет легче и надежней.
2.5 Разработка маршрутного технологического процесса сборки
Маршрутный технологический процесс содержит перечень операций с указанием их наименования и краткого содержания оборудования, используемого на каждой операции, нормы времени, количество специальностей и разряд рабочих для выполнения каждой операции, номер цеха, где она производится. Маршрутный техпроцесс служит для организации, планирования и оценки работы, он определяет маршрут и последовательность прохождения сборочной единицы по цехам и участкам, потребное оборудование, количество и квалификацию рабочих, а также нормы расценки на выполнение операций.
Основные этапы сборки межгондольной перегородки:
005 Комплектовочная
010 Контрольная
015 Установка стенки
020 Установка поясов
025 Установка стоек
030 Болтовое соединение
035 Клепка
040 Выемка сборочной единицы из приспособления
045Контрольная
3.Разработка операционного технологического процесса сборки
3.1 Составление техпроцесса по операциям и переходам на основании маршрутной технологии и типовых технологических процессов
Заполнение карт процесса сборки, нормирование рабочих операций
Технологический процесс сборки – это последовательность установки деталей в сборочные положения, их фиксация и соединение между собой указанными способами, выбор необходимого инструмента и оборудования, определение необходимого количества рабочих требуемой специальности и разряда, а также расчет норм времени. Весь рабочий технологический процесс делится на операции, которые в свою очередь состоят из переходов.
Операция – это законченная часть технологического процесса, выполненная на одном рабочем месте.
Технологический переход – законченная часть технологической операции, выполняемая одними и теми же средствами технологического оснащения при постоянных технологических режимах и установке.
Операционный техпроцесс представляет собой подробное раскрытие каждой операции по переходам с указанием содержания каждого перехода, технологических режимов, используемой оснастки и инструмента.
Операционный техпроцесс является руководством для рабочего, он регламентирует способ выполнения работ, оснастку, инструмент и режим работы.
Разбиение технологического процесса на операции не всегда однозначно. Степень деления, а также состав операций определяются технологом с учетом удобств непрерывного выполнения действий исполнителем соответствующей квалификации в определенный отрезок времени. Важную роль при формировании операций имеет удобство нормирования трудозатрат, а также оснащения каждого этапа работ инструментом. Технологические процессы оформляются в специальных регламентированных ГОСТом маршрутных и операционных картах. Общие правила составления техпроцессов определены ГОСТ 14.301-73.
4. Разработка эскизного проекта приспособления для сборки
4.1 Разработка схемы базирования сборочной единицы
Для того чтобы собрать узел или отсек изделия, его детали надо расположить в пространстве относительно друг друга и выбранных осей так, как указано на чертеже. Практически это реализуется с помощью базирования деталей.
Базированием называется придание детали требуемого положения относительно выбранной системы координат. Базирование осуществляется путем координирования в пространстве так называемых баз в виде точек, линий или поверхностей, принадлежащих детали.
В качестве баз приняты: поверхность фиксаторов и установочные – КФО, выполненные в стенке межгондольной перегородки и ложементах.
4.2 Разработка ТУ на проектирование приспособления
Технические условия составляют на основании ранее разработанной компоновки.
В этих условиях указано:
- назначение сборочного приспособления, т.е. для какой сборочной единицы и каких сборочных операций предназначено приспособление;
- приспособление для предварительной сборки или для выполнения всего объема работы;
- вариант процесса
- базовые детали и базы;
- требуемая точность по обводам и стыкам отсеков агрегатов;
- метод увязки заготовительной и сборочной оснастки;
- метод монтажа сборочного приспособления;
- способы установки детали и снятия собранного изделия с приспособления;
- оборудование и инструменты для выполнения процессов соединения;
- наладки, которые необходимо проектировать к данному приспособлению;
- условия поставки детали в сборочное приспособление и собранного изделия на следующий этап сборки;
- характер оснащения приспособления рабочими площадками и стеллажами.
На основании всех перечисленных пунктов проектируют, изготовляют и монтируют приспособление.
Для монтажа приспособления для сборки межгондольной перегородки необходимо:
1) Установить в стаканы вилки, заливая их КЦМ (карбинольно - цементная масса) - по размерам чертежа.
2) Выставить в приспособление ложементы.
3) Установить фиксаторы по размерам чертежа.
4) Осуществить настройку приспособления по шаблону.
5) После сборки приспособления его необходимо покрасить: раму НЦ - 25 (бледно - зеленая) ложементы - эмалью - желтой.
На торце рамы прикрепить табличку с информацией: шифр приспособления, шифр изделия, дата изготовления.
Список литературы
1. В.П. Григорьев, Ш.Ф. Ганиханов « Приспособления для сборки узлов и агрегатов самолета и вертолета» 1977 г.
2. В. И. Халиулин Проектирование технологических процессов и оснастки для сборки отсеков ЛА. Казань 1988 г. Учебное пособие.
3. Курс лекций по технологии сборки металлических и композитных изделий.
4. В.И. Халиулин, П.П. Баскевич «Приспособления для сборки летательных аппаратов» Казань 1988 г. Учебное пособие.
5. А. Н. Гусев, Н. Г. Таловин «Приспособления для сборки самолетов зажимные и фиксирующие детали и узлы. Сборник АН-1225.Нормали министерства».
 (zip - application/zip)
(zip - application/zip)









